
一种浇铸成型砂轮用砂轮基体及浇铸成型砂轮的制备方法.pdf

是你****优呀


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种浇铸成型砂轮用砂轮基体及浇铸成型砂轮的制备方法.pdf
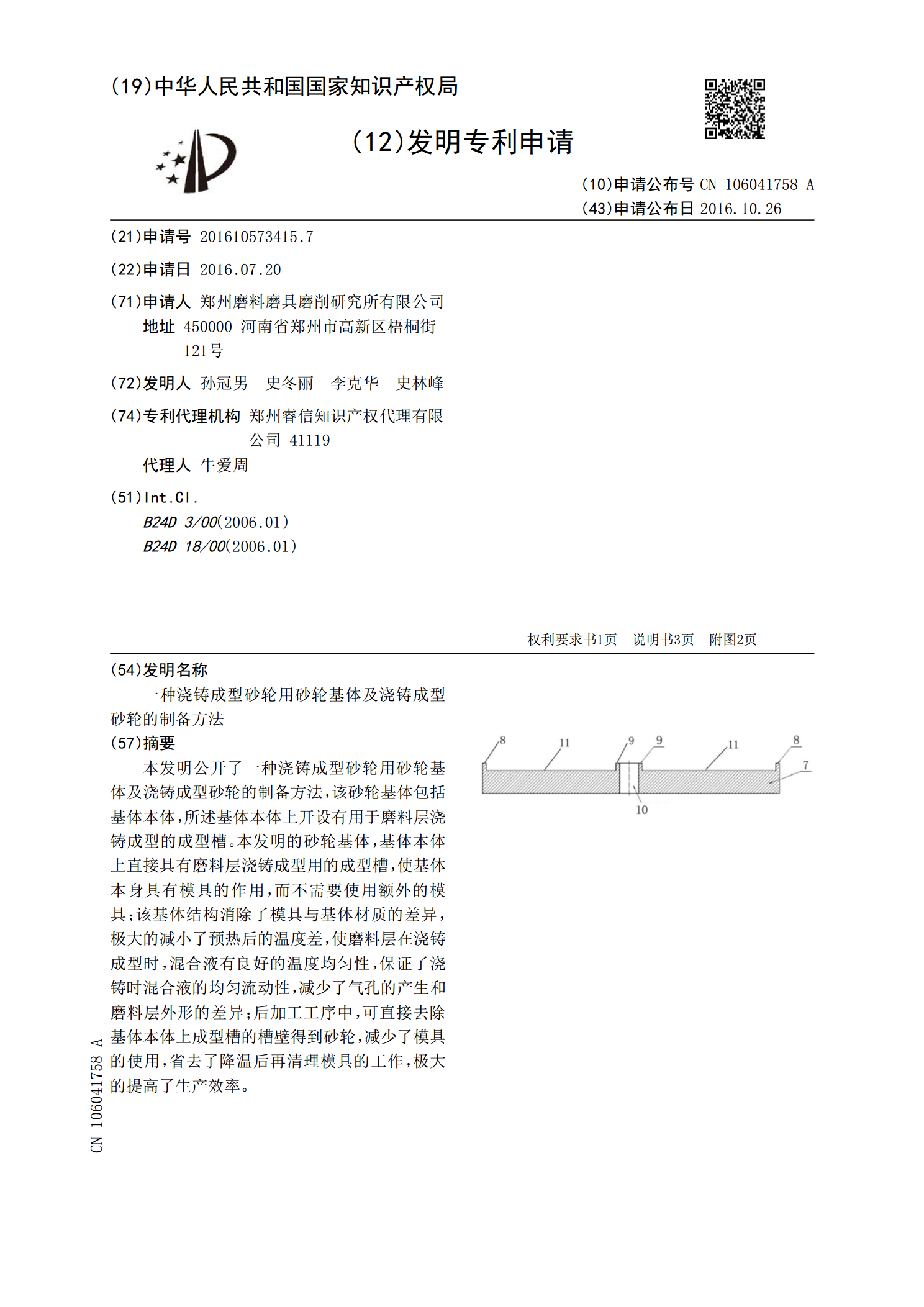
本发明公开了一种浇铸成型砂轮用砂轮基体及浇铸成型砂轮的制备方法,该砂轮基体包括基体本体,所述基体本体上开设有用于磨料层浇铸成型的成型槽。本发明的砂轮基体,基体本体上直接具有磨料层浇铸成型用的成型槽,使基体本身具有模具的作用,而不需要使用额外的模具;该基体结构消除了模具与基体材质的差异,极大的减小了预热后的温度差,使磨料层在浇铸成型时,混合液有良好的温度均匀性,保证了浇铸时混合液的均匀流动性,减少了气孔的产生和磨料层外形的差异;后加工工序中,可直接去除基体本体上成型槽的槽壁得到砂轮,减少了模具的使用,省去了

