
一种高速钢浇铸用成型装置及其成型方法.pdf

一吃****永贺


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种高速钢浇铸用成型装置及其成型方法.pdf
本发明公开一种高速钢浇铸用成型装置及其成型方法,其中成型装置包括第一基座、液压缸、导轨、转运车、悬吊机构、钢水罐、钢熔炼炉、第二基座、夹持机构、第三基座、钢水引导模块、模具口清扫模块。本发明不仅能够保证钢水罐在转运过程中不会发生晃动,而且能够通过对浇筑模具的夹持以及钢水的引导避免在浇筑过程出现钢水外溅,烫伤浇筑工人的情况出现;浇筑效率快,在浇筑过程中不需要调整钢水罐的位置,通过传送浇筑模具和夹持机构的夹持紧固,保证在浇筑的稳定性和安全性;能够及时处理浇筑过程中浇筑模具开口处粘上的钢水,避免了钢水冷却凝固后

一种石膏建材成型用浇铸装置.pdf
本发明公开了一种石膏建材成型用浇铸装置,包括浇铸箱、出料机构、底座和水箱,所述底座的底部固定安装有万向轮,所述底座的顶部的一侧固定安装有水箱,且水箱的一侧固定安装有水管,所述水箱的顶部固定安装有水泵,且水泵的顶部固定连接有连接管,所述连接管的一端连接水箱的内部,所述底座