
一种用于铁磁性金属工件裂纹的缺陷消除检测方法.pdf

雨巷****莺莺

1/8

2/8
3/8

4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于铁磁性金属工件裂纹的缺陷消除检测方法.pdf
本发明公开一种用于铁磁性金属工件裂纹的缺陷消除检测方法,包括步骤:(1)预先配制磁粉渗透剂;(2)对裂纹表面及其周围进行预处理;(3)进行初步磁粉检测或着色渗透检测,根据初步检测结果对裂纹进行消除处理;(4)裂纹消除处理完成后,在裂纹表面施加磁粉渗透剂,通过磁粉检测方法确认裂纹是否完全消除。该检测方法采用磁粉渗透剂代替磁悬液,在发现裂纹进行裂纹消除处理时,无需重复施加磁悬液,避免磁悬液液体的滴落对工件产生影响,且最终检测采用磁粉检测,灵敏度高,保证裂纹完全被消除。
一种用于焊缝表面裂纹的缺陷消除检测方法.pdf
本发明公开一种用于焊缝表面裂纹的缺陷消除检测方法,其特征在于,用于铁磁性及非铁磁性工件的焊缝表面裂纹消除检测,包括以下步骤:(1)对裂纹及其周围进行清洗处理;(2)在裂纹及其周围喷涂或涂刷着色渗透剂;(3)着色渗透剂进行渗透及干燥处理;(4)待着色渗透剂干燥且充满裂纹的整个空间后,根据显现的线状痕迹进行挖除处理,且工作人员需边挖除边观察,将裂纹挖除干净。