
一种偏心电炉用铬刚玉尖晶石质出钢口头砖及其制备方法.pdf

增梅****主啊

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种偏心电炉用铬刚玉尖晶石质出钢口头砖及其制备方法.pdf
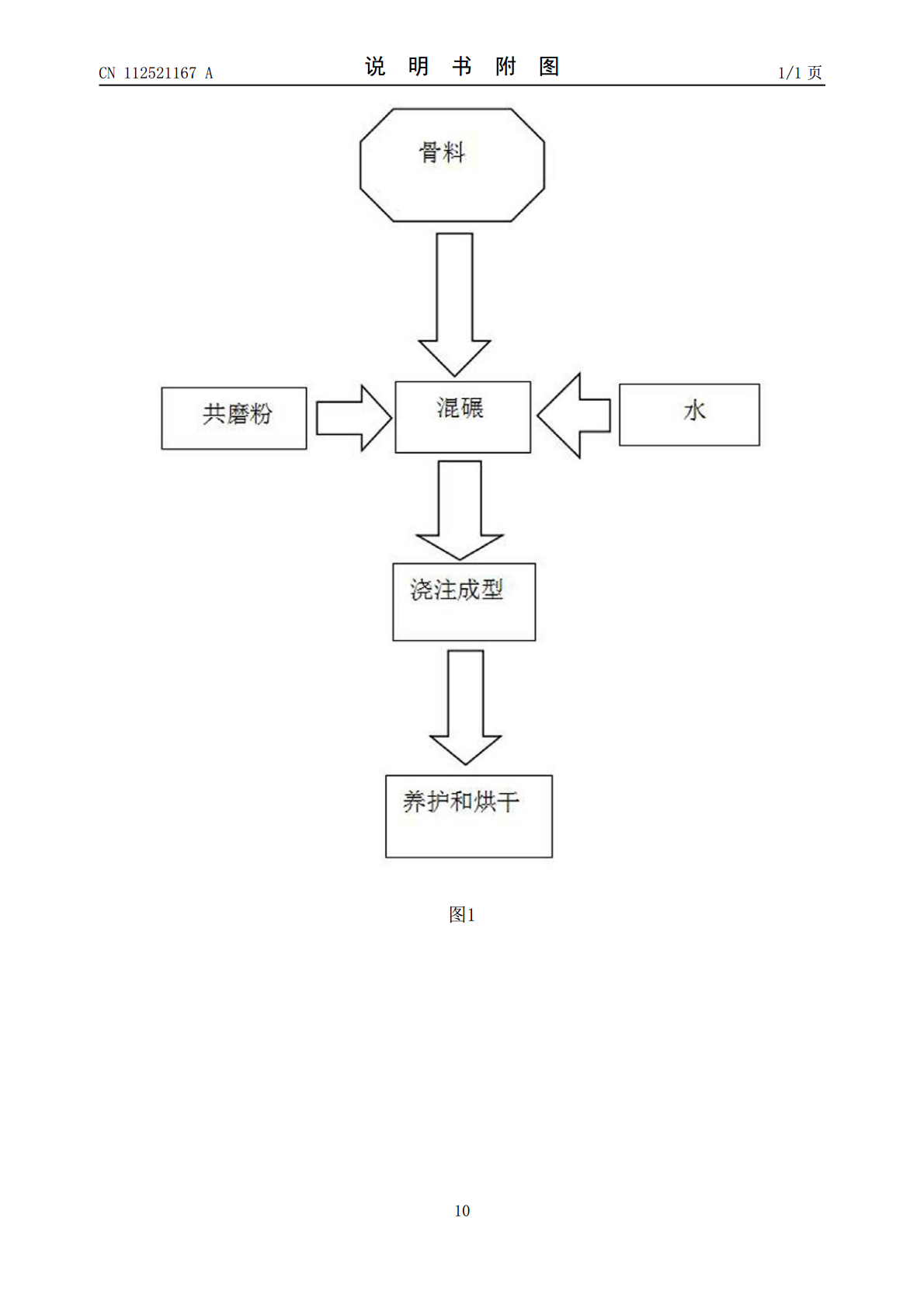
一种偏心电炉用铬刚玉尖晶石质出钢口头砖及其制备方法,包括干料和浇注成型时外加的水,所述的干料由以下质量百分比的组分构成:板状刚玉颗粒30~40wt%、白刚玉颗粒15~30wt%、铝镁尖晶石颗粒6~15wt%、铝镁尖晶石粉2~18wt%、电熔白刚玉粉8~20wt%、α‑Al

