
一种提高减速机输出轴扭矩的热处理工艺.pdf

Ke****67

1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种提高减速机输出轴扭矩的热处理工艺.pdf
本发明涉及金属加工工艺技术领域,具体是一种提高减速机输出轴扭矩的热处理工艺,具体包括以下步骤:(1)对输出轴进行去油污和水处理,然后将输出轴在加热炉内进行共计两次的调质处理;(2)将输出轴加热后保温;(3)将输出轴在盐浴炉中保温后采用淬火剂淬火;(4)淬火后回火,保温;(5)自然冷却至常温即得。使用本发明方法进行减速机输出轴的热处理,能有效提高减速机输出轴的各项力学性能。经过实验,本发明处理过的减速机输出轴扭矩显著提高,使用寿命大大延长。
一种输出轴的热处理工艺.pdf
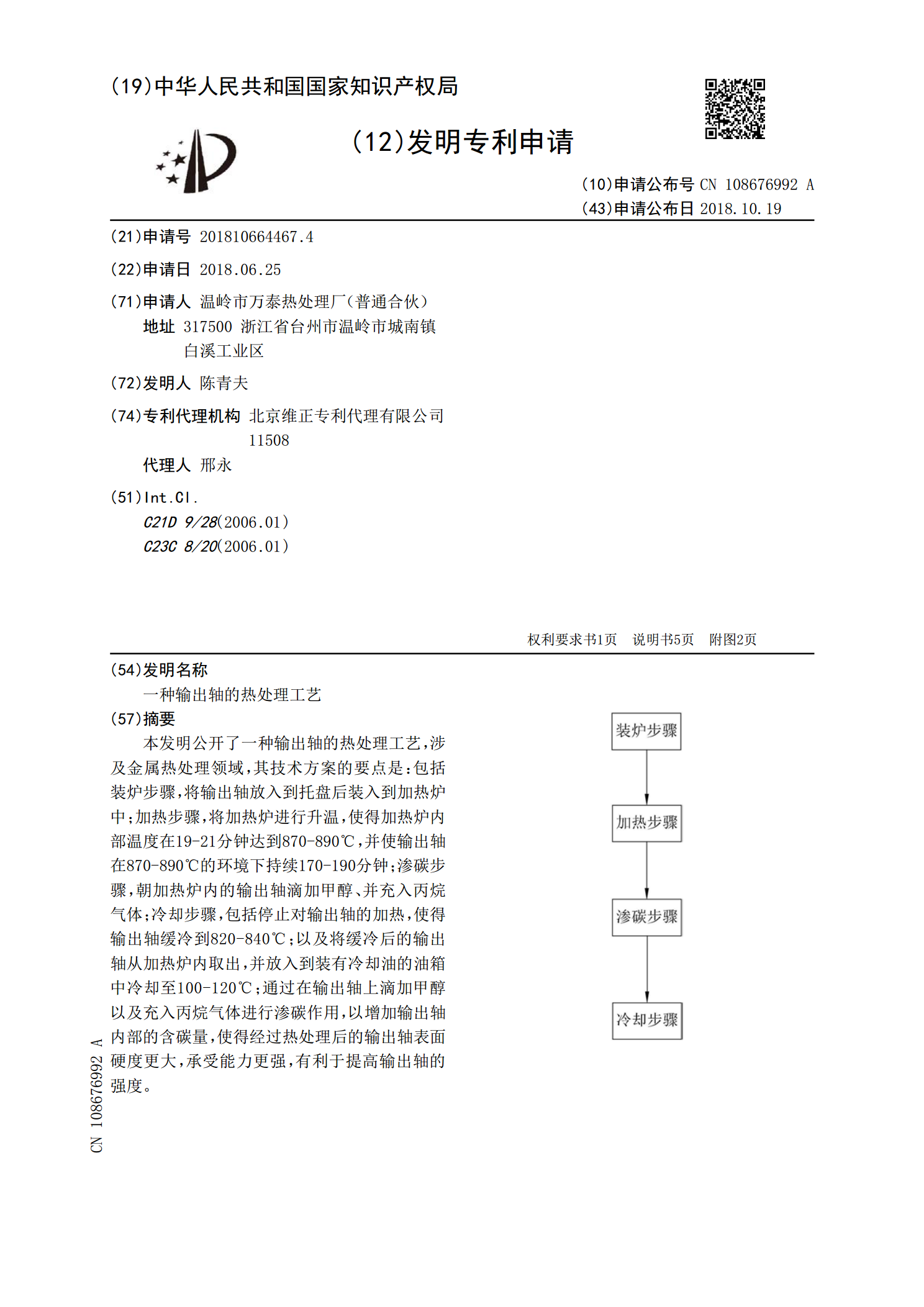
