
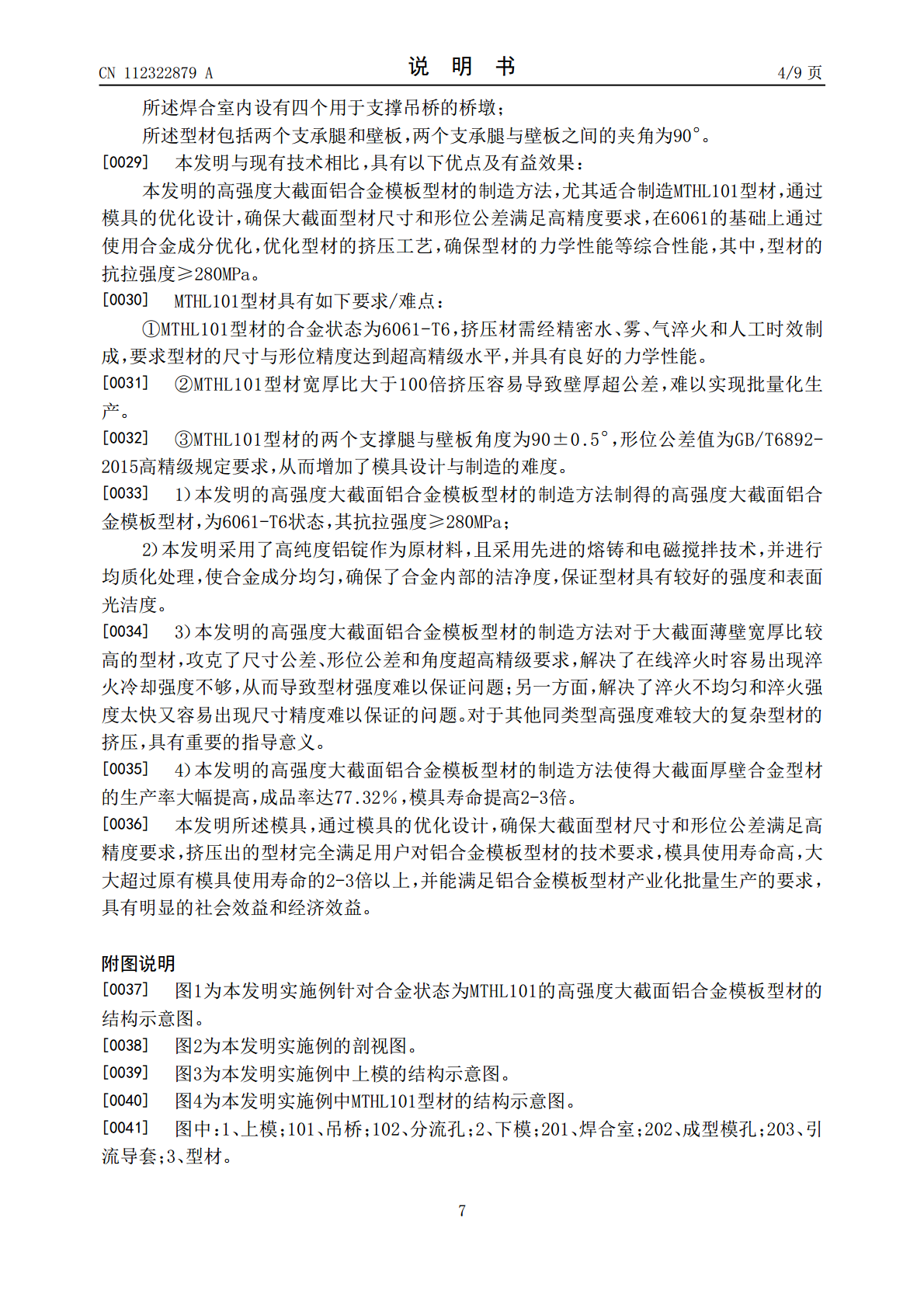
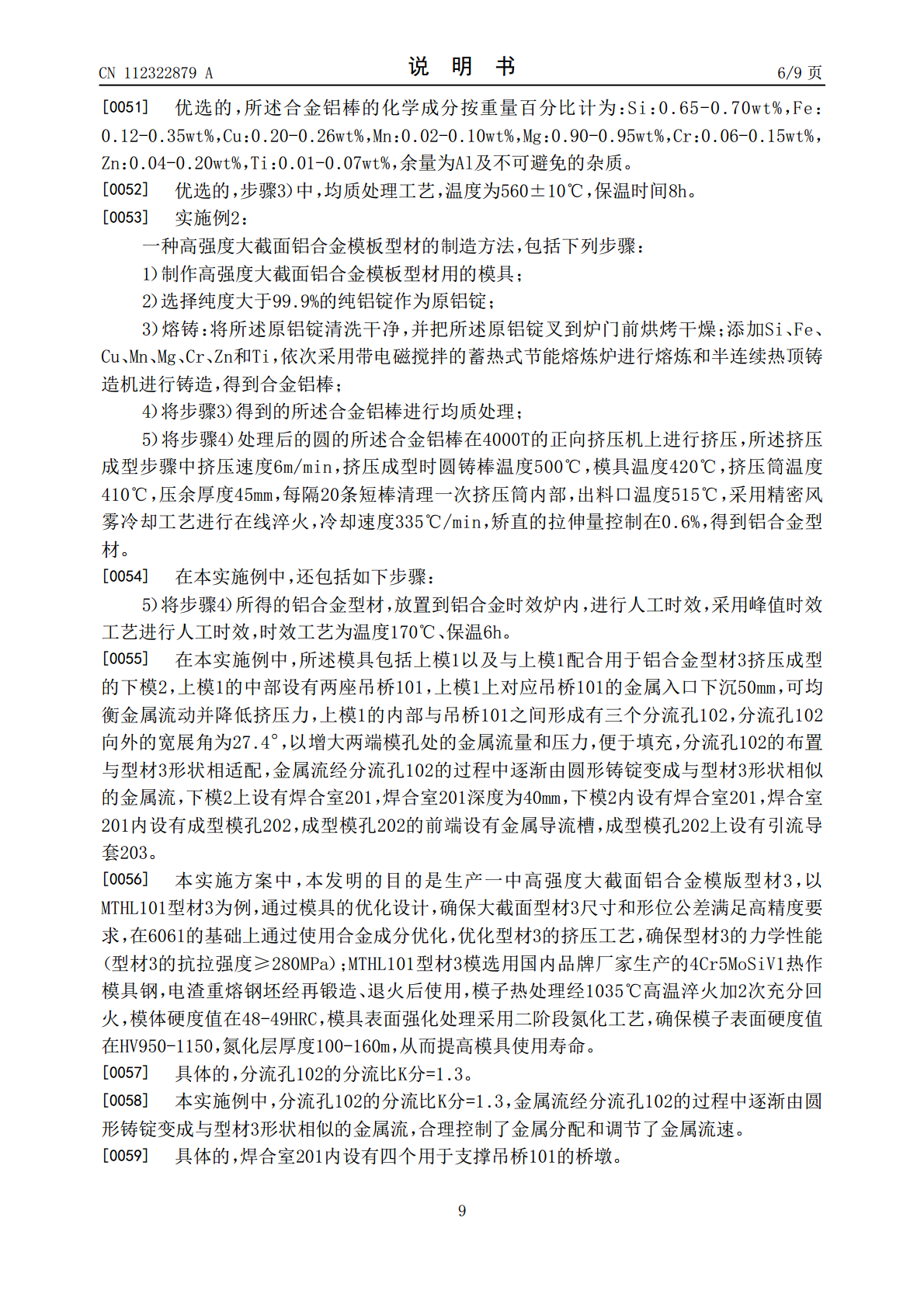
一种高强度大截面铝合金模板型材的制造方法及模具.pdf

一只****签网

1/10
2/10

3/10
4/10
5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种高强度大截面铝合金模板型材的制造方法及模具.pdf
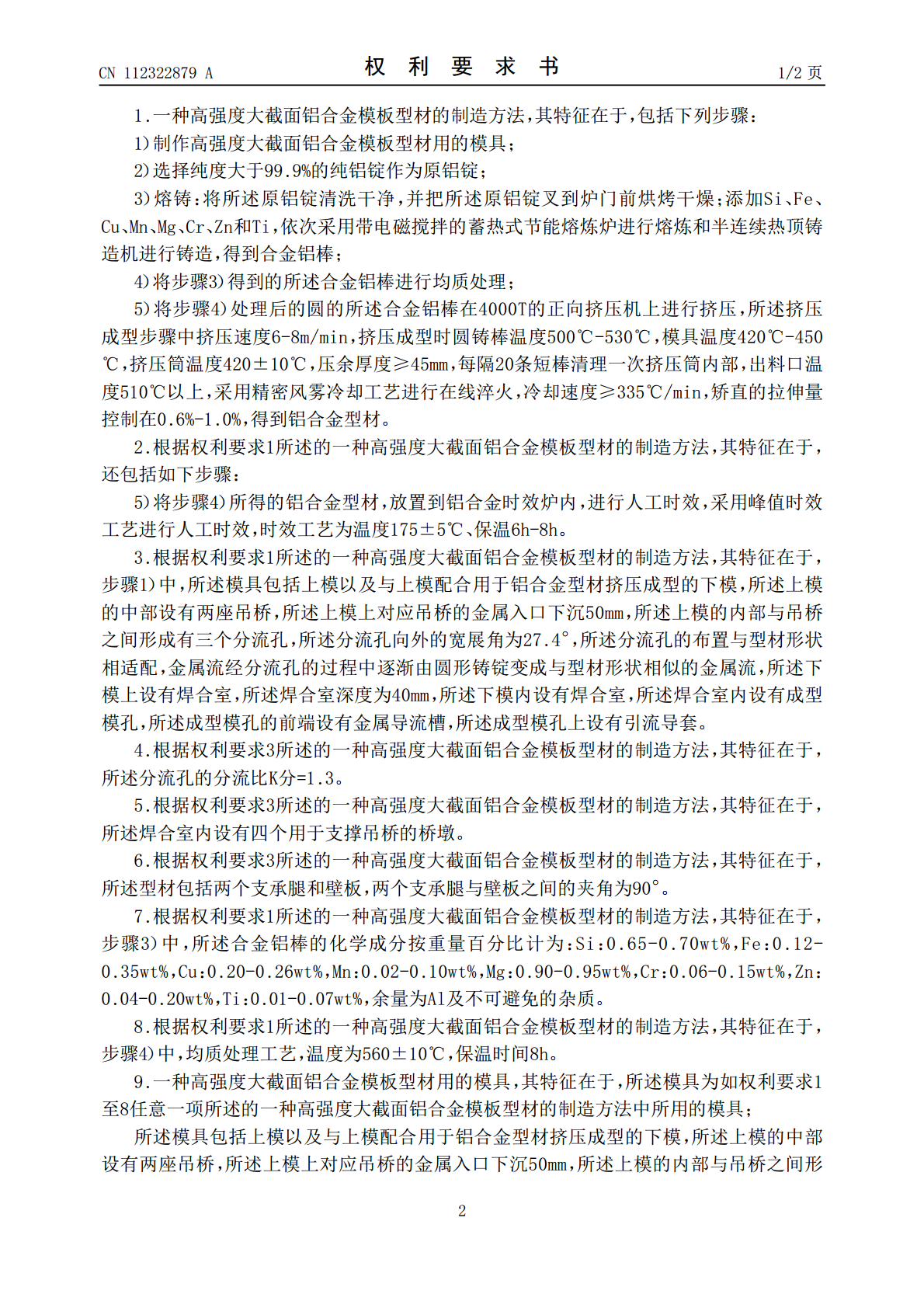
本发明公开了一种高强度大截面铝合金模板型材的制造方法及模具,所述制造方法包括下列步骤:1)制作高强度大截面铝合金模板型材用的模具;2)选择纯度大于99.9%的纯铝锭作为原铝锭;3)依次采用带电磁搅拌的蓄热式节能熔炼炉进行熔炼和半连续热顶铸