
一种消除无取向电工钢表面裂纹缺陷的方法.pdf

睿德****找我

1/7

2/7

3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种消除无取向电工钢表面裂纹缺陷的方法.pdf
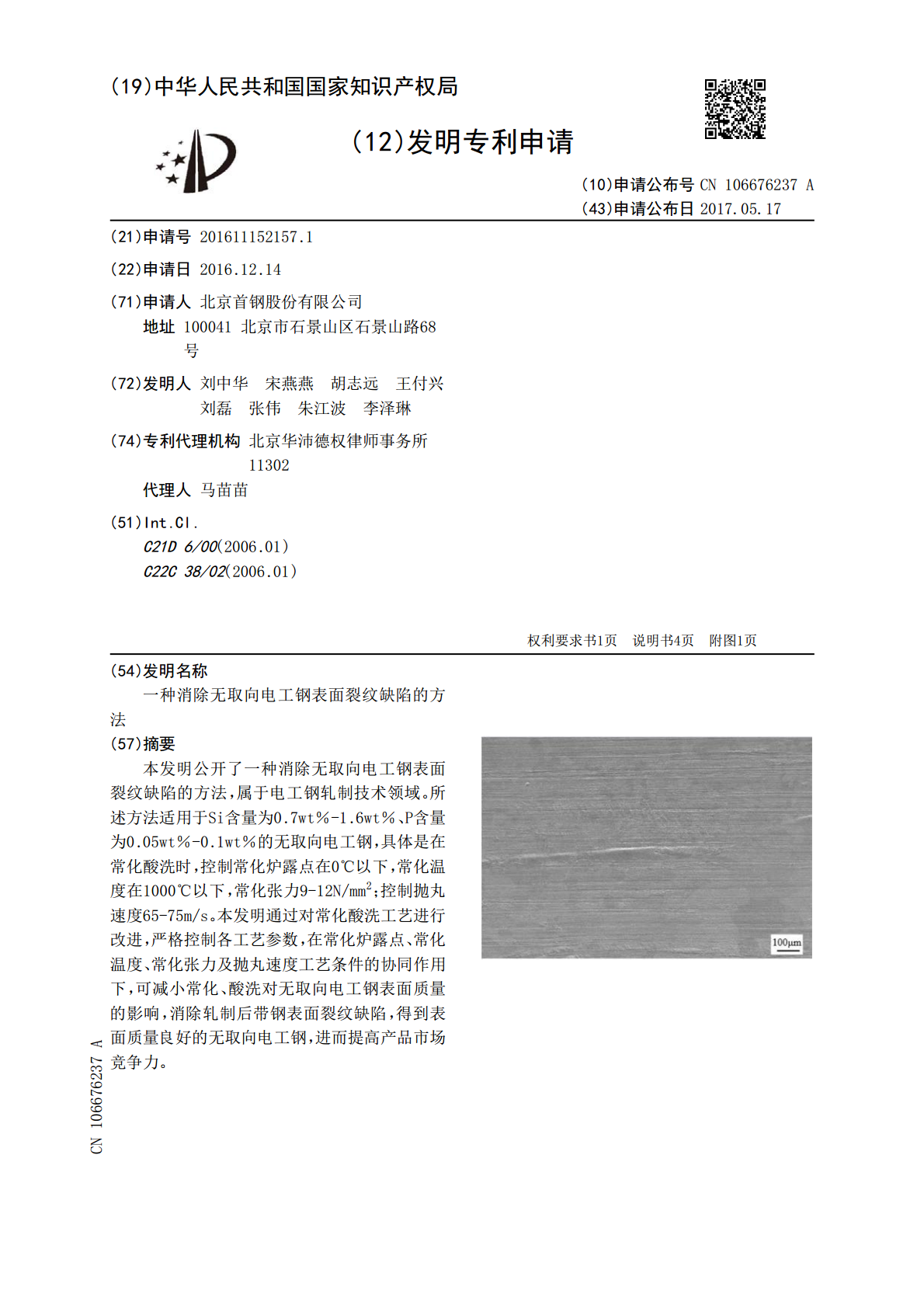
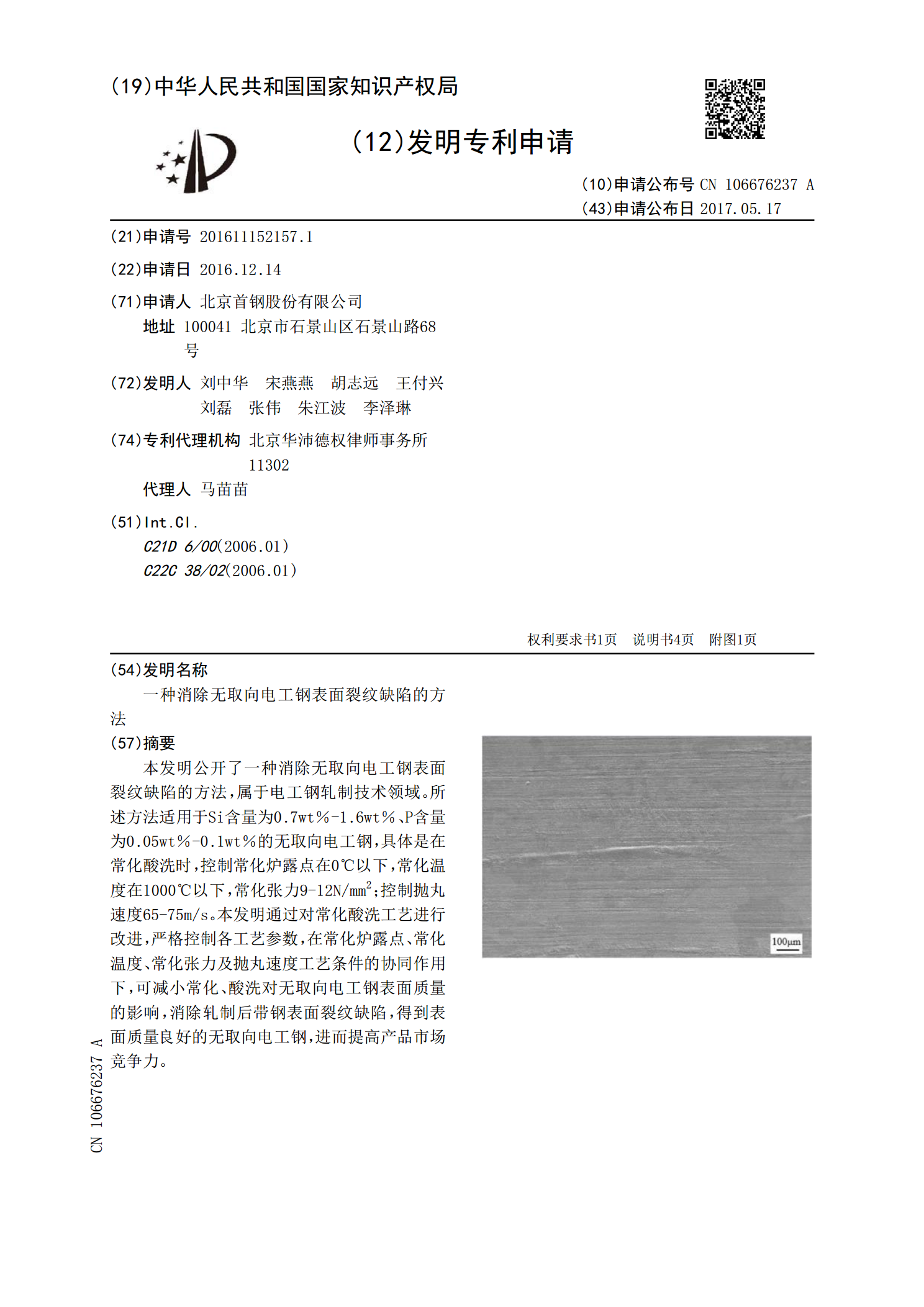
本发明公开了一种消除无取向电工钢表面裂纹缺陷的方法,属于电工钢轧制技术领域。所述方法适用于Si含量为0.7wt%‑1.6wt%、P含量为0.05wt%‑0.1wt%的无取向电工钢,具体是在常化酸洗时,控制常化炉露点在0℃以下,常化温度在1000℃以下,常化张力9‑12N/mm

