
一种耐磨钢球锻造余热进行耐磨钢球热处理工艺.pdf

纪阳****公主

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种耐磨钢球锻造余热进行耐磨钢球热处理工艺.pdf
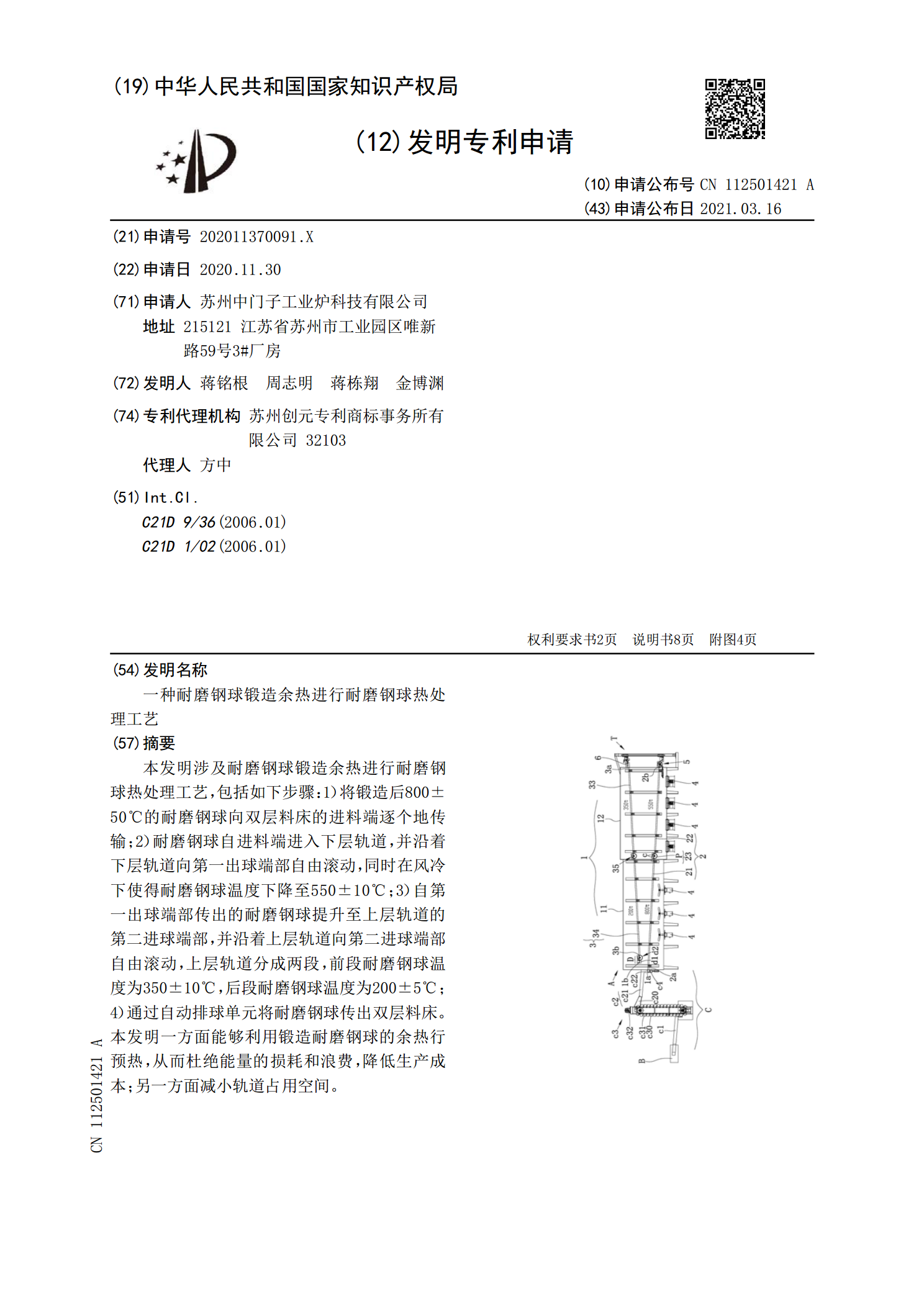
本发明涉及耐磨钢球锻造余热进行耐磨钢球热处理工艺,包括如下步骤:1)将锻造后800±50℃的耐磨钢球向双层料床的进料端逐个地传输;2)耐磨钢球自进料端进入下层轨道,并沿着下层轨道向第一出球端部自由滚动,同时在风冷下使得耐磨钢球温度下降至550±10℃;3)自第一出球端部传出的耐磨钢球提升至上层轨道的