
一种降低光纤损耗的制造方法.pdf

Ke****67

1/10
2/10

3/10
4/10

5/10

6/10

7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种降低光纤损耗的制造方法.pdf
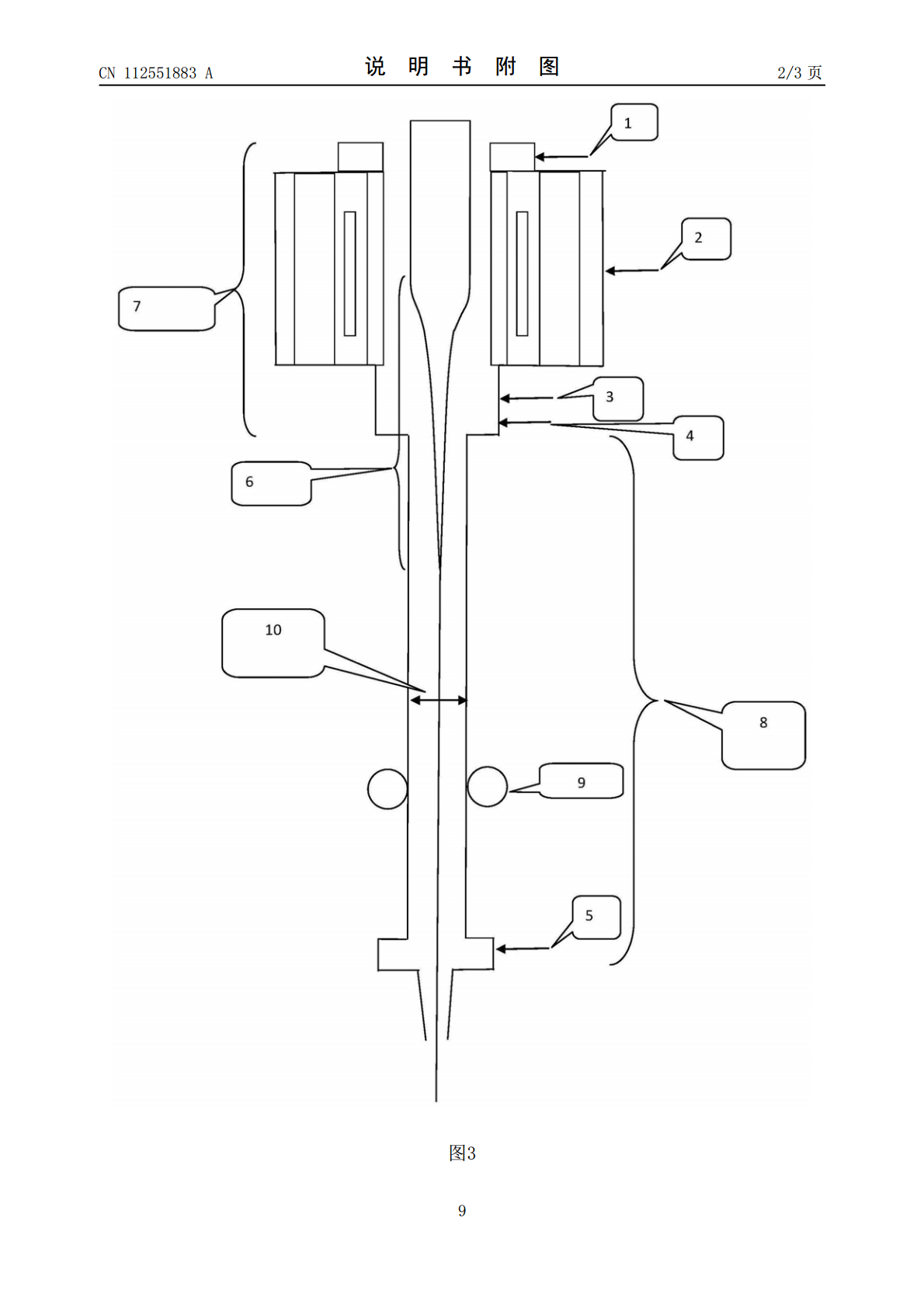
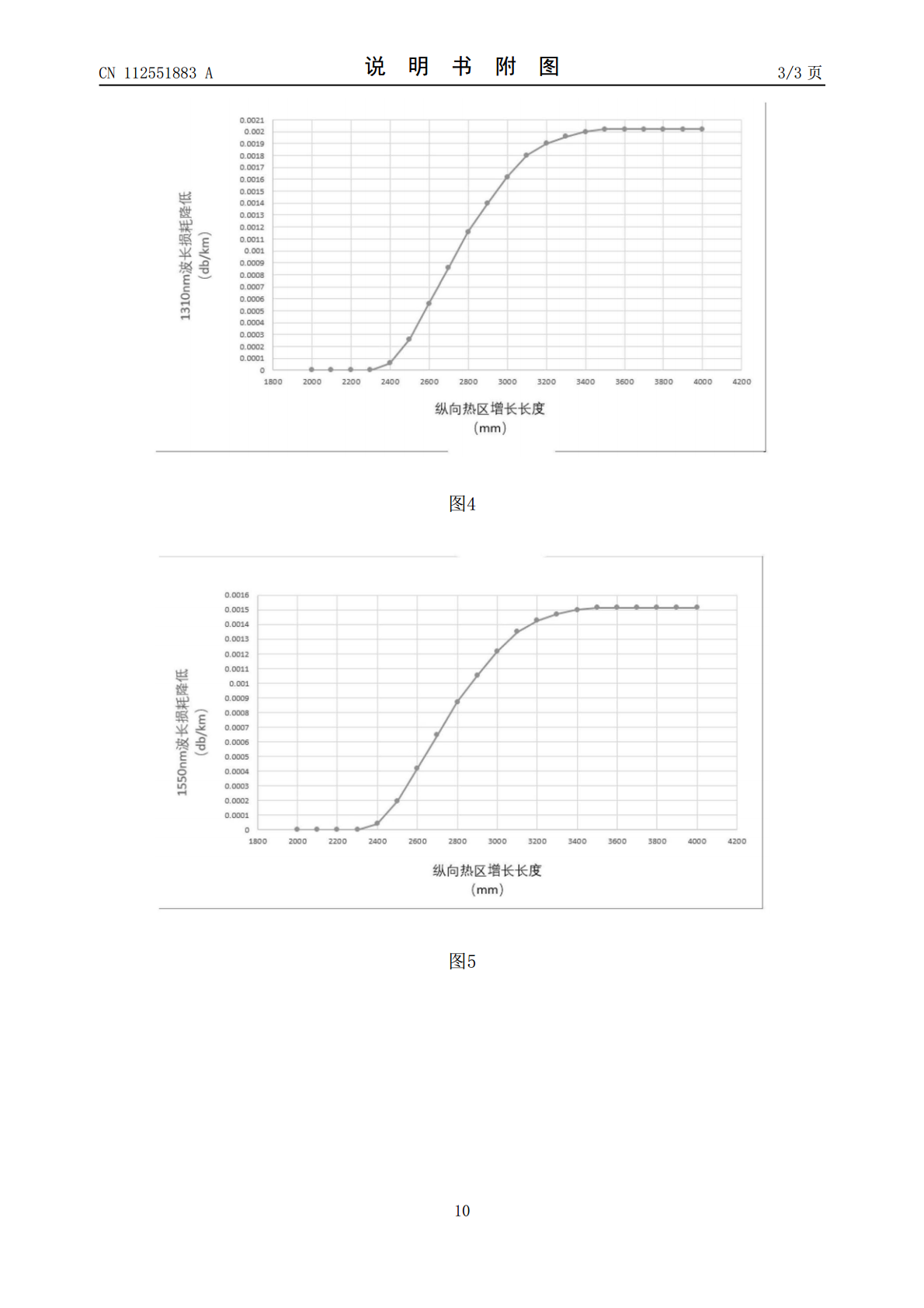
本发明公开了一种降低光纤损耗的制造方法,该光纤制造采用光棒拉丝工艺;本发明制造方法通过增加光棒拉丝过程中的纵向热区的长度,并在加长区域同时通入惰性气体形成稳定的气流。