采用该方法,在工件检修过程中发现表面裂纹后,检测人员进行检测并给挖除人员确定好裂纹具体位置,由挖除人员直接一次性将表面裂纹挖除干净,避免了检测人员在同一位
一种金属工件表面缺陷图像检测方法.pdf
本发明公开了一种金属工件表面缺陷图像检测方法。首先,通过专业成像设备采集金属工件表面图像,然后对采集到的图像进行图像前期预处理,包括,光照不均图像灰度校正、图像滤波、图像阈值分割等步骤;进一步地对预处理后的图像进行特征提取与分析,引入亚像素边缘检测算法对金属工件进行边缘检测;最后采用灰度共生矩阵算法,将模板图像与测量图像进行模板匹配,从而对金属工件表面进行缺陷检测。本发明提供的金属工件表面缺陷图像检测方法,将基于机器视觉的自动化检测技术替代传统的人工目测,提升了生产效率,减低人工成本,且采用亚像素边缘检测
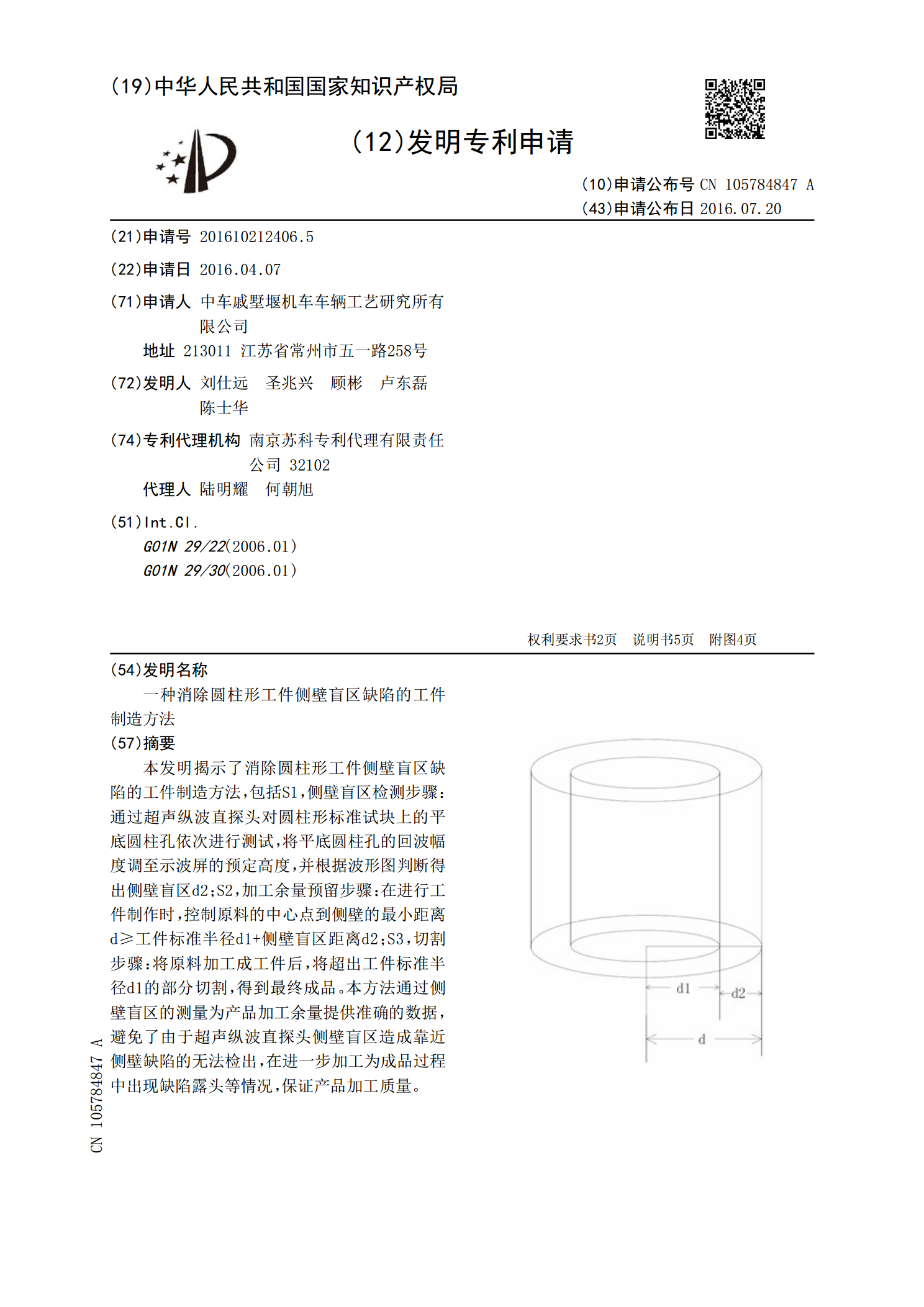
一种消除圆柱形工件侧壁盲区缺陷的工件制造方法.pdf
