
多层平板裂缝天线钎料预置方法.pdf

明钰****甜甜

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
多层平板裂缝天线钎料预置方法.pdf
本发明公开了一种多层平板裂缝天线钎料的预置方法,包括以下步骤:第一步,清理基板、耐热玻璃或陶瓷、钎料、平板裂缝天线零件和压板;第二步,装配平板裂缝天线零件及钎料;第三步,将基板、耐热玻璃或陶瓷、钎料、平板裂缝天线零件和压板置于真空炉内,水平放置;然后抽真空,当真空度达到10-3Pa级及以上时,加热真空炉;采用分段升温和保温,当炉温均匀且介于钎料液相线温度与零件固相线温度之间时,保温5~15min后停止加热,然后让零件冷却;当炉温冷却至常温时,取出零件;第四步,检查零件与钎料的接触面是否形成满足工艺要求的钎
一种基于钎料预置熔融固化后的真空钎焊方法.pdf
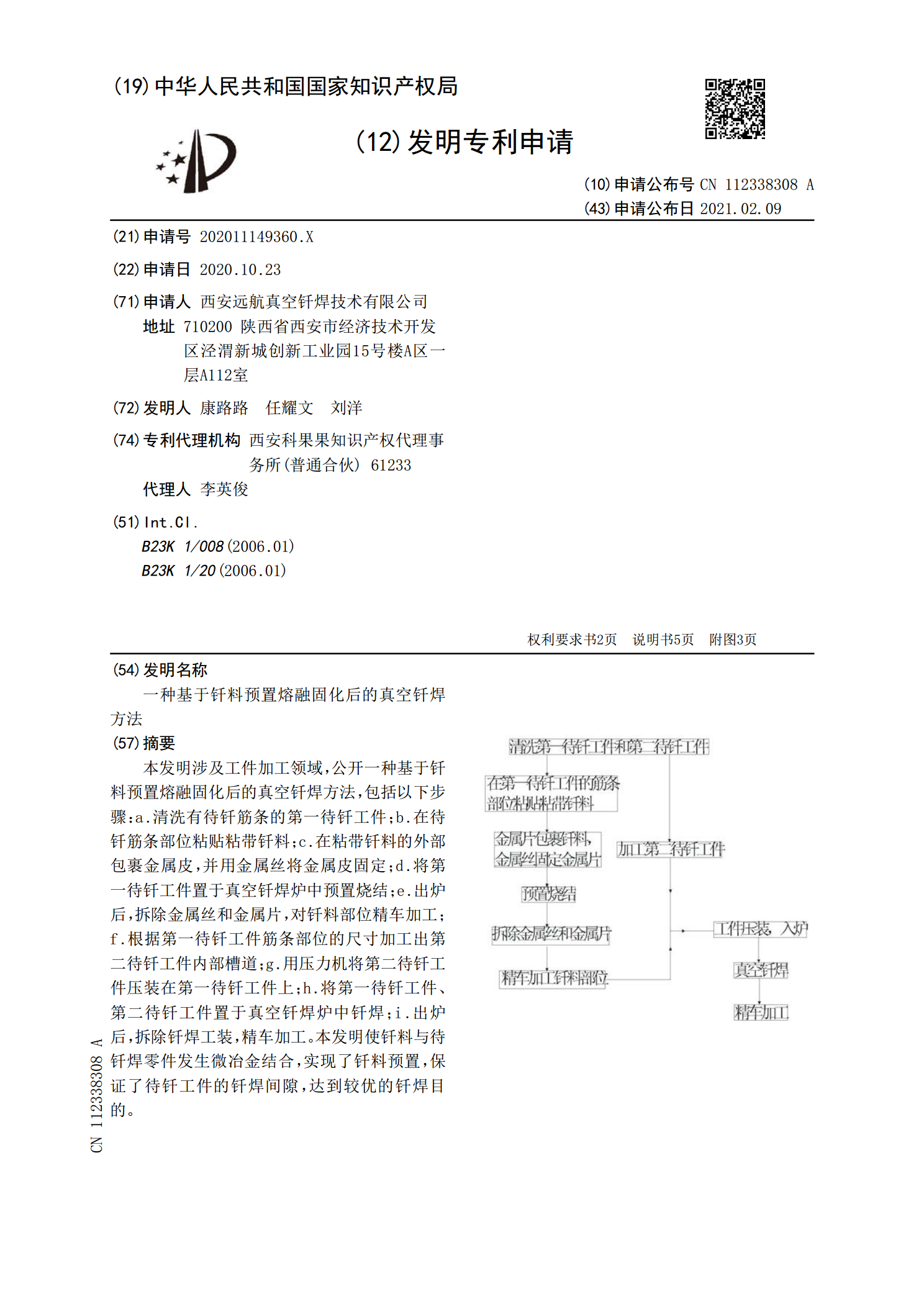
本发明涉及工件加工领域,公开一种基于钎料预置熔融固化后的真空钎焊方法,包括以下步骤:a.清洗有待钎筋条的第一待钎工件;b.在待钎筋条部位粘贴粘带钎料;c.在粘带钎料的外部包裹金属皮,并用金属丝将金属皮固定;d.将第一待钎工件置于真空钎焊炉中预置烧结;e.出炉后,拆除金属丝和金属片,对钎料部位精车加工;f.根据第一待钎工件筋条部位的尺寸加工出第二待钎工件内部槽道;g.用压力机将第二待钎工件压装在第一待钎工件上;h.将第一待钎工件、第二待钎工件置于真空钎焊炉中钎焊;i.出炉后,拆除钎焊工装,精车加工。本发明使
潜艇雷达的平板裂缝阵列天线.pdf
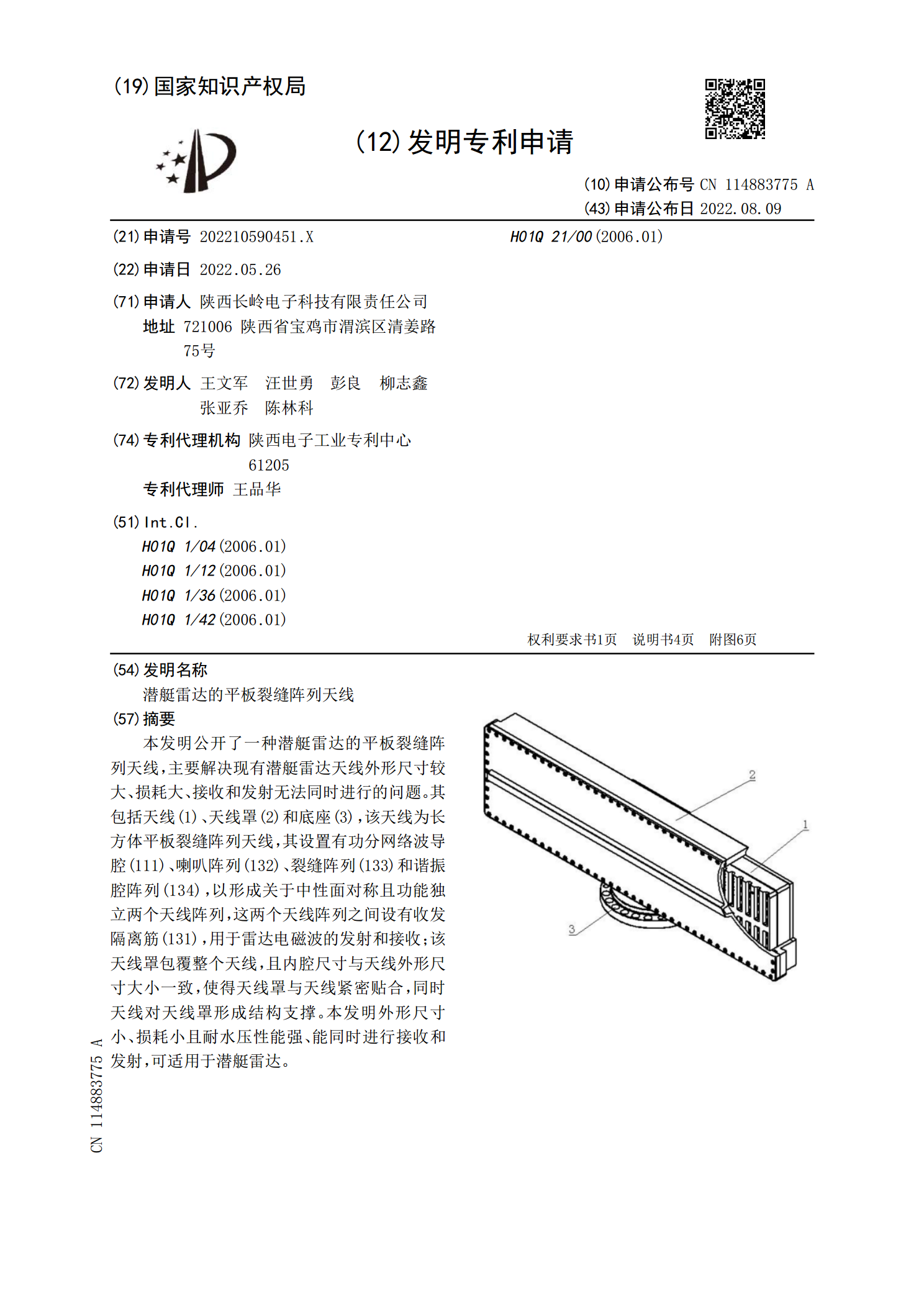
