
一种基于钎料预置熔融固化后的真空钎焊方法.pdf

努力****向丝

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种基于钎料预置熔融固化后的真空钎焊方法.pdf
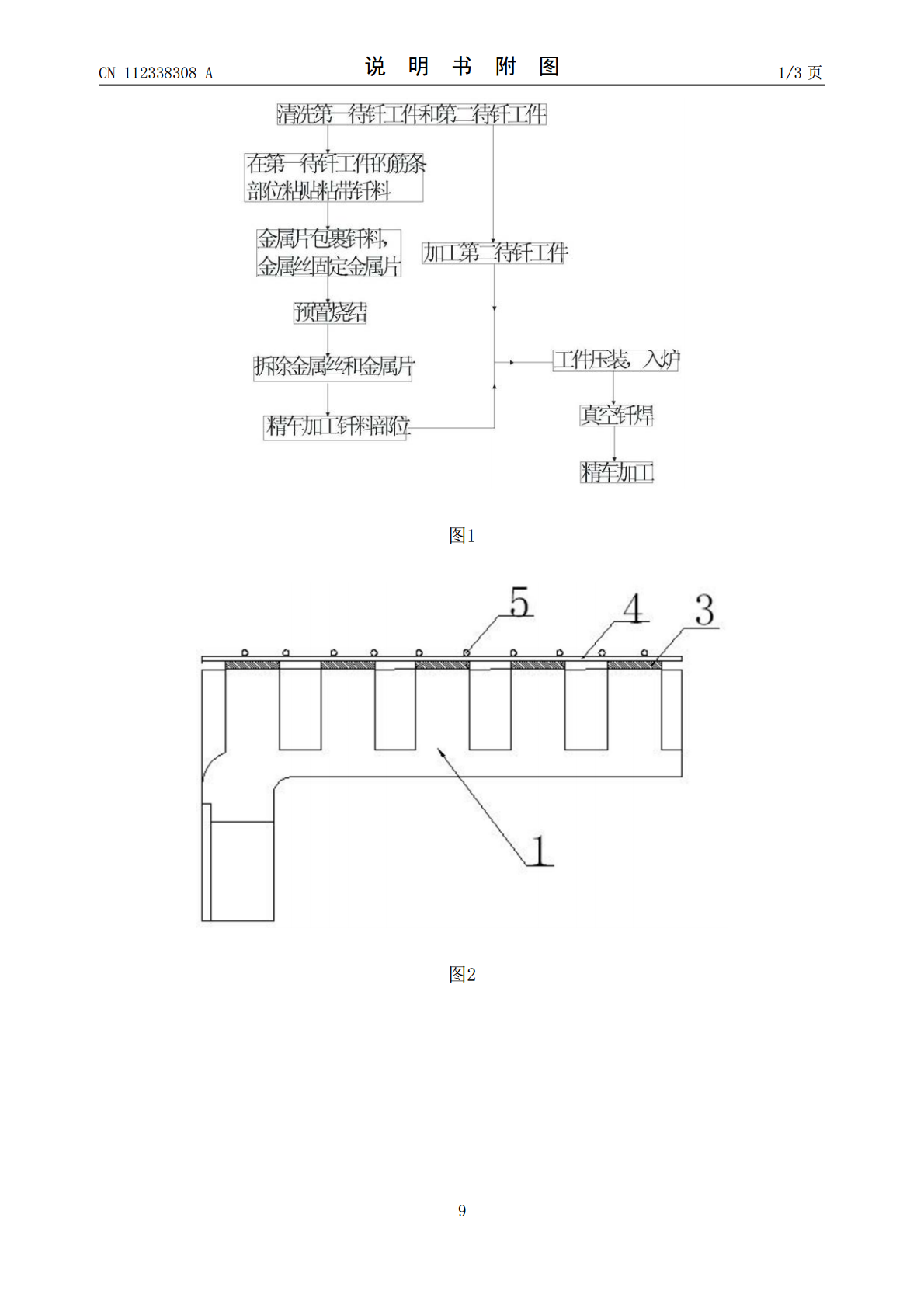
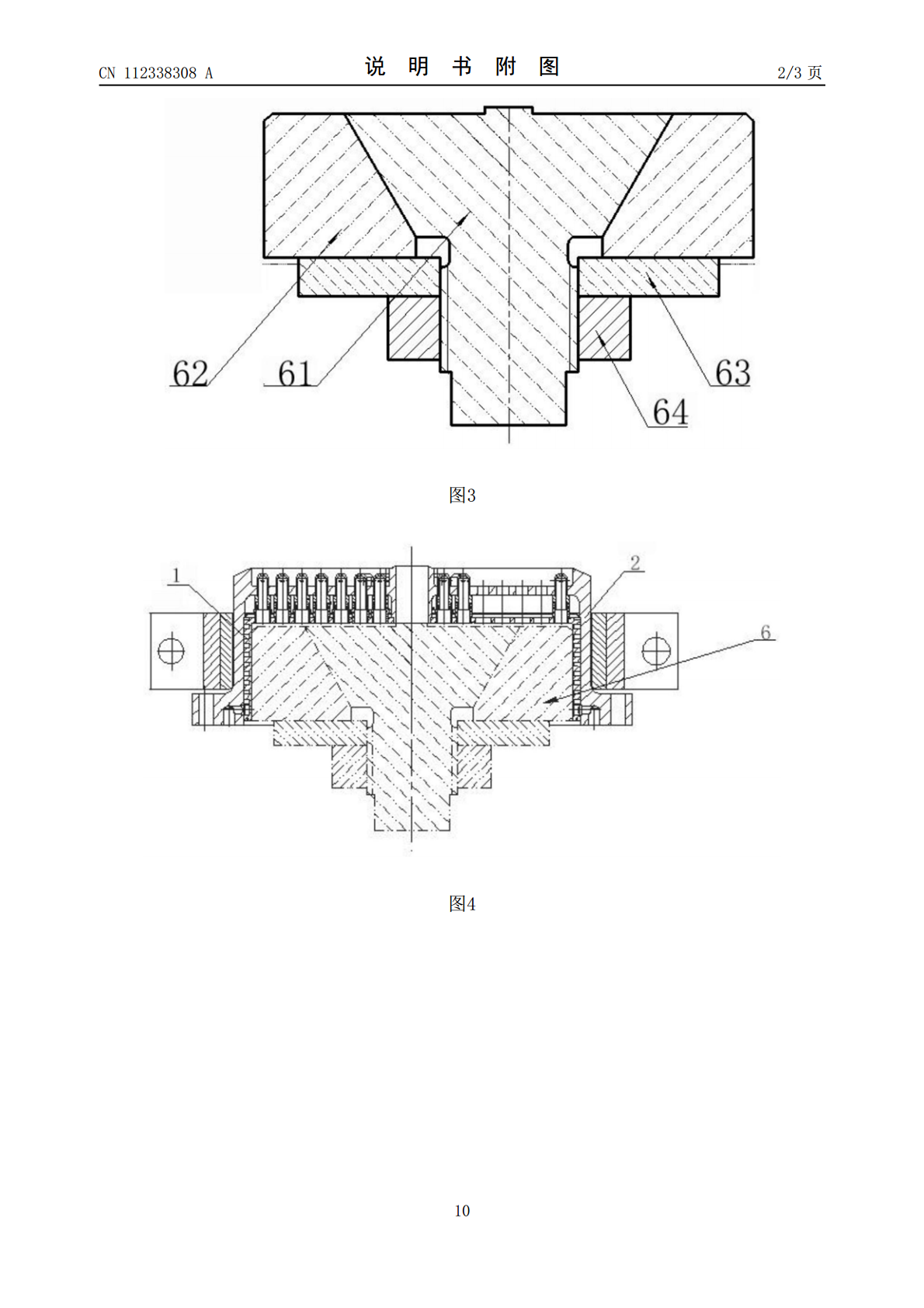
本发明涉及工件加工领域,公开一种基于钎料预置熔融固化后的真空钎焊方法,包括以下步骤:a.清洗有待钎筋条的第一待钎工件;b.在待钎筋条部位粘贴粘带钎料;c.在粘带钎料的外部包裹金属皮,并用金属丝将金属皮固定;d.将第一待钎工件置于真空钎焊炉中预置烧结;e.出炉后,拆除金属丝和金属片,对钎料部位精车加工;f.根据第一待钎工件筋条部位的尺寸加工出第二待钎工件内部槽道;g.