本发明通过增加光棒的纵向受热高度(即加热炉的纵向热区长度),使得光棒直径缩小的过程变得平缓;平缓的外径过渡使得在光棒直径不断缩小成裸纤直径的过程中,分子排列更加有序,可以有效降低光纤拉丝对施加在光纤上的拉丝张力,进一步提高了光纤拉丝过程中分子排列有序性,进而降低光纤损耗。
一种低损耗光纤的制造方法.pdf
本发明公开了一种低损耗光纤的制造方法,依次包括以下几个步骤:(A)通过设计确定纤芯的折射率;(B)用VAD工艺进行纤芯的沉积,对沉积好的松散体依次进行烧结,脱水和玻璃化,再拉制到预定的直径;(C)把内包层安装到外包层中,封好一端的端面,再把纤芯安装到内包层中,对纤芯进行固定,即完成光纤预制棒的制造;(D)把组装好的光纤预制棒安装在拉丝塔上,然后把光纤预制棒送进石墨拉丝炉,加热所述石墨拉丝炉,光纤预制棒熔化抽成光纤;(E)光纤依次通过测径仪,冷却管,涂覆杯,UV固化,到达主牵引装置,即完成了整个光纤的制造。

降低光纤熔接损耗方法浅谈.docx
降低光纤熔接损耗方法浅谈降低光纤熔接损耗方法浅谈摘要:光纤熔接是光纤通信中一项重要的技术,但熔接过程中会产生一定的损耗。本文综述了降低光纤熔接损耗的方法,包括光纤预处理、熔接设备和参数的选择、熔接质量控制等。通过选择合适的方法和采取措施,可以显著减少光纤熔接损耗,提高光纤通信系统的性能。关键词:光纤熔接;损耗;光纤预处理;熔接设备;熔接质量控制1.