本发明公开了一种潜艇雷达的平板裂缝阵列天线,主要解决现有潜艇雷达天线外形尺寸较大、损耗大、接收和发射无法同时进行的问题。其包括天线(1)、天线罩(2)和底座(3),该天线为长方体平板裂缝阵列天线,其设置有功分网络波导腔(111)、喇叭阵列(132)、裂缝阵列(133)和谐振腔阵列(134),以形成关于中性面对称且功能独立两个天线阵列,这两个天线阵列之间设有收发隔离筋(131),用于雷达电磁波的发射和接收;该天线罩包覆整个天线,且内腔尺寸与天线外形尺寸大小一致,使得天线罩与天线紧密贴合,同时天线对天线罩形成
一种预置蜂窝粘带钎料的方法及其专用装置.pdf
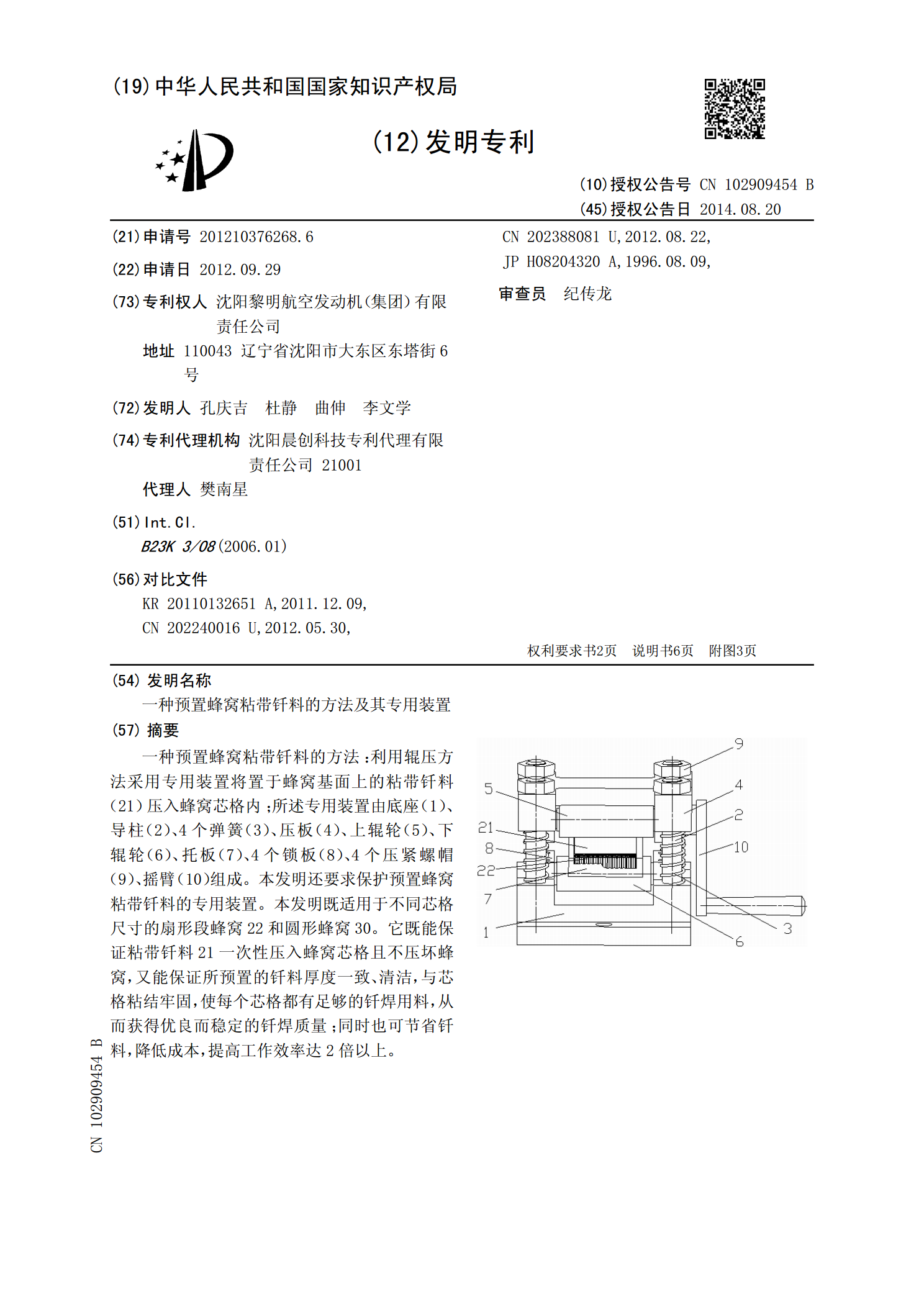
一种预置蜂窝粘带钎料的方法:利用辊压方法采用专用装置将置于蜂窝基面上的粘带钎料(21)压入蜂窝芯格内;所述专用装置由底座(1)、导柱(2)、4个弹簧(3)、压板(4)、上辊轮(5)、下辊轮(6)、托板(7)、4个锁板(8)、4个压紧螺帽(9)、摇臂(10)组成。本发明还要求保护预置蜂窝粘带钎料的专用装置。本发明既适用于不同芯格尺寸的扇形段蜂窝22和圆形蜂窝30。它既能保证粘带钎料21一次性压入蜂窝芯格且不压坏蜂窝,又能保证所预置的钎料厚度一致、清洁,与芯格粘结牢固,使每个芯格都有足够的钎焊用料,从而获得优

药芯钎料制备装置及药芯钎料制备方法.pdf
本申请涉及钎料制备技术领域,尤其是涉及一种药芯钎料制备装置及药芯钎料制备方法,药芯钎料制备装置包括:放料机构,放料机构上缠绕有钎料带;储料装置,储料装置内储存有钎剂;成型模具,储料装置设置有出料口,成型模具设置于出料口;放料机构和储料装置沿钎料带的释放方向顺次排布,钎料带进入储料装置装填钎剂后,在成型模具的作用下,钎料带的两侧边收拢以包覆钎剂形成药芯钎料。本申请提供的药芯钎料制备装置,通过放料机构、储料装置、成型模具之间合理的布局,在保证药芯钎料的质量的情况下,有效缩短生产线的长度,从而减少本药芯钎料制备