第二进球端部,并沿着上层轨道向第二进球端部自由滚动,上层轨道分成两段,前段耐磨钢球温度为350±10℃,后段耐磨钢球温度为200±5℃;4)通过自动排球单元将耐磨钢球传出双层料床。本发明一方面能够利用锻造耐磨钢
一种耐磨钢球锻造余热的热移位装置.pdf
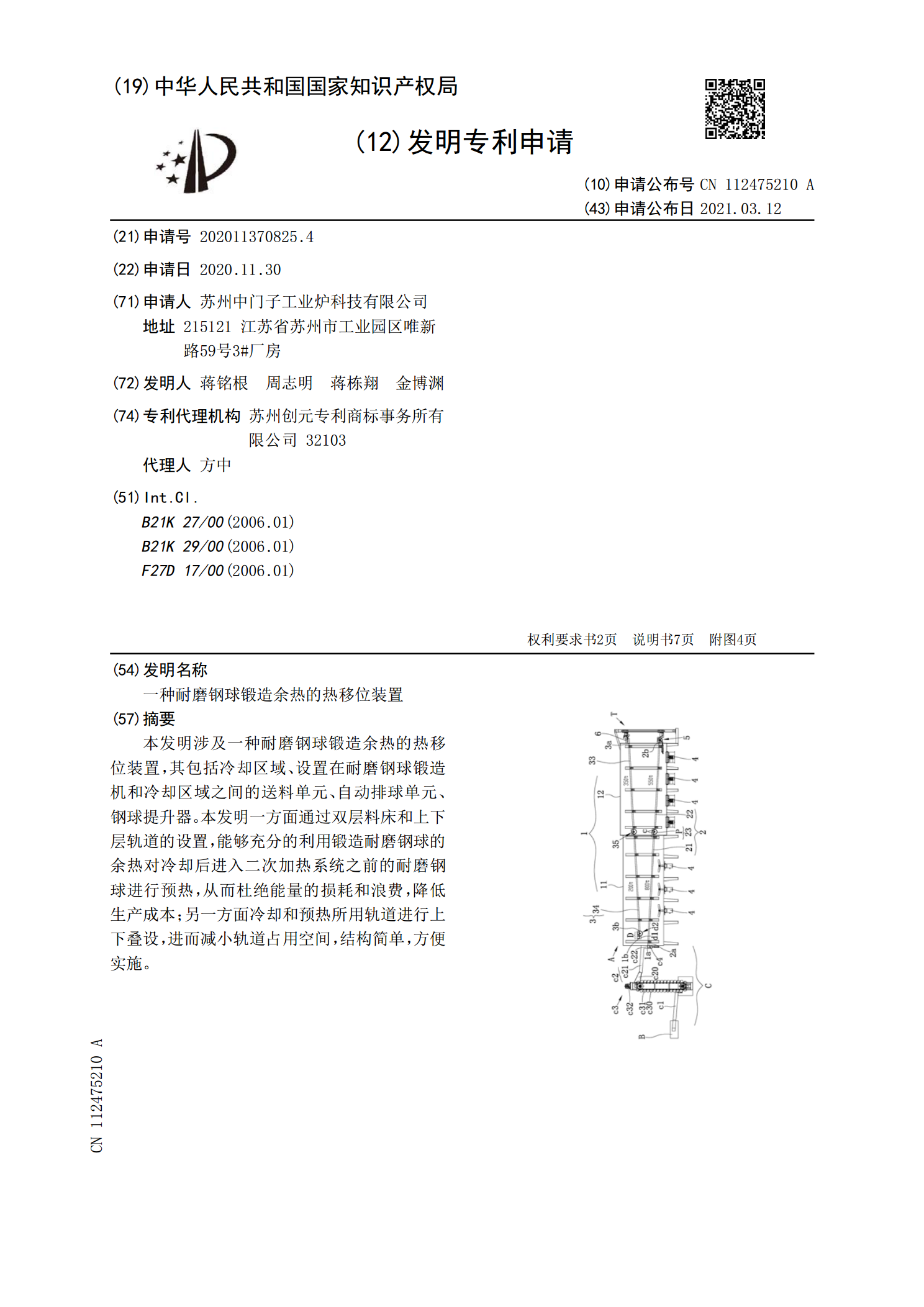
本发明涉及一种耐磨钢球锻造余热的热移位装置,其包括冷却区域、设置在耐磨钢球锻造机和冷却区域之间的送料单元、自动排球单元、钢球提升器。本发明一方面通过双层料床和上下层轨道的设置,能够充分的利用锻造耐磨钢球的余热对冷却后进入二次加热系统之前的耐磨钢球进行预热,从而杜绝能量的损耗和浪