
一种采用铜锰钴镍钎料的真空钎焊方法.pdf

是你****噩呀


1/7
2/7

3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种采用铜锰钴镍钎料的真空钎焊方法.pdf
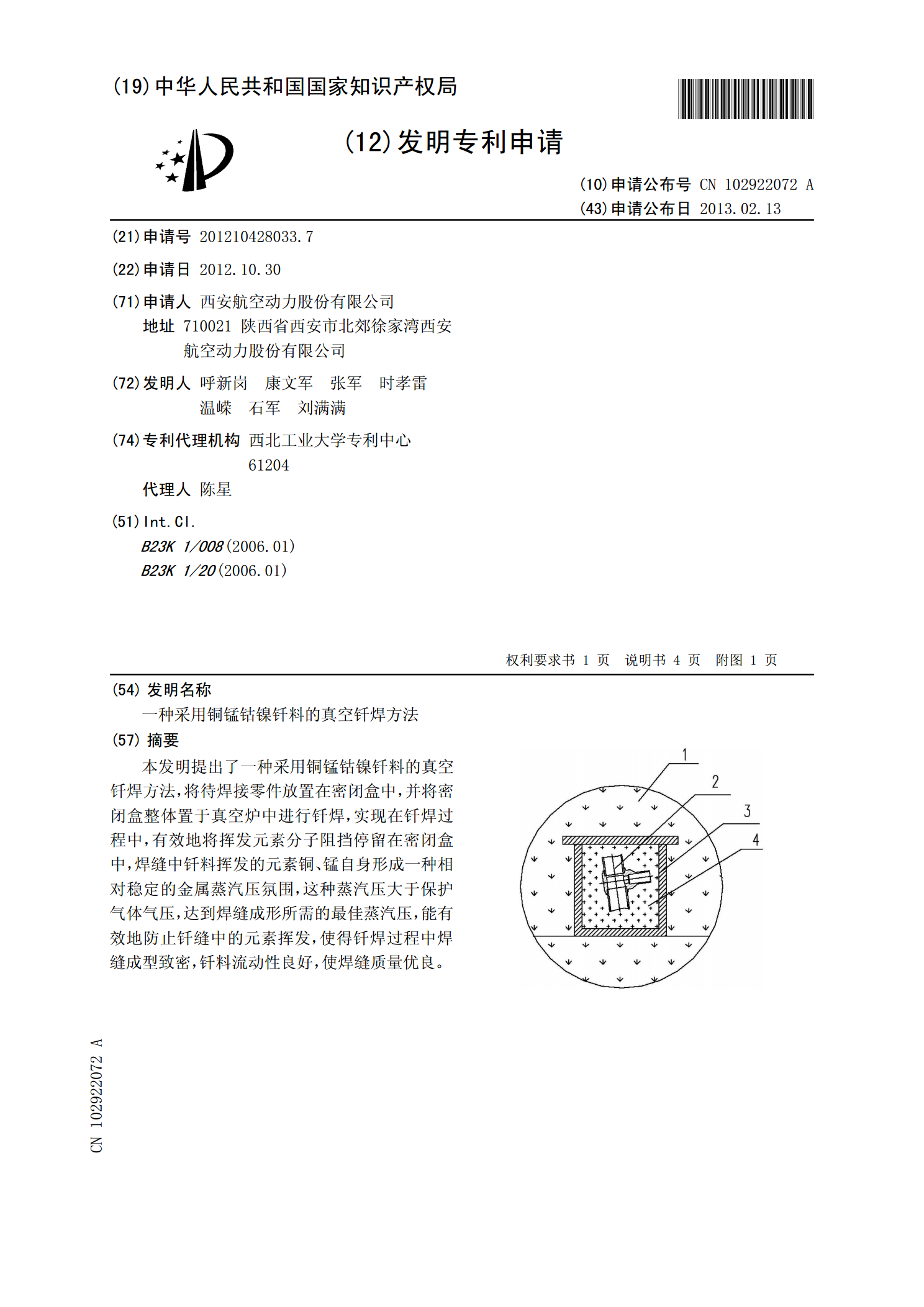
本发明提出了一种采用铜锰钴镍钎料的真空钎焊方法,将待焊接零件放置在密闭盒中,并将密闭盒整体置于真空炉中进行钎焊,实现在钎焊过程中,有效地将挥发元素分子阻挡停留在密闭盒中,焊缝中钎料挥发的元素铜、锰自身形成一种相对稳定的金属蒸汽压氛围,这种蒸汽压大于保护气体气压,达到焊缝成形所需的最佳蒸汽压,能有效地防止钎缝中的元素挥发,使得钎焊过程中焊缝成型致密,钎料流动性良好,使焊缝质量优良。