消除无取向电工钢板卷表面色差缺陷的方法.pdf
本发明公开了一种消除无取向电工钢板卷表面色差缺陷的方法,包括如下步骤:1)将精炼后的无取向电工钢钢水进行薄板坯连铸,连铸过程中,结晶器投入保护渣,采用电磁制动并进行振动;2)连铸坯进入均热炉进行加热,再进入热连轧机进行轧制,卷取得到热轧卷;进均热炉、热连轧机前分别进行高压水除鳞;3)热轧卷经酸洗去除氧化铁皮,再采用冷连轧机冷轧到目标厚度,然后在退火炉中退火。本发明通过调整保护渣成分,改进工艺,消除了无取向电工钢冷轧板卷表面色差缺陷,能满足用户对钢板表面质量的更高要求。
一种用于焊缝表面裂纹的缺陷消除检测方法.pdf
本发明公开一种用于焊缝表面裂纹的缺陷消除检测方法,其特征在于,用于铁磁性及非铁磁性工件的焊缝表面裂纹消除检测,包括以下步骤:(1)对裂纹及其周围进行清洗处理;(2)在裂纹及其周围喷涂或涂刷着色渗透剂;(3)着色渗透剂进行渗透及干燥处理;(4)待着色渗透剂干燥且充满裂纹的整个空间后,根据显现的线状痕迹进行挖除处理,且工作人员需边挖除边观察,将裂纹挖除干净。采用该方法,在工件检修过程中发现表面裂纹后,检测人员进行检测并给挖除人员确定好裂纹具体位置,由挖除人员直接一次性将表面裂纹挖除干净,避免了检测人员在同一位

一种无瓦楞状缺陷的无取向电工钢及其制备方法.pdf
本发明公开了一种无瓦楞状缺陷的无取向电工钢及其制备方法,所述无瓦楞状缺陷的无取向电工钢,包括以下重量百分比的化学成分:C≤0.003%,Si:1.0%~2.2%,Mn:0.6~1.5%,Als:0.1~0.4%,S≤0.0030%,P≤0.02%,Cu≤0.1%,N≤0.0040%,Ti≤0.0040%,其余为Fe及不可避免的杂质,其中1.5Mn%≤Si%+2Al%≤2.5Mn%;其制备方法为:铁水预处理、转炉冶炼、RH处理、连铸连轧、酸洗冷轧、连续退火、涂覆绝缘涂层。本发明通过合金体系的合理设计,不要额

无取向电工钢线状表面缺陷分析.docx
无取向电工钢线状表面缺陷分析无取向电工钢线状表面缺陷分析摘要无取向电工钢线广泛应用于电力传输和输配电系统中。然而,线状表面缺陷会对其电气性能和机械强度产生不利影响。因此,深入分析无取向电工钢线状表面缺陷的成因和影响对于确保电力系统的可靠性至关重要。本文通过综合研究文献资料和现场实验结果,对无取向电工钢线状表面缺陷的形成机理、检测方法和影响进行了详细分析,并提出了相应的改进措施,以期提高无取向电工钢线的品质和可靠性。一、引言无取向电工钢线是电力传输和输配电系统中常见的导电材料。其电气性能和机械强度是确保电力