造机进行铸造,得到合金铝棒;4)将步骤3)得到的所述合金铝棒进行均质处理;5)将步骤4)处理后的圆的所述合金铝棒在4000T的正向挤压机上进行挤压,得到铝合金型材。本发明的制造方法,尤其适合制造MTHL101型材,通过模具的优化设计,确保大截面型材尺寸和形位公差满足高精度
一种复杂截面铝合金型材及其制造方法.pdf
本发明公开一种复杂截面铝合金型材及其制造方法,属于铝合金制造技术领域,合金型材中各物质的质量百分比为:Si含量0.39%‑0.52%,Fe含量0.1%‑0.2%,Cu含量0.19%‑3.3%,Mn含量0.05%‑0.15%,Mg含量0.6%‑2.2%,Cr含量0.05%‑0.22%,Zn含量低于0.05%,Ti含量0.05%‑0.07%,其他杂质的含量低于0.15%,余量为Al。该成分配比为了实现铝合金材料更加容易的等温挤压、制品粗晶控制。

一种高强度铝型材挤压模具用合金钢及其制造方法.pdf
本发明公开了一种高强度铝型材挤压模具用合金钢,各组分按重量百分比计为:C:0.38‑0.43%、Si:0.98‑1.03%、Mn:0.35‑0.40%、P≤0.02%、S≤0.01%、Cr:4.95‑5.00%、Mo:1.30‑1.35%、V:0.90‑0.95%、稀土≤0.001%,其余为Fe及不可避免的杂质;其制造方法是将废旧的铝型材挤压模具通过中频感应炉熔化、造渣、脱硫、脱氧,制备出合格的电极锭,再通过电渣重熔炉,重熔冶炼制备电渣锭,电渣锭制备完成后做退火处理,最后将电渣锭锻造成材,通过上述工艺制造

一种高强度铝合金及其制造方法.pdf
一种高强度铝合金及其制造方法,属于有色金属材料技术领域。先用铝合金熔化炉熔炼铝合金熔液,铝合金熔炼使用石墨坩埚,然后将铝锭、锌锭、镁锭和AlCu50A中间合金、Al‑6%Cr中间合金、Al‑10%V中间合金、Al‑4%Zr中间合金、Al‑15%Mn中间合金及Al‑10%Sc中间合金加入到坩埚中,升温至745‑756℃,加入AlTi4BA中间合金并搅拌6‑8分钟,然后加入C2Cl
一种高强度铝合金型材热处理方法.pdf
本发明公开了一种高强度铝合金型材热处理方法,它涉及铝合金热处理技术领域。铝合金包括以下组分:铸铁纤维,Mg,Cu,Cr,Si,Mn,Ni,杂质≦0.1%,余量为Al;热处理包括以下步骤:对铝合金型材进行高温热处理、快速冷却、冷变形处理、回火、冷萃处理、时效处理、空冷至室温,铝合金型材处理时通过夹持装置进行夹持,夹持位置交替变换。本发明的优点在于:铝合金型材在热处理后各成分在铝合金型材内分散,提高分布均匀性,铝合金型材上的残余应力均分,回火后再冷萃和时效处理,且热处理时夹持位置和支撑板的支撑位置均交替变换,