引言光纤通信作为现代通信技术的重要组成部分,具有传输带宽大、传输距离远、抗干扰能力强等优势,被广泛应用于电话网络、数据中心、广播电视等领域。而光纤熔接作为实现长
一种低损耗光纤的制造方法及制造设备.pdf
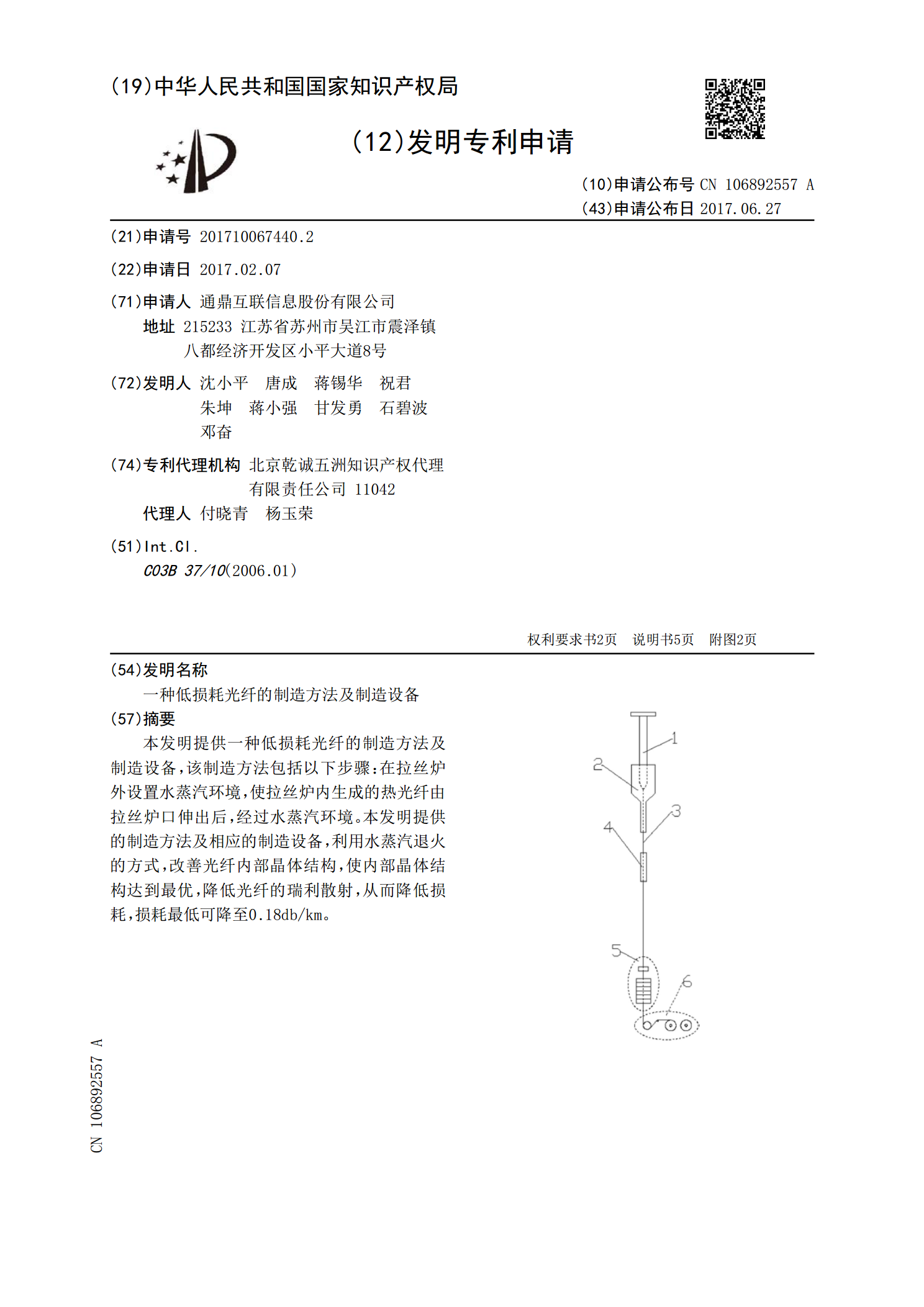
本发明提供一种低损耗光纤的制造方法及制造设备,该制造方法包括以下步骤:在拉丝炉外设置水蒸汽环境,使拉丝炉内生成的热光纤由拉丝炉口伸出后,经过水蒸汽环境。本发明提供的制造方法及相应的制造设备,利用水蒸汽退火的方式,改善光纤内部晶体结构,使内部晶体结构达到最优,降低光纤的瑞利散射,从而降低损耗,损耗最低可降至0.18db/km。
一种低损耗光纤预制棒的制造方法.pdf