采用复合钎料的铝合金中温真空钎焊技术.docx
采用复合钎料的铝合金中温真空钎焊技术随着现代工业的发展,各种合金及其合成物料的应用愈发广泛。其中铝合金作为轻质、强度高、导热性好等优良物理性质被广泛应用在航空、造船、汽车、电子等行业中。然而,在使用过程中铝合金极易受到高温或长时间连续摩擦的影响,导致氧化、磨损严重等问题。因此,为了确保铝合金材料及其相关产品的可靠性和耐用性,选择适合的钎焊技术是非常重要的。目前,钎焊铝合金的技术主要包括焊丝钎、氧化钎、坩埚钎(真空钎)和激光钎。而其中,复合钎料的铝合金中温真空钎焊技术作为一种新兴且较为先进的技术,其可靠性和
采用Ag-Cr复合钎料钎焊碳材料与镍基合金的方法.pdf
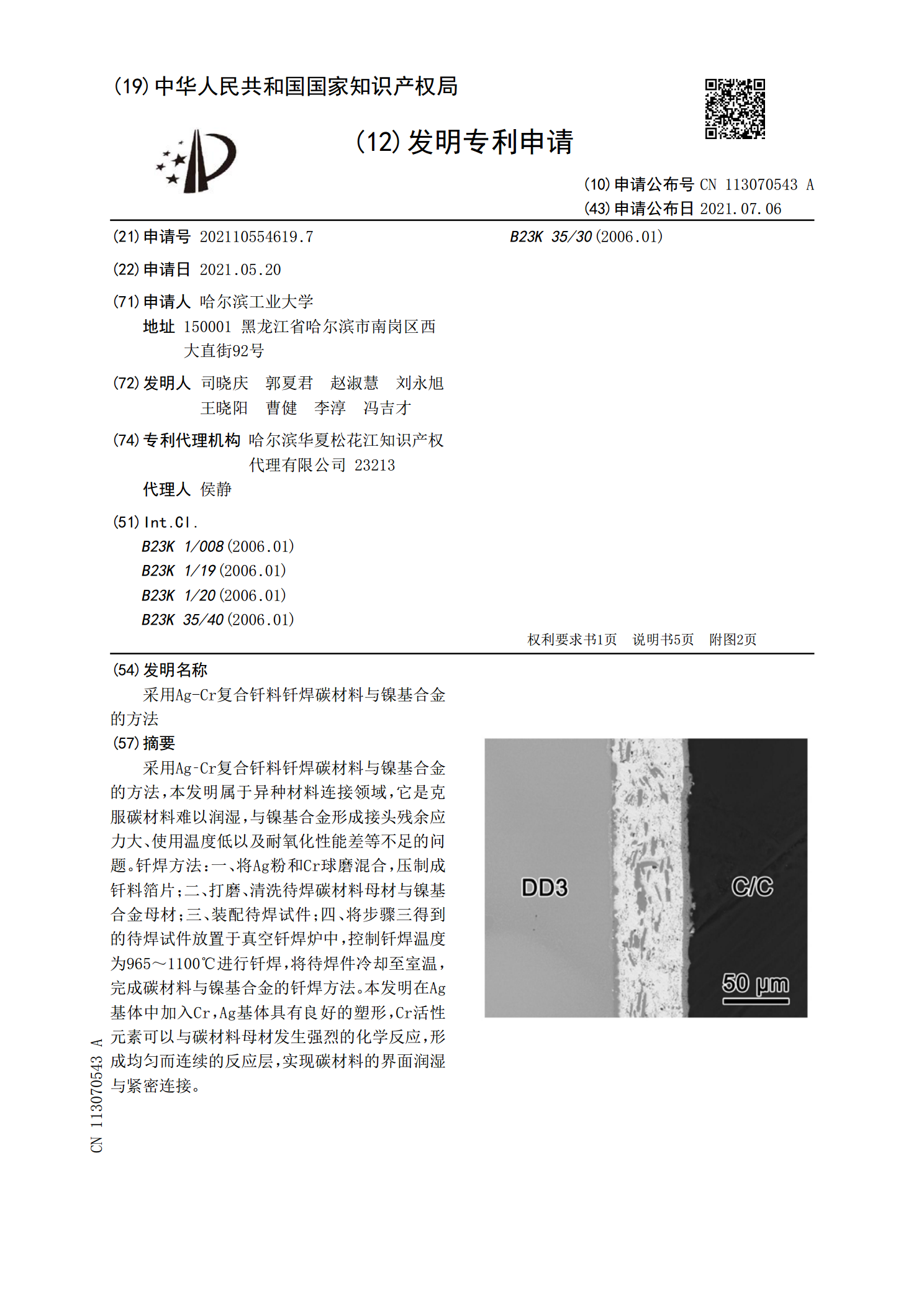
采用Ag‑Cr复合钎料钎焊碳材料与镍基合金的方法,本发明属于异种材料连接领域,它是克服碳材料难以润湿,与镍基合金形成接头残余应力大、使用温度低以及耐氧化性能差等不足的问题。钎焊方法:一、将Ag粉和Cr球磨混合,压制成钎料箔片;二、打磨、清洗待焊碳材料母材与镍基合金母材;三、装配待焊试件;四、将步骤三得到的待焊试件放置于真空钎焊炉中,控制钎焊温度为965~1100℃进行钎焊,将待焊件冷却至室温,完成碳材料与镍基合金的钎焊方法。本发明在Ag基体中加入Cr,Ag基体具有良好的塑形,Cr活性元素可以与碳材料母材发