用压力机将第二待钎工件压装在第一待钎工件上;h.将第一待钎工件、第二待钎工件置于真空钎焊炉中钎焊;i.出炉后,拆除钎焊工装,精车加工。本发明使
一种不含钎剂的真空钎焊膏状钎料、制备方法及其使用方法.pdf
一种不含钎剂的真空钎焊膏状钎料、制备方法及其使用方法。本发明涉及一种不含钎剂的用于真空钎焊铝基复合材料的膏状钎料、制备方法及其使用方法。是为了解决箔状钎料对于形状复杂的构件,存在焊接装配与操作困难,不利于自动化生产,以及现有膏状钎料中钎剂在钎缝中无法排出,导致焊缝处产生电化学腐蚀,降低焊接接头性能的问题。本发明的膏状钎料由钎料合金粉和粘结剂混合而成,不含钎剂。制备方法包括制备钎料合金粉、制备粘结剂,将两者按比例混合,即得到不含钎剂的真空钎焊膏状钎料。使用方法是采用刷子将膏状钎料刷涂在复合材料表面然后放入真
一种采用铜锰钴镍钎料的真空钎焊方法.pdf
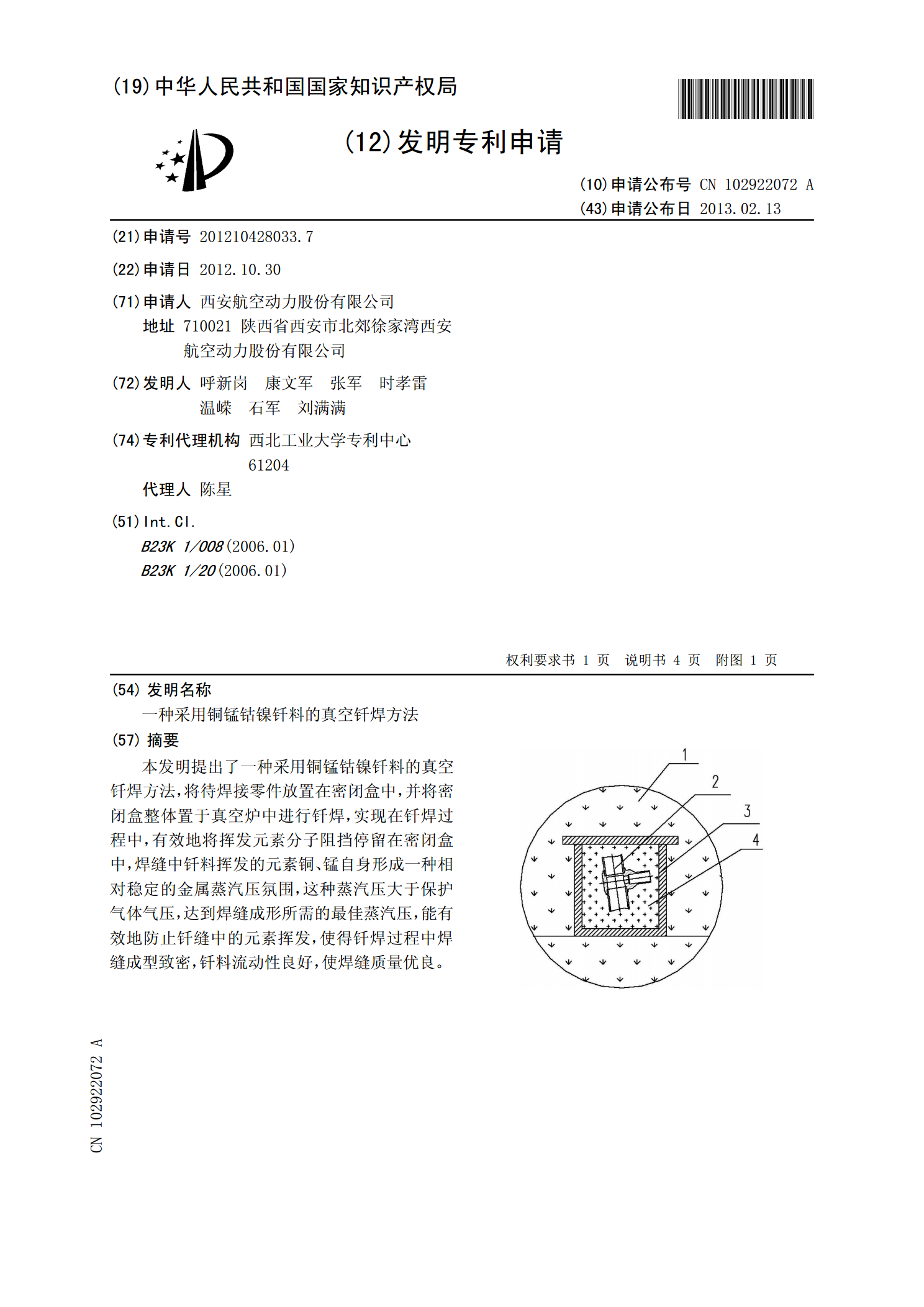
本发明提出了一种采用铜锰钴镍钎料的真空钎焊方法,将待焊接零件放置在密闭盒中,并将密闭盒整体置于真空炉中进行钎焊,实现在钎焊过程中,有效地将挥发元素分子阻挡停留在密闭盒中,焊缝中钎料挥发的元素铜、锰自身形成一种相对稳定的金属蒸汽压氛围,这种蒸汽压大于保护气体气压,达到焊缝成形所需的最佳蒸汽压,能有效地防止钎缝中的元素挥发,使得钎焊过程中焊缝成型致密,钎料流动性良好,使焊缝质量优良。

一种混合钎料钎焊方法及换热器.pdf
本发明提供一种用于换热器的混合钎料钎焊方法,包括:将铜箔与镍箔平铺放置于两张层叠的板片之间,铜箔位于中间,镍箔位于四周;利用放电熔焊方式熔化钎料,将两张板片焊接为一组板片;将若干板片组层叠后,置于真空炉内进行真空钎焊。本发明解决了全镍箔钎焊开口、铜钎焊防腐问题。本发明提供一种换热器,利用混合钎料钎焊方法制造,包括换热片,两相邻换热片之间通过金属钎料钎焊形成钎焊层,所述钎焊层包括中央区域钎焊层和环周边区域钎焊层,中央区域钎焊层和环周边区域钎焊层分别采用铜基钎料和镍基钎料钎焊形成。本发明所述换热器钎焊个别处无
多层平板裂缝天线钎料预置方法.pdf
本发明公开了一种多层平板裂缝天线钎料的预置方法,包括以下步骤:第一步,清理基板、耐热玻璃或陶瓷、钎料、平板裂缝天线零件和压板;第二步,装配平板裂缝天线零件及钎料;第三步,将基板、耐热玻璃或陶瓷、钎料、平板裂缝天线零件和压板置于真空炉内,水平放置;然后抽真空,当真空度达到10-3Pa级及以上时,加热真空炉;采用分段升温和保温,当炉温均匀且介于钎料液相线温度与零件固相线温度之间时,保温5~15min后停止加热,然后让零件冷却;当炉温冷却至常温时,取出零件;第四步,检查零件与钎料的接触面是否形成满足工艺要求的钎