费,降低生产成本;另一方面冷却和预热所用轨道进行上下叠设,进而减小轨道占用空间,结构简单,方便实施。
一种耐磨钢球的制备工艺.pdf
本发明公开了一种耐磨钢球的制备工艺,该钢球以重量百分比计由下列组分组成:C:1.30~1.50,Si:0.40~0.80,Mn:1.30~1.50,Cr:3.50~5.50,V:0.15~0.25,B:0.002~0.006,P<0.03,S<0.03,余量为Fe,所述制备工艺包括如下步骤:1)熔炼铸造:采用废钢、铬铁、钒铁、硼铁为原料,熔炼,调整成分满足上述范围,经铸造成型后,清理,得铸件;2)热处理:将所获铸件加热至1020~1040℃,保温2.5~3.5小时,然后进行水淬,将淬火后的铸件升温到290
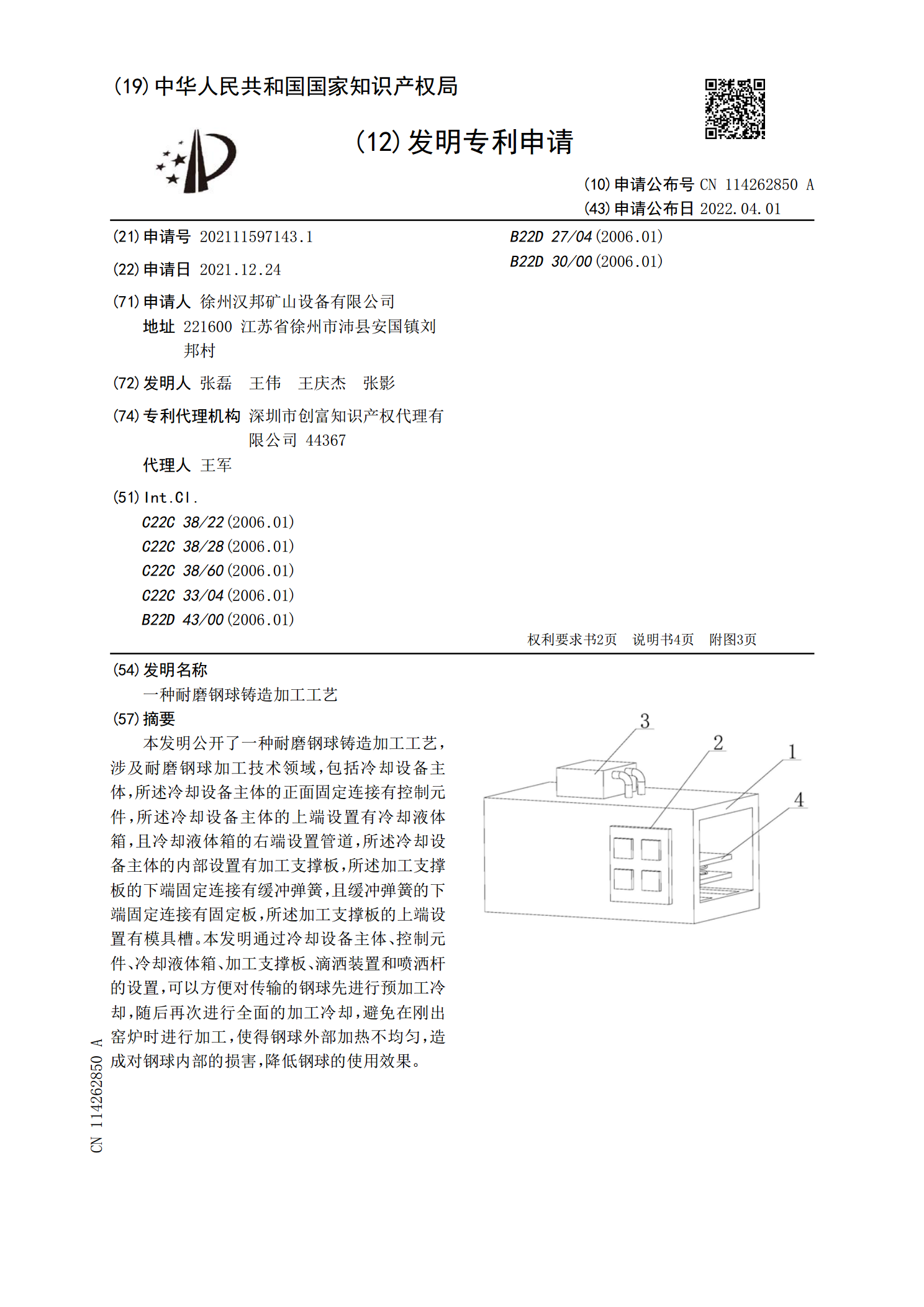
一种耐磨钢球铸造加工工艺.pdf
本发明公开了一种耐磨钢球铸造加工工艺,涉及耐磨钢球加工技术领域,包括冷却设备主体,所述冷却设备主体的正面固定连接有控制元件,所述冷却设备主体的上端设置有冷却液体箱,且冷却液体箱的右端设置管道,所述冷却设备主体的内部设置有加工支撑板,所述加工支撑板的下端固定连接有缓冲弹簧,且缓冲弹簧的下端固定连接有固定板,所述加工支撑板的上端设置有模具槽。本发明通过冷却设备主体、控制元件、冷却液体箱、加工支撑板、滴洒装置和喷洒杆的设置,可以方便对传输的钢球先进行预加工冷却,随后再次进行全面的加工冷却,避免在刚出窑炉时进行加