一种宝石抛光用浇铸成型微粉金刚石砂轮及其制备方法.pdf
一种宝石抛光用浇铸成型微粉金刚石砂轮,包括砂轮基体、磨料和结合剂组成的磨料层,磨料层中各原料的重量份数为:微粉金刚石18~28份、碳化硅微粉18.6~22份、不饱和聚酯树脂液50~60份、固化剂1.5~3份、消泡剂为0.3~1份、填料为2~5份。加工时只需将磨料层物料混合加热制作成混合液,加热基体和模具至85~95℃,迅速将混合液均匀浇铸于模腔中,保温1-2个小时即得到砂轮成品。采用本发明涉及的配方和浇铸成型工艺制备的砂轮气孔小于1mm,且分布均匀,磨料层整体结构致密,且本发明涉及的浇铸成型工艺无需抽真空
高速超高速砂轮基体成型用抽真空接头及成型装置.pdf
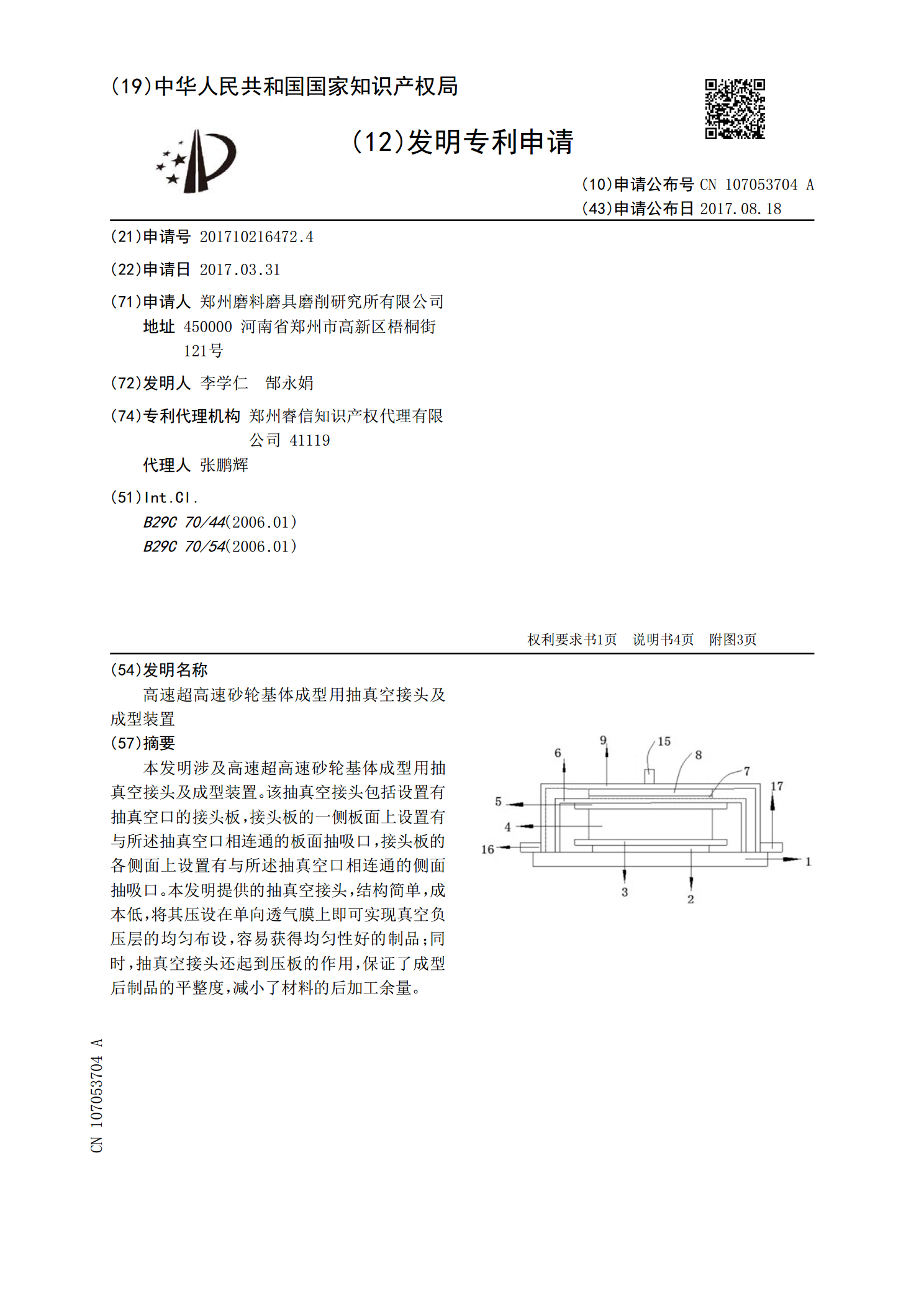
本发明涉及高速超高速砂轮基体成型用抽真空接头及成型装置。该抽真空接头包括设置有抽真空口的接头板,接头板的一侧板面上设置有与所述抽真空口相连通的板面抽吸口,接头板的各侧面上设置有与所述抽真空口相连通的侧面抽吸口。本发明提供的抽真空接头,结构简单,成本低,将其压设在单向透气膜上即可实现真空负压层的均匀布设,容易获得均匀性好的制品;同时,抽真空接头还起到压板的作用,保证了成型后制品的平整度,减小了材料的后加工余量。