本发明揭示了消除圆柱形工件侧壁盲区缺陷的工件制造方法,包括S1,侧壁盲区检测步骤:通过超声纵波直探头对圆柱形标准试块上的平底圆柱孔依次进行测试,将平底圆柱孔的回波幅度调至示波屏的预定高度,并根据波形图判断得出侧壁盲区d2;S2,加工余量预留步骤:在进行工件制作时,控制原料的中心点到侧壁的最小距离d≥工件标准半径d1+侧壁盲区距离d2;S3,切割步骤:将原料加工成工件后,将超出工件标准半径d1的部分切割,得到最终成品。本方法通过侧壁盲区的测量为产品加工余量提供准确的数据,避免了由于超声纵波直探头侧壁盲区造成
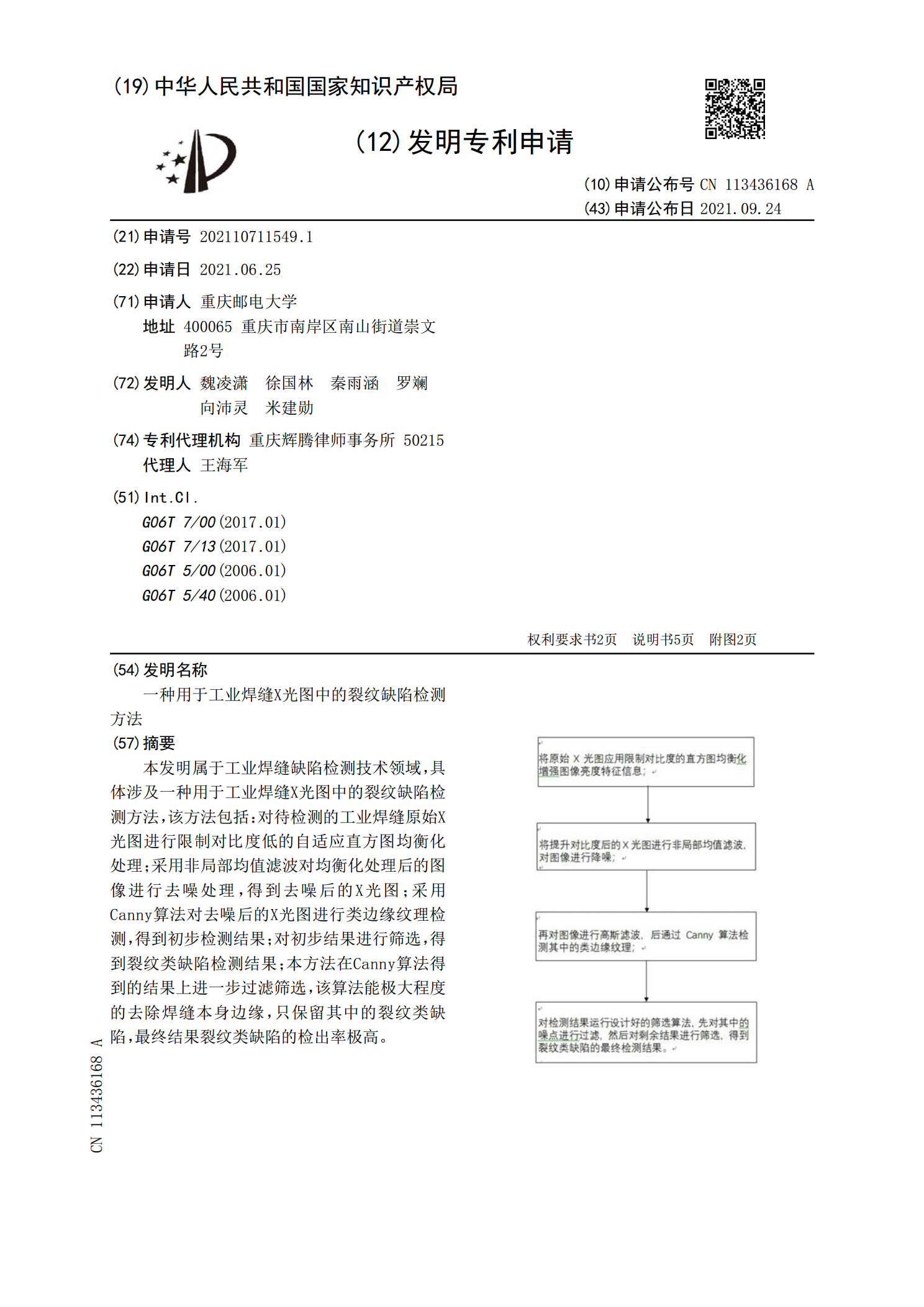
一种用于工业焊缝X光图中的裂纹缺陷检测方法.pdf
本发明属于工业焊缝缺陷检测技术领域,具体涉及一种用于工业焊缝X光图中的裂纹缺陷检测方法,该方法包括:对待检测的工业焊缝原始X光图进行限制对比度低的自适应直方图均衡化处理;采用非局部均值滤波对均衡化处理后的图像进行去噪处理,得到去噪后的X光图;采用Canny算法对去噪后的X光图进行类边缘纹理检测,得到初步检测结果;对初步结果进行筛选,得到裂纹类缺陷检测结果;本方法在Canny算法得到的结果上进一步过滤筛选,该算法能极大程度的去除焊缝本身边缘,只保留其中的裂纹类缺陷,最终结果裂纹类缺陷的检出率极高。