
一种新型法兰生产工艺.pdf

志玉****爱啊


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种新型法兰生产工艺.pdf
本发明涉及一种新型法兰生产工艺,它包括(1)将原材料送入初炼炉中进行初炼,初炼后出炉将VOD钢包吊入真空室内,接通底吹氩开始合盖抽空,在真空条件下向VOD钢包中加入脱氧剂进行脱氧,最后吊出VOD钢包进行浇注;(2)将坯料进行锻造;(3)将锻造料制成板材;(4)采用激光切割机切割板材制作1/4半成品法兰片;(5)将四片1/4半成品法兰片铺置于一体式拼接焊接机的模具上,并铺设辅助弧板;(6)启动一体式拼接焊接机,完成对法兰的单面焊接工作,并自动退枪;(7)将法兰进行反面铺置,完成该面焊接工作,并自动退枪;(8

一种新型法兰锻坯生产工艺.pdf
本发明公开了一种新型法兰锻坯生产工艺,所述法兰锻坯的生产工艺包括以下步骤:a、原料圆棒下料后,进入电炉中进行加热,采用四阶段式加热方法,第一阶段加热温度为800‑825℃,时间为12‑15s;第二阶段加热温度为930‑960℃,时间为25‑28s;第三阶段加热温度为840‑860℃,时间为15‑17s;第四阶段加热温度为720‑740℃,时间为28‑31s。本发明在法兰锻坯阶段,先对原料圆棒进行多次加热降温处理,使得原料圆棒表面和内部性能均匀,使得后序的挤压成型更加稳定;通过多次固溶热处理,锻坯的晶粒组织
一种新型法兰.pdf
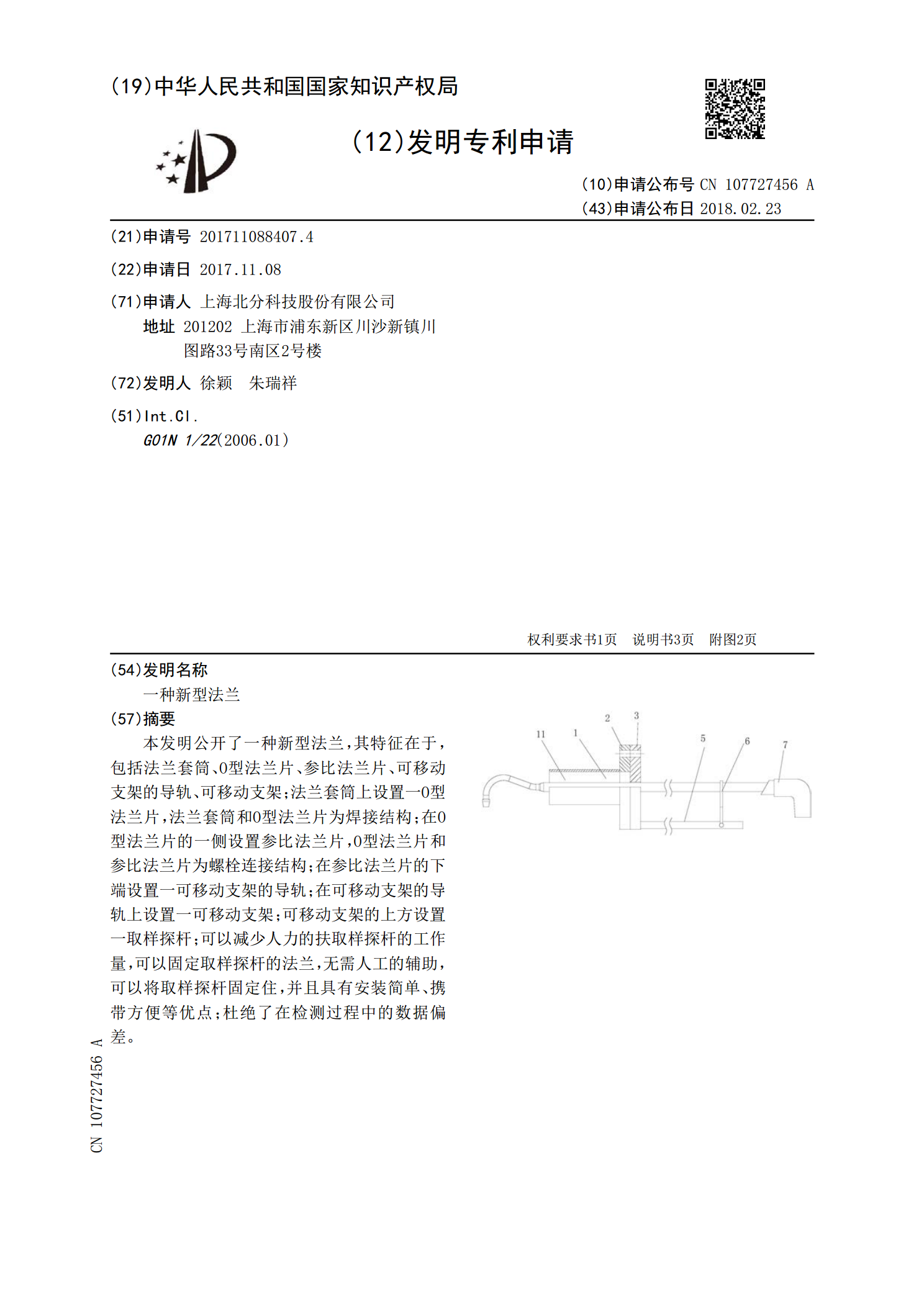
本发明公开了一种新型法兰,其特征在于,包括法兰套筒、O型法兰片、参比法兰片、可移动支架的导轨、可移动支架;法兰套筒上设置一O型法兰片,法兰套筒和O型法兰片为焊接结构;在O型法兰片的一侧设置参比法兰片,O型法兰片和参比法兰片为螺栓连接结构;在参比法兰片的下端设置一可移动支架的导轨;在可移动支架的导轨上设置一可移动支架;可移动支架的上方设置一取样探杆;可以减少人力的扶取样探杆的工作量,可以固定取样探杆的法兰,无需人工的辅助,可以将取样探杆固定住,并且具有安装简单、携带方便等优点;杜绝了在检测过程中的数据偏差。

一种新型玻璃钢法兰自动化生产设备及生产工艺.pdf
本发明涉及一种新型玻璃钢法兰自动化生产设备及生产工艺,其特征在于所述模具外壁、电加热带、盖体、胶条A、胶条B、胶条C、底板构成模具;模具内芯外设置模具外壁;模具外壁与底板之间由螺栓固定连接;模具内芯、模具外壁、盖体之间留有法兰盘与法兰主体的生产空间;模具外壁侧面处设有进树脂口;所述模具外壁外层设有一层电加热带,模具外壁上方设置与自身相匹配的盖体,盖体顶部处设有出气孔;模具外壁顶部处设有适配孔,盖体底部设有相同的适配孔。本发明的有益效果是,本发明省人工,工作效率显著提高,不用切割及打磨,不产生粉尘,利于环保
一种法兰生产工艺.pdf
本发明公开了一种法兰生产工艺,包括法兰锻坯和坯料切削成型;法兰锻坯包括电炉加热、冷却后锻打成形、挤压成型、固溶热处理;坯料切削成型包括冲孔、酸洗、粗精车、钻外孔和加工成型。本发明锻坯的晶粒组织均匀、硬度低、韧性好、屈服度高、抗拉强、延伸率达到要求,法兰锻坯效率提高300%,材料能做到零损耗;生产出的法兰盘尺寸精准、表面光洁度好。