一种砂轮成型修整方法.pdf
本发明涉及一种砂轮成型修整方法,属于机械加工技术领域。本发明的砂轮成型修整方法包括:通过转动修整轮对待修整砂轮的型面依次进行粗修整、精修整;所述修整轮用于修整的区域包括沿修整轮周向依次排布的第一修整区和第二修整区;所述第一修整区选自修整轮已使用过的旧区域;所述第二修整区选自修整轮未使用过的新区域;所述修整区通过所述第一修整区完成待修整砂轮的粗修整,通过所述第二修整区完成待修整砂轮的精修整。本发明的砂轮成型修整方法,利用修整轮上使用过的旧区域和未使用的新区域分别对待修整砂轮进行粗修整和精修整,能够避免粗修整

砂轮成型装置.pdf
一种砂轮成型装置,其包括控制台、控制器及砂轮成型机构。控制台包括活动台,控制器与活动台电性连接,控制器控制活动台移动,砂轮成型机构固定安装于活动台上。砂轮成型机构包括安装组件、刀座、装设在刀座上的成型刀以及调节组件。安装组件还包括固定座、活动件以及旋转轴,固定座固定装设于活动台上,固定座与活动件通过旋转轴活动连接,活动件能够绕旋转轴相对固定座转动。刀座活动地装设在活动件上。成型刀包括刀刃,调节组件固定地装设在活动件上并与刀座连接,调节组件能够调节刀座相对活动件移动,以使刀刃对准旋转轴的中心轴。该砂轮成型装