顶部的另一端固定安装有安装板,且安装板的顶部固定安装有浇铸箱,所述浇铸箱的一侧固定安装有喷淋管,本发明通过启动水泵,水泵把水箱中的水抽入到喷淋管中,然后从喷头中喷出,然后通过启动第一电机,第一电机就会带动搅拌轴进行转动,搅拌轴带动连接柱进行
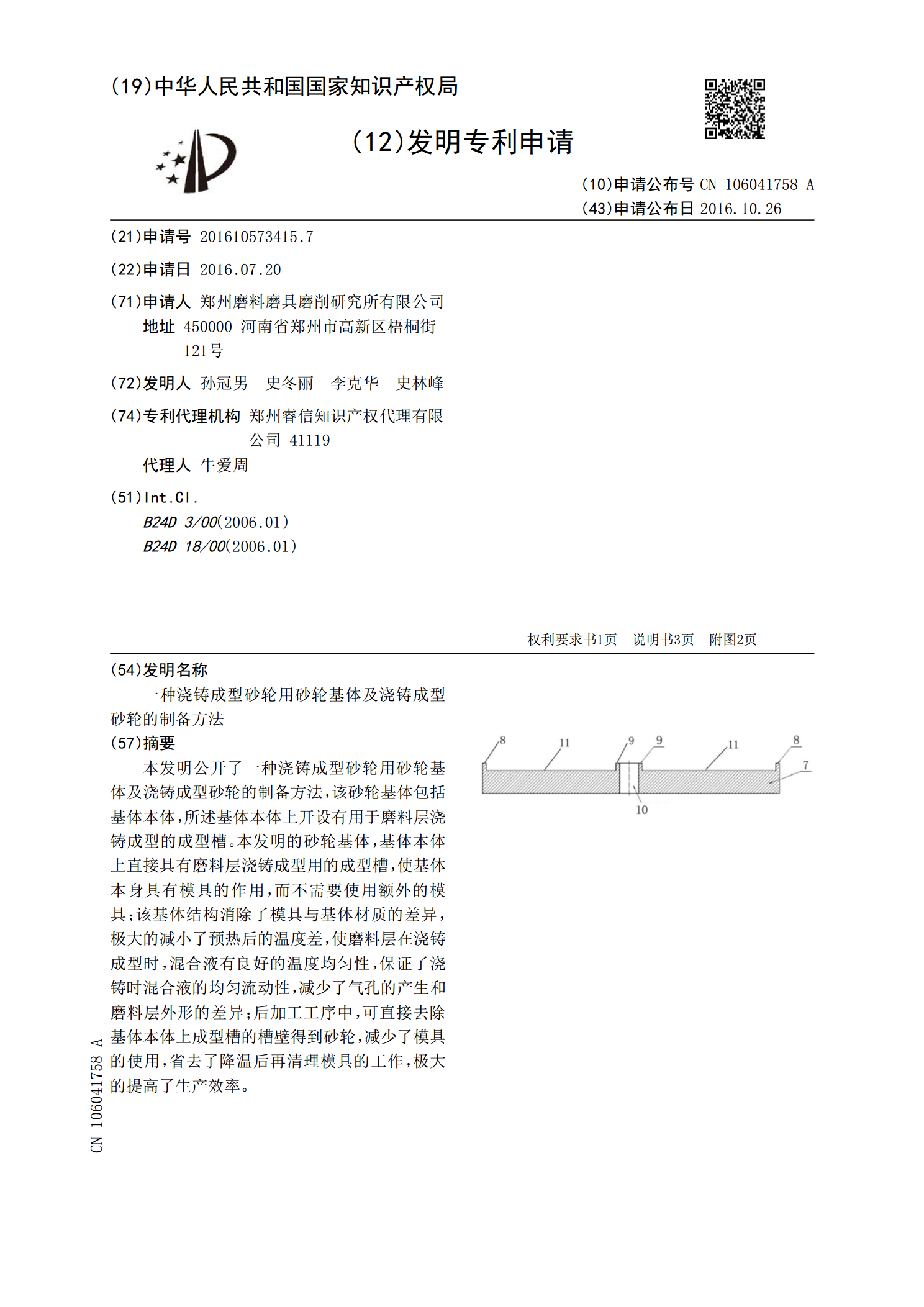
一种浇铸成型砂轮用砂轮基体及浇铸成型砂轮的制备方法.pdf
本发明公开了一种浇铸成型砂轮用砂轮基体及浇铸成型砂轮的制备方法,该砂轮基体包括基体本体,所述基体本体上开设有用于磨料层浇铸成型的成型槽。本发明的砂轮基体,基体本体上直接具有磨料层浇铸成型用的成型槽,使基体本身具有模具的作用,而不需要使用额外的模具;该基体结构消除了模具与基体材质的差异,极大的减小了预热后的温度差,使磨料层在浇铸成型时,混合液有良好的温度均匀性,保证了浇铸时混合液的均匀流动性,减少了气孔的产生和磨料层外形的差异;后加工工序中,可直接去除基体本体上成型槽的槽壁得到砂轮,减少了模具的使用,省去了

一种焊管线成型装置及其成型方法.pdf