一种锰镍钴钯金钎料及其制备方法.pdf
一种锰镍钴钯金钎料及其制备方法,该钎料组成成分及各成分的重量百分比为:Mn61~66%、Ni15~19%、Co12~14%、Pd2~2.5%、Au0.8~1.2%、Ti0.8~1.2%、Al0.8~1.2%,余量为不可避免的杂质;该钎料的制备方法采用将Mn、Ni、Co和Pd制成块状金属混合物,再与Au、Ti和Al在熔盐中熔炼,最后在石英管中冷却。本发明的钎料中金的含量低,相比金基钎料成本较低;本发明在熔融态的盐中进行钎料熔炼,与传统的真空熔炼相比,生产成本大大节约,而且比较环保,能耗也低;石英管价格比较便
一种不含钎剂的真空钎焊膏状钎料、制备方法及其使用方法.pdf
一种不含钎剂的真空钎焊膏状钎料、制备方法及其使用方法。本发明涉及一种不含钎剂的用于真空钎焊铝基复合材料的膏状钎料、制备方法及其使用方法。是为了解决箔状钎料对于形状复杂的构件,存在焊接装配与操作困难,不利于自动化生产,以及现有膏状钎料中钎剂在钎缝中无法排出,导致焊缝处产生电化学腐蚀,降低焊接接头性能的问题。本发明的膏状钎料由钎料合金粉和粘结剂混合而成,不含钎剂。制备方法包括制备钎料合金粉、制备粘结剂,将两者按比例混合,即得到不含钎剂的真空钎焊膏状钎料。使用方法是采用刷子将膏状钎料刷涂在复合材料表面然后放入真