本发明公开了一种输出轴的热处理工艺,涉及金属热处理领域,其技术方案的要点是:包括装炉步骤,将输出轴放入到托盘后装入到加热炉中;加热步骤,将加热炉进行升温,使得加热炉内部温度在19‑21分钟达到870‑890℃,并使输出轴在870‑890℃的环境下持续170‑190分钟;渗碳步骤,朝加热炉内的输出轴滴加甲醇、并充入丙烷气体;冷却步骤,包括停止对输出轴的加热,使得输出轴缓冷到820‑840℃;以及将缓冷后的输出轴从加热炉内取出,并放入到装有冷却油的油箱中冷却至100‑120℃;通过在输出轴上滴加甲醇以及充入丙

一种输出轴的热处理工艺改进.docx
一种输出轴的热处理工艺改进随着机械行业的不断发展,各类机械产品也呈现出应用范围越来越广,性能要求越来越高的趋势。在这个过程中,轴作为机械产品中重要的构件之一,其性能指标的提升也日益被重视。其中,热处理工艺是提高轴性能指标的关键之一。本文将就轴的热处理工艺进行改进性研究,以提高轴的性能指标。一、热处理工艺的作用热处理工艺是指通过加热、保温和冷却等一系列过程使金属材料的性能发生改变的工艺。在轴的生产过程中,热处理工艺的作用主要有以下几个方面:1.改变金属材料的组织结构。通过热处理可改变金属材料的组织结构,从而
一种耐磨高精度行星减速机输出轴及制备工艺.pdf
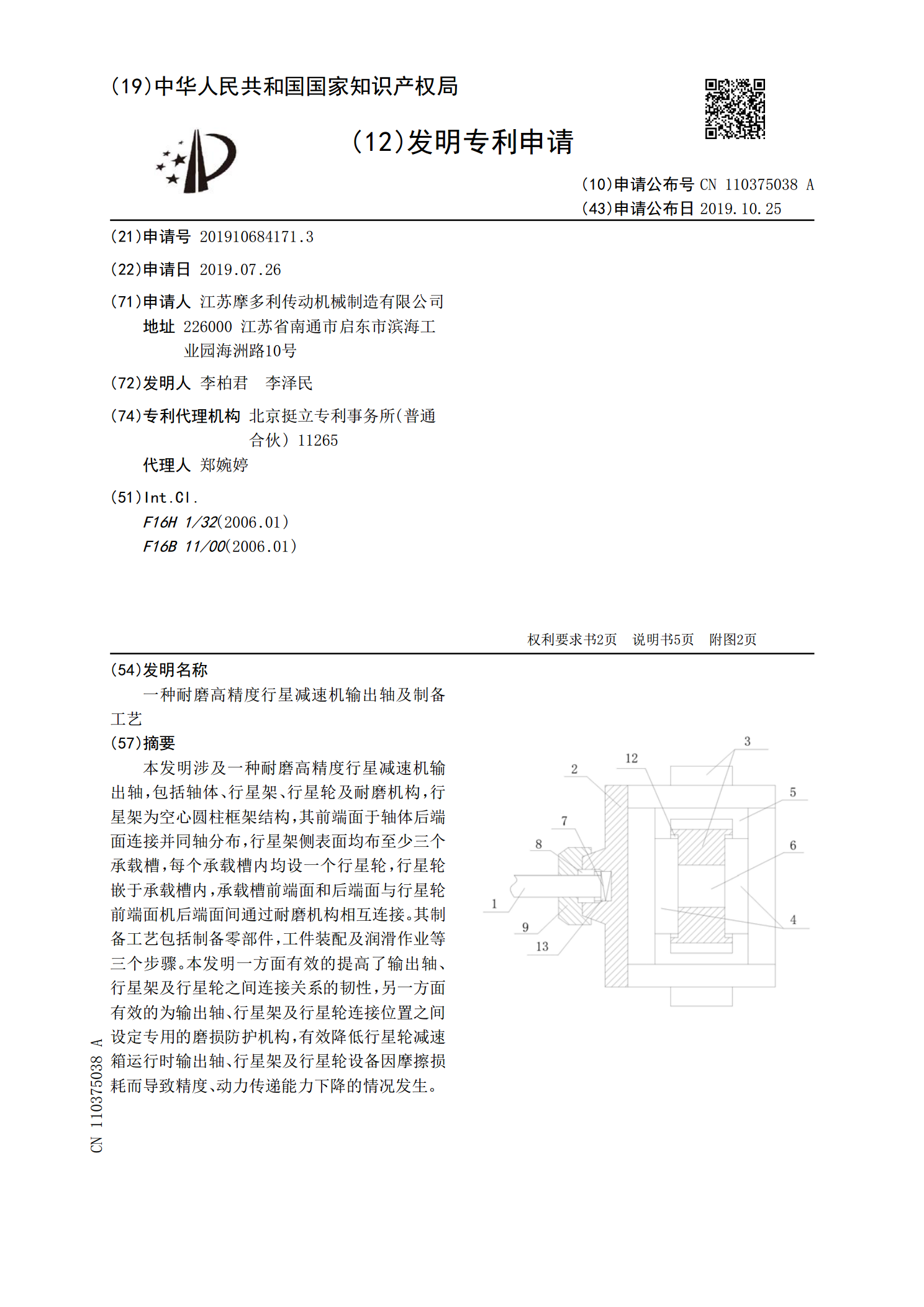
本发明涉及一种耐磨高精度行星减速机输出轴,包括轴体、行星架、行星轮及耐磨机构,行星架为空心圆柱框架结构,其前端面于轴体后端面连接并同轴分布,行星架侧表面均布至少三个承载槽,每个承载槽内均设一个行星轮,行星轮嵌于承载槽内,承载槽前端面和后端面与行星轮前端面机后端面间通过耐磨机构相互连接。其制备工艺包括制备零部件,工件装配及润滑作业等三个步骤。