本发明涉及一种焊管线加工成型装置及其成型方法,所述焊管线由金属材质的带料弯曲加工成型,所述加工装置依次包括:导向纠偏装置、一次预弯曲装置、二次预弯曲装置、三次预弯曲装置、弯曲成型装置、以及封焊装置及冷却装置,所述弯曲成型装置将带料弯曲,在带料内部形成封闭的空间;所述封焊装置将带料磨削和组立后焊接,形成焊管线。所述焊管线加工成型方法,包括:导向纠偏;预弯曲;弯曲成型封焊;冷却定型。所述加工装置,利用与带料材质相同的金属轮高速旋转,并与带料直接接触摩擦产生的热量使弯曲的带料组立在一起,这样同时实现磨削与组立,
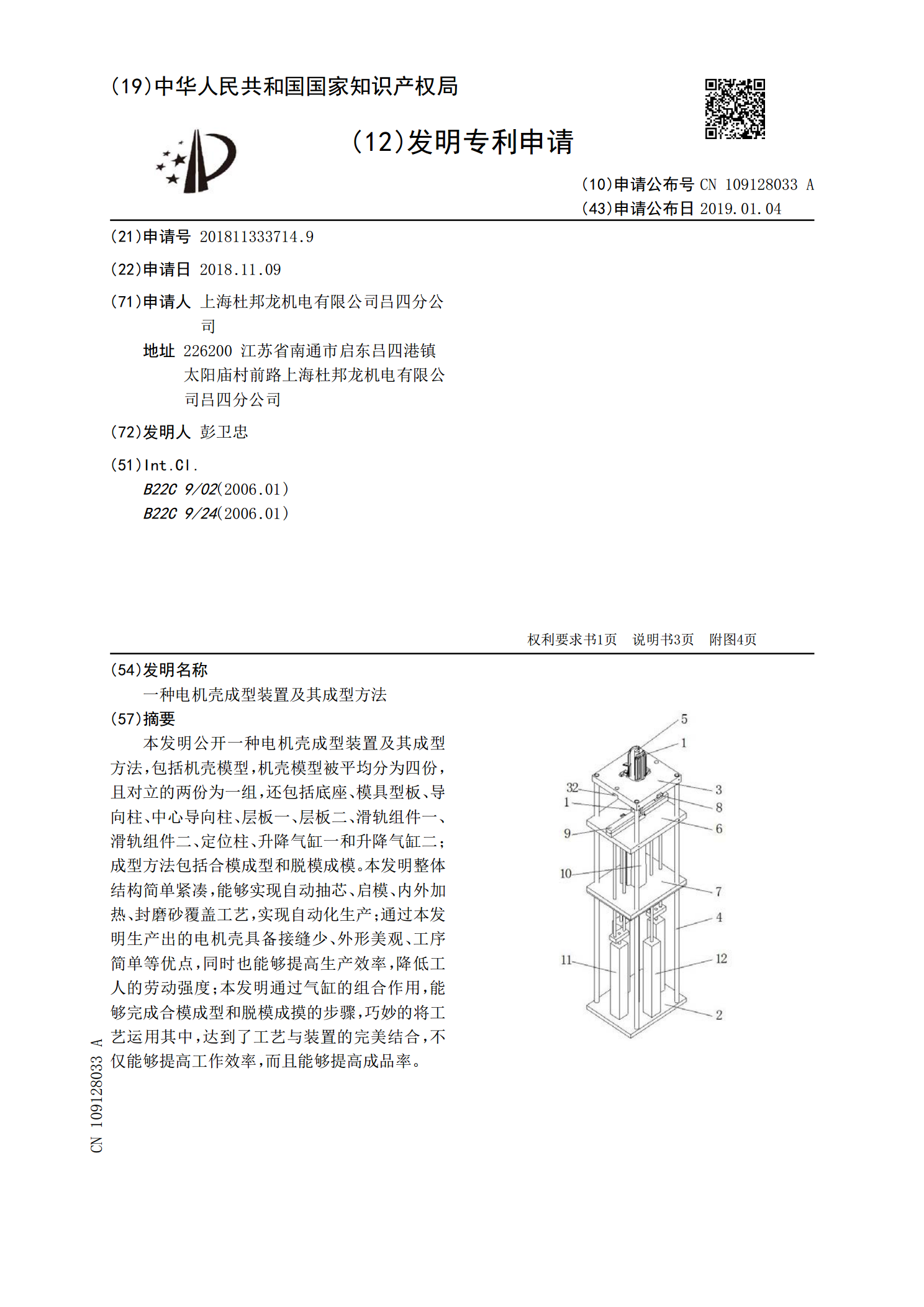
一种电机壳成型装置及其成型方法.pdf
本发明公开一种电机壳成型装置及其成型方法,包括机壳模型,机壳模型被平均分为四份,且对立的两份为一组,还包括底座、模具型板、导向柱、中心导向柱、层板一、层板二、滑轨组件一、滑轨组件二、定位柱、升降气缸一和升降气缸二;成型方法包括合模成型和脱模成模。本发明整体结构简单紧凑,能够实现自动抽芯、启模、内外加热、封磨砂覆盖工艺,实现自动化生产;通过本发明生产出的电机壳具备接缝少、外形美观、工序简单等优点,同时也能够提高生产效率,降低工人的劳动强度;本发明通过气缸的组合作用,能够完成合模成型和脱模成摸的步骤,巧妙的将