
一种低碳含量冷轧无取向硅钢镀锌机组立式退火工艺.pdf

猫巷****松臣

1/7
2/7
3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低碳含量冷轧无取向硅钢镀锌机组立式退火工艺.pdf
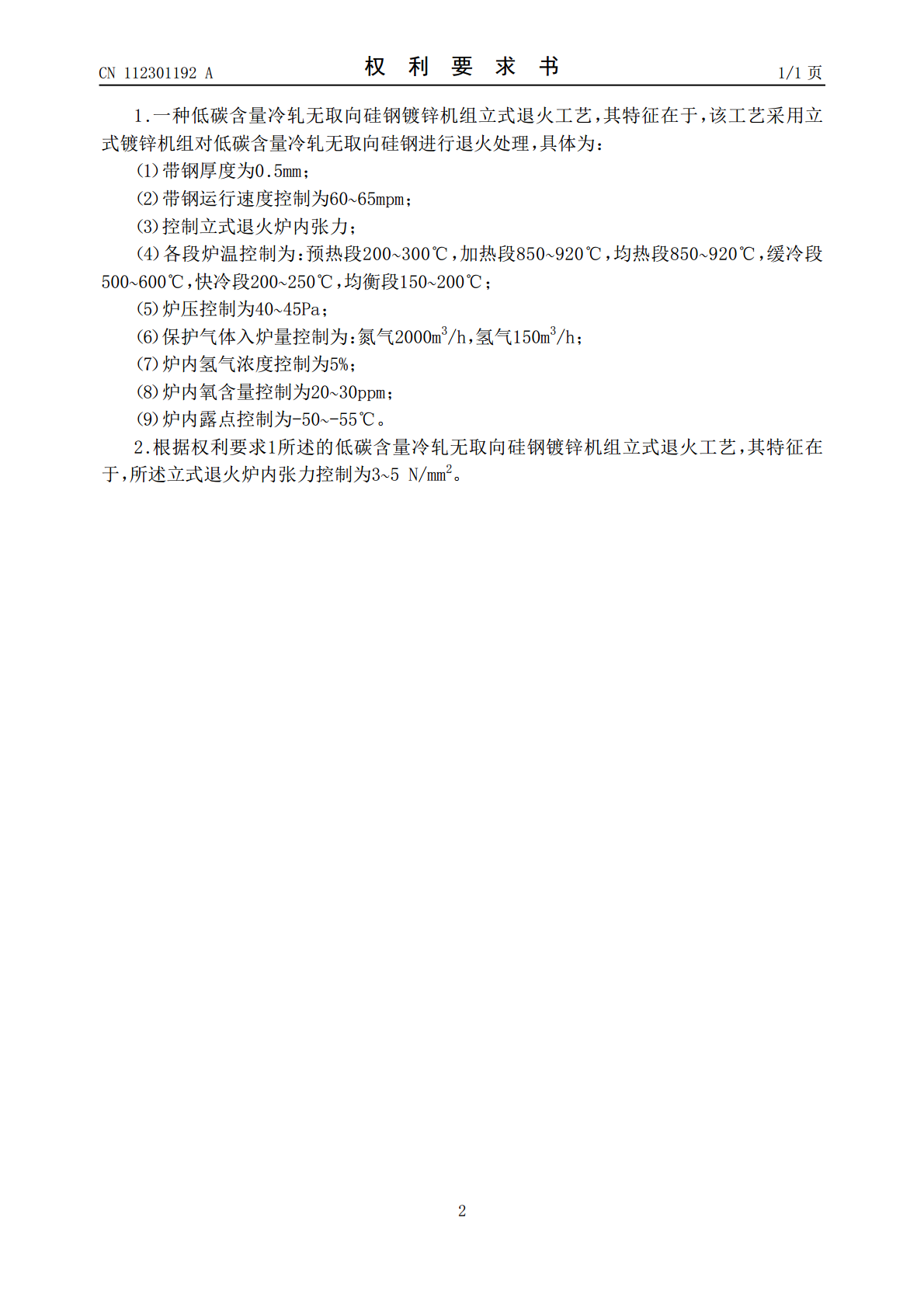
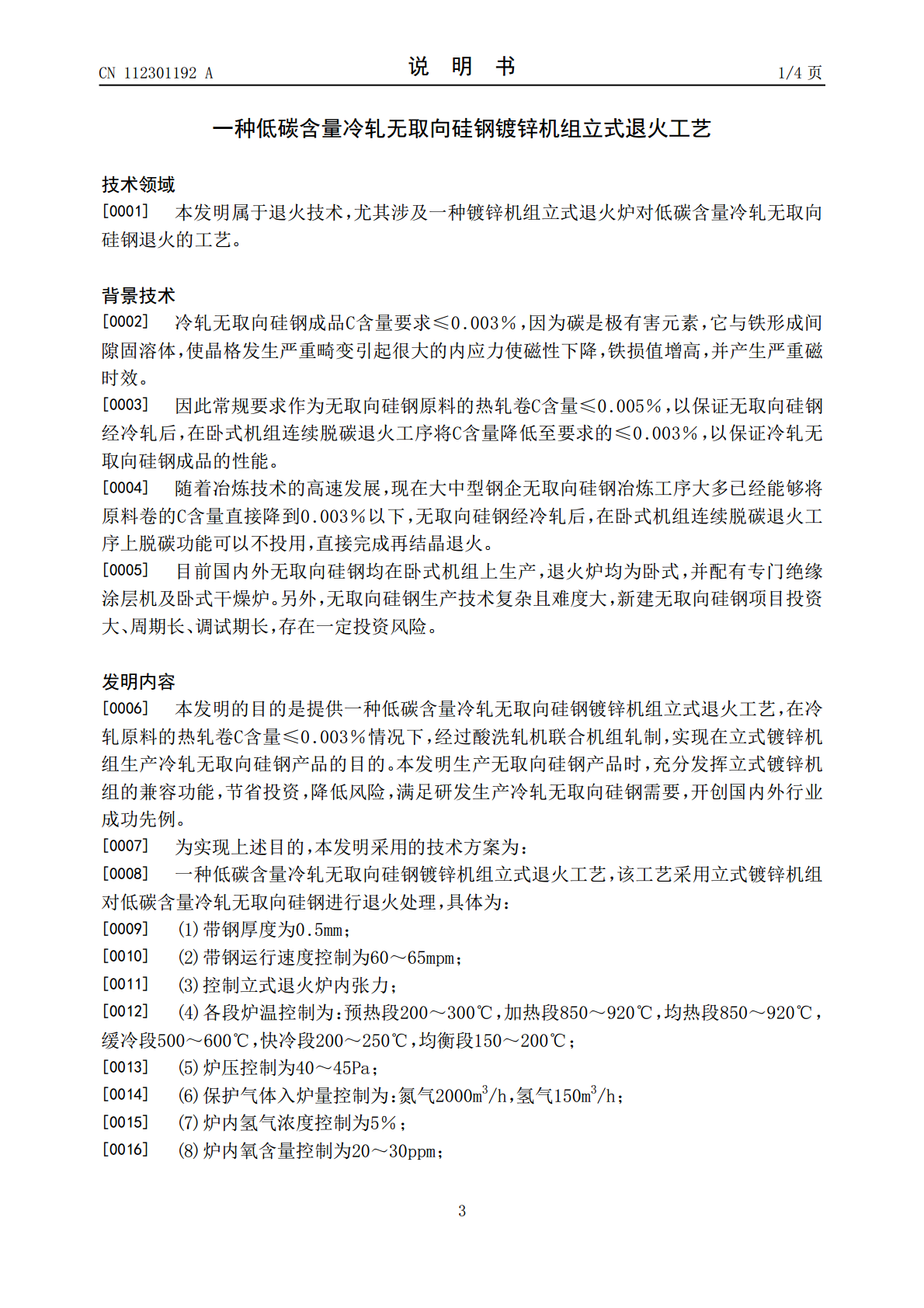
本发明提供一种低碳含量冷轧无取向硅钢镀锌机组立式退火工艺,具体为:带钢厚度为0.5mm;带钢运行速度控制为60~65mpm;立式退火炉炉内张力为3~5N/mm
高碳含量中低牌号冷轧无取向硅钢脱碳退火工艺.pdf
本发明提供一种高碳含量中低牌号冷轧无取向硅钢脱碳退火工艺,该工艺采用卧式连续脱碳退火涂层机组,钢带的厚度为0.35~0.65mm,钢带的运行速度控制在70~100m/min,连续脱碳退火炉内钢带的张力为1800~2200N,各炉段的温度控制为:预热/无氧化加热段炉温1000~1100℃,辐射管加热段炉温900~920℃,均热段炉温850~910℃,冷却段风机开度依次为25~99%,炉内压力为:入口25~30Pa、出口45~50Pa,炉内采用H2+N2保护气体,其中H2含量为25%~35%,保护气体的露点值