本发明一方面有效的提高了输出轴、行星架及行星轮之间连接关系的韧性,另一方面有效的为输出轴、行星架及行星轮连接位置之间设定专用的磨损防护机构,有效降低行星轮减速箱运行时输
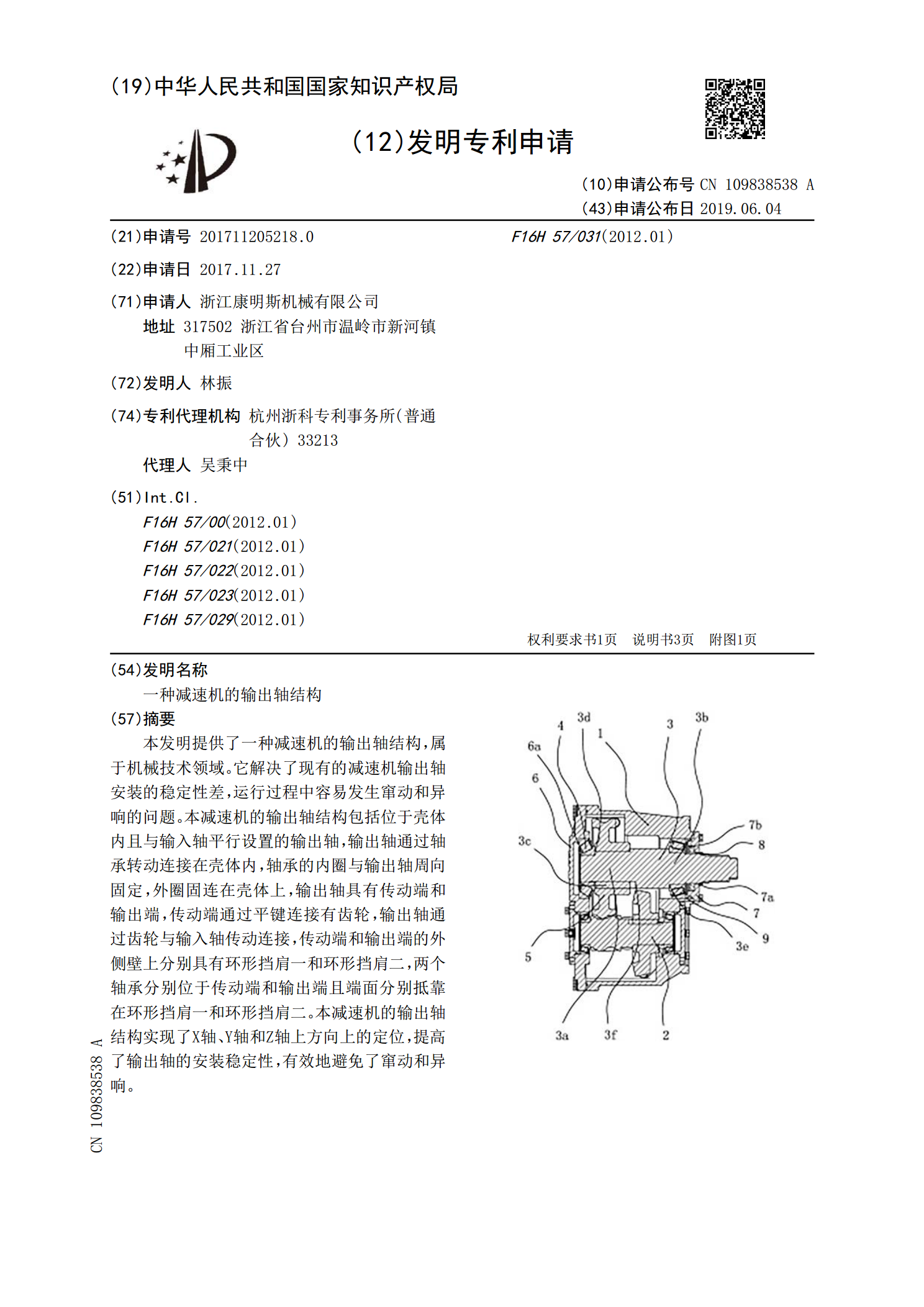
一种减速机的输出轴结构.pdf
本发明提供了一种减速机的输出轴结构,属于机械技术领域。它解决了现有的减速机输出轴安装的稳定性差,运行过程中容易发生窜动和异响的问题。本减速机的输出轴结构包括位于壳体内且与输入轴平行设置的输出轴,输出轴通过轴承转动连接在壳体内,轴承的内圈与输出轴周向固定,外圈固连在壳体上,输出轴具有传动端和输出端,传动端通过平键连接有齿轮,输出轴通过齿轮与输入轴传动连接,传动端和输出端的外侧壁上分别具有环形挡肩一和环形挡肩二,两个轴承分别位于传动端和输出端且端面分别抵靠在环形挡肩一和环形挡肩二。本减速机的输出轴结构实现了X