镍铁电炉用铬铝尖晶石炭砖及其制备方法.pdf
本发明提供一种镍铁电炉用铬铝尖晶石炭砖及其制备方法,使制备的铬铝尖晶石炭砖具有更高的耐火度和高温强度,良好的热稳定性和抗酸性渣侵蚀能力,大大提高了镍铁电炉的使用寿命。本发明采用刚玉和铬铁矿为骨料提高炭砖的抗侵蚀能力,铬铁矿中的Cr2O3与刚玉中的AL2O3在高温烧结过程中产生了物质迁移,促进了AL2O3与Cr2O3间结合的致密性,形成了连续的固溶体和高熔点化合物增加了液相粘度,阻止了冶炼熔渣向耐火材料内部渗透,从而提高了材料的抗渣侵蚀和抗渗透能力。
一种铬刚玉尖晶石坩埚及其制备方法.pdf
本发明公开了一种铬刚玉尖晶石坩埚及其制备方法,铬刚玉尖晶石坩埚是由如下原料制备而成:刚玉颗粒36‑49%、尖晶石颗粒18‑25%、尖晶石细粉10‑16%、煅烧氧化铝微粉6‑12%、电熔氧化镁粉2‑4%、铬绿粉6‑12%、铝酸钙水泥1‑3%、减水剂0.08‑0.15%、水4‑6%。本发明通过浇注成型并通过高温烧结制备铬刚玉尖晶石坩埚,工艺及设备简单、生产效率高,浇注成型时充分振动排气使坩埚致密度高,高温烧结过程中颗粒紧密结合使坩埚强度高、耐冲刷和侵蚀性能极好。使用过程中坩埚内壁材料不易脱落,无需补炉,显著提
低锆铬刚玉砖及其制备方法.pdf
本发明公开了一种低锆铬刚玉砖及其制备方法。该低锆铬刚玉砖包括如下质量百分比的各原料组分,骨料60‑80%、混合料30‑33%以及添加剂0.2‑5.0%;所述骨粉按包括如下质量百分比各原料组分:氧化铬粉10%‑70%以及氧化铝粉90‑30%;其中,骨料中不同粒径的骨料单体的质量百分比为:粒径2mm‑4mm的所述骨料单体39%、粒径1mm‑2mm的所述骨料单体21%、粒径0.5mm‑1mm的所述骨料单体40%;混合料包括如下质量百分比各原料组分:氧化铬粉5‑50%、刚玉球粉10‑40%、氧化铝微粉1‑10%以
一种弥散型刚玉‑尖晶石透气砖及其制备方法.pdf
本发明涉及一种弥散型刚玉‑尖晶石透气砖及其制备方法。其技术方案是:弥散型刚玉‑尖晶石透气砖的原料成分及其含量是:致密烧结刚玉颗粒或电熔白刚玉颗粒为60~70wt%,致密烧结刚玉细粉或电熔白刚玉细粉为25~35wt%,氧化镁微粉或氧化铬微粉为2~7wt%。将所述原料混合,加入结合剂、聚羧酸盐和水,搅拌得浇注料。在透气砖模具底部固定有聚氨酯海绵,加入浇注料,振动成型,养护,脱模,得到透气砖坯体;将透气砖坯体置入高温炉内,在600~800℃保温1~3h,在1500~1700℃保温3~5h;随炉冷却至室温,即得弥