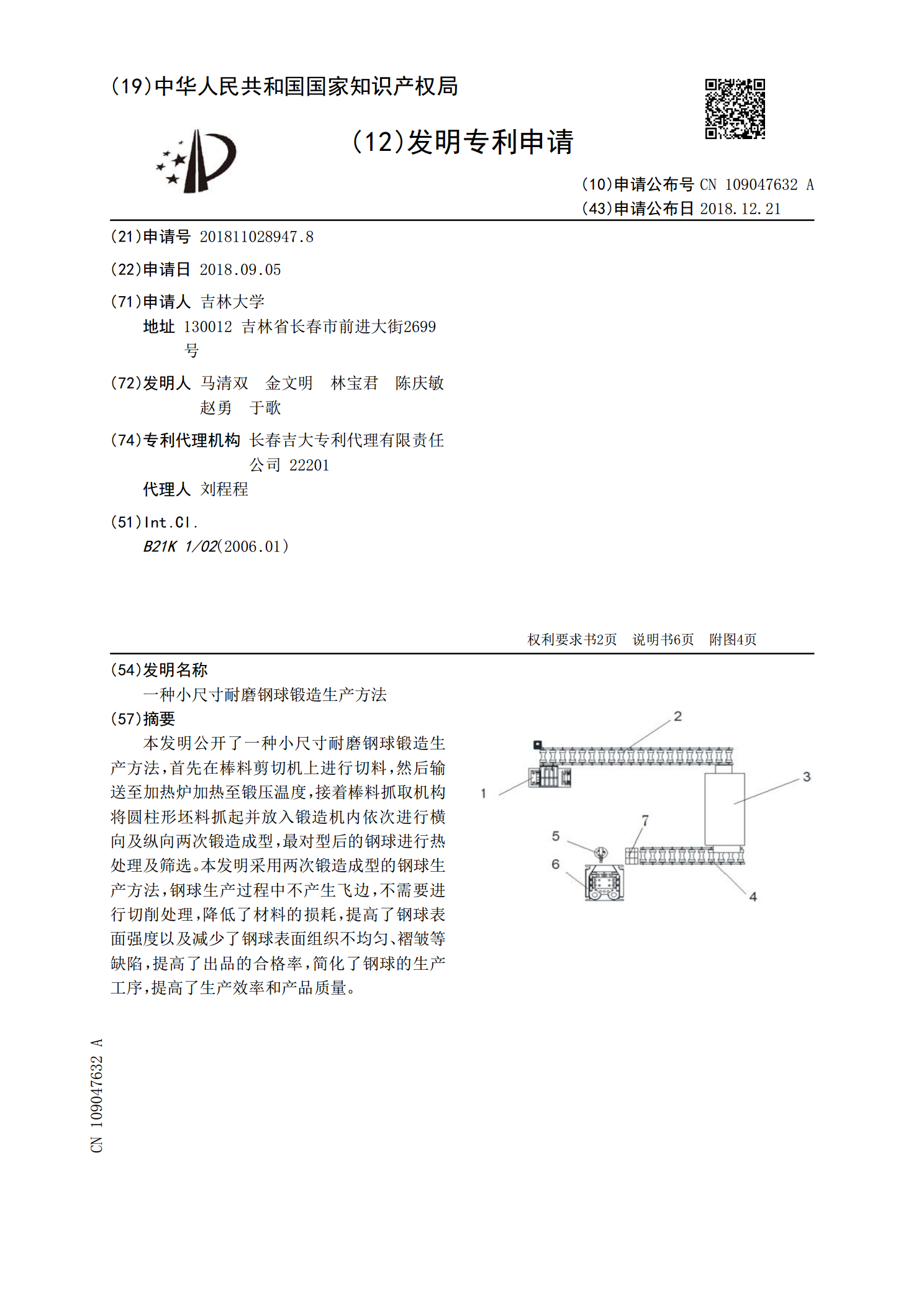
一种小尺寸耐磨钢球锻造生产方法.pdf
本发明公开了一种小尺寸耐磨钢球锻造生产方法,首先在棒料剪切机上进行切料,然后输送至加热炉加热至锻压温度,接着棒料抓取机构将圆柱形坯料抓起并放入锻造机内依次进行横向及纵向两次锻造成型,最对型后的钢球进行热处理及筛选。本发明采用两次锻造成型的钢球生产方法,钢球生产过程中不产生飞边,不需要进行切削处理,降低了材料的损耗,提高了钢球表面强度以及减少了钢球表面组织不均匀、褶皱等缺陷,提高了出品的合格率,简化了钢球的生产工序,提高了生产效率和产品质量。