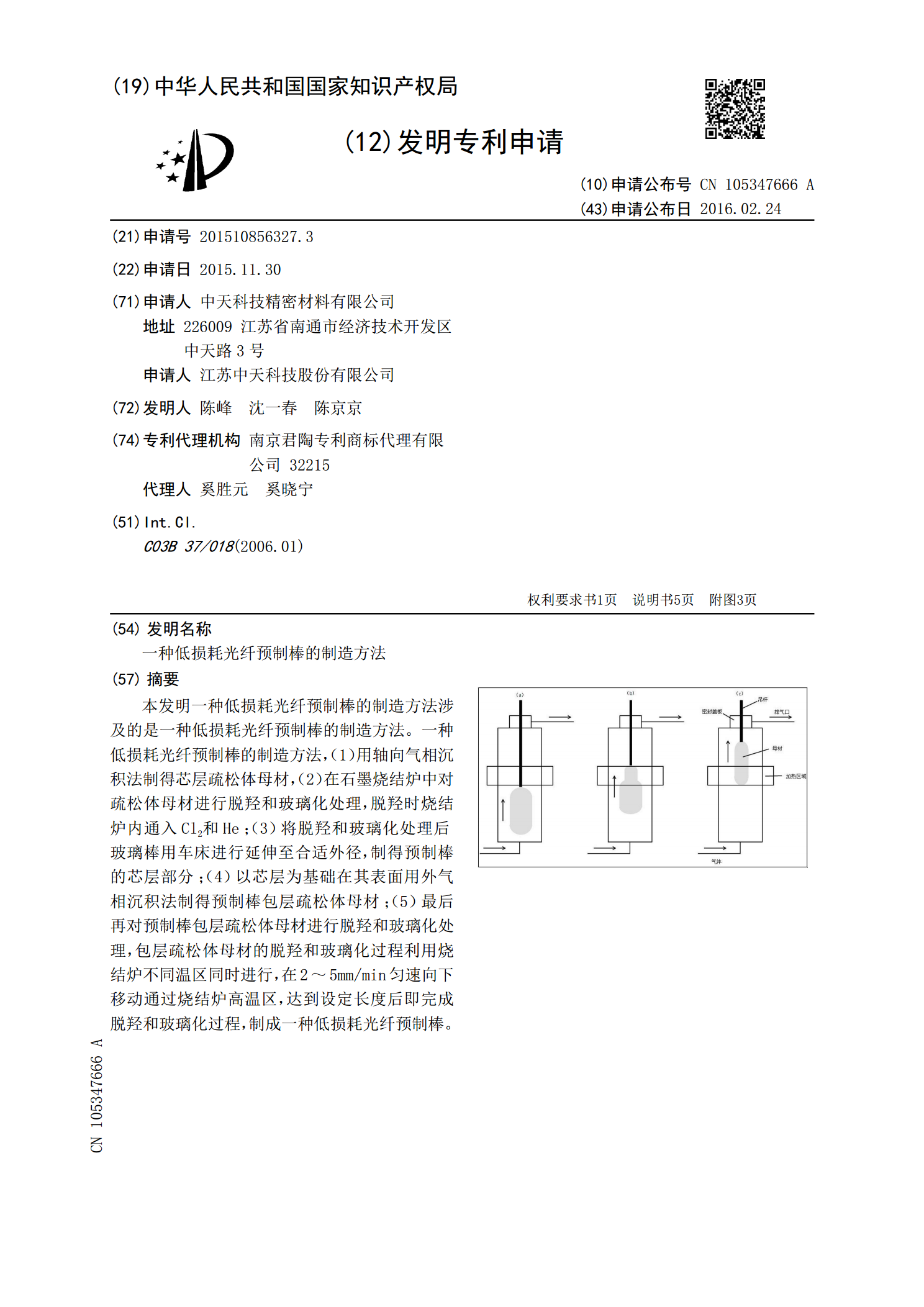
本发明一种低损耗光纤预制棒的制造方法涉及的是一种低损耗光纤预制棒的制造方法。一种低损耗光纤预制棒的制造方法,(1)用轴向气相沉积法制得芯层疏松体母材,(2)在石墨烧结炉中对疏松体母材进行脱羟和玻璃化处理,脱羟时烧结炉内通入Cl2和He;(3)将脱羟和玻璃化处理后玻璃棒用车床进行延伸至合适外径,制得预制棒的芯层部分;(4)以芯层为基础在其表面用外气相沉积法制得预制棒包层疏松体母材;(5)最后再对预制棒包层疏松体母材进行脱羟和玻璃化处理,包层疏松体母材的脱羟和玻璃化过程利用烧结炉不同温区同时进行,在2~5mm