退火工艺对冷轧无取向硅钢.pdf
一种无取向冷轧硅钢片冷轧后的退火工艺.pdf
本发明公开了一种无取向冷轧硅钢片冷轧后的退火工艺,该无取向冷轧硅钢片冷轧后的退火工艺具体步骤如下:S1:退火炉在进行硅钢片的退火前进行过预热处理,S2:一次退火处理,S3:退火炉中的氮气气氛的制造,S4:一次退火后的降温处理,S5:二次冷轧处理,S6:二次退火处理,S7:二次退火时炉中含氢氮气氛的制造,S8:退火炉中温度的快速升高,S9:硅钢片的降温处理,S10:冷却后硅钢片的碱洗,S11:硅钢片的烘干处理。本发明采用两次退火处理的方式来对硅钢片进行热处理,同时两次退火处理时的温度和炉内气氛均采用不同的方
一种改进的无取向冷轧硅钢片的退火工艺.pdf
本发明公开了一种改进的无取向冷轧硅钢片的退火工艺包括以下步骤:将第一次冷轧后的硅钢片放入退火炉内,炉内温度达到400‑450℃,向退火炉内注入氮气,使硅钢片处于氮气气氛中,保持45‑65min;后续再进行多次升温和恒温保持;对第一次退火处理的硅钢片进行二次冷轧,冷轧的硅钢片需要进行二次退火处理;其不但可以消除硅钢片在加工过程中产生的内应力,并且工艺简单,易于操作。