
一种高温合金饼坯的锻造方法.pdf

黛娥****ak

1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高温合金饼坯的锻造方法.pdf
本发明涉及一种高温合金饼坯制造工艺方法,其工艺为:将坯料加热至要求温度(1000~1140℃),出炉用高温棉及粘结剂包套,回炉保温30min,镦饼第一步镦至变形量的30%至70%,15秒内完成坯料翻面放置于胎模中心,继续镦至工艺要求高度;按照此工艺要求制造的饼坯晶粒度细小均匀,适用于发动机盘类件的最后模锻。

一种无包套TiAl合金大尺寸饼坯的锻造方法及应用.pdf
本发明属于Ti‑Al金属间化合物热加工技术领域,具体涉及到一种无包套TiAl合金大尺寸饼坯的锻造方法及应用。将坯料预热800~900℃/30~60分钟,出炉后滚涂2~3mm厚度玻璃润滑粉,利用玻璃润滑粉高温黏性快速贴合相应厚度的保温棉层,回炉重新升温到锻造温度1200~1300℃,保温4~6小时进行镦粗变形,镦粗第一步变形量在50~60%,回炉加热1~3小时,镦粗第二步变形量在40~60%达到工艺要求高度,坯料变形速率控制在10
一种锻造用铝合金铸坯制备方法及铸坯的锻造工艺.pdf
本发明公开了一种锻造用铝合金铸坯制备方法,属于铝合金的制备及加工领域,其技术方案要点是:包括以下步骤:S1:配料,熔化铝锭,并加入除镁之外的其它所需合金元素;S2:加入镁锭,熔炼,直至镁锭全部熔化;S3:采用旋转结晶的方法制备铸坯,旋转结晶过程制备铸坯的过程中,转速为300~3000rpm。本发明还公开了一种锻造用铝合金铸坯的锻造工艺,a、固溶处理,将Al‑Mg系合金铸坯放入特定温度的热处理炉中进行固溶处理,然后淬火;b、对步骤a中得到的合金铸坯进行机加工,而后分切成块状;c、对步骤b中得到的块状合金进行
一种GH4586高温合金锻造方法.pdf
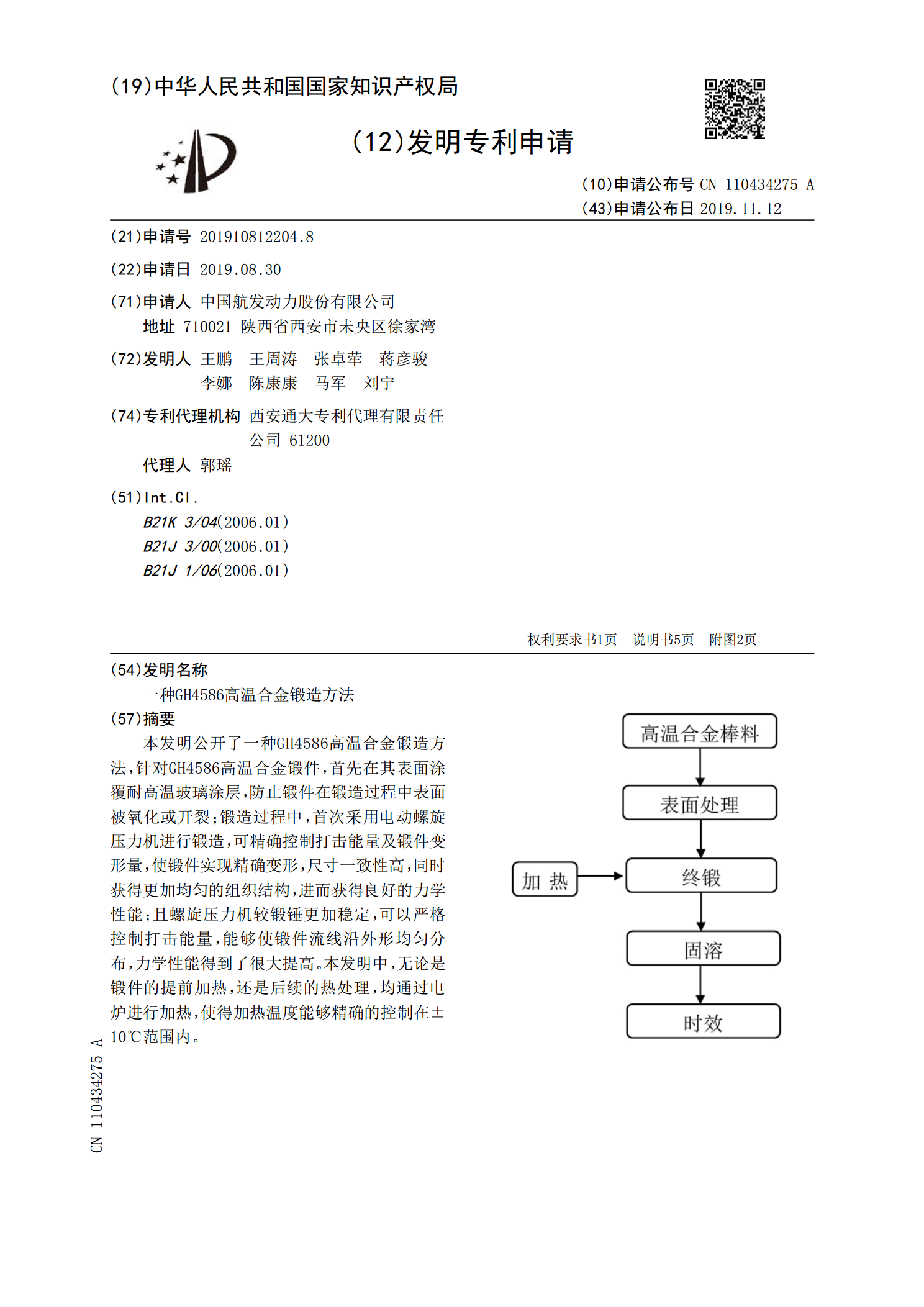
本发明公开了一种GH4586高温合金锻造方法,针对GH4586高温合金锻件,首先在其表面涂覆耐高温玻璃涂层,防止锻件在锻造过程中表面被氧化或开裂;锻造过程中,首次采用电动螺旋压力机进行锻造,可精确控制打击能量及锻件变形量,使锻件实现精确变形,尺寸一致性高,同时获得更加均匀的组织结构,进而获得良好的力学性能;且螺旋压力机较锻锤更加稳定,可以严格控制打击能量,能够使锻件流线沿外形均匀分布,力学性能得到了很大提高。本发明中,无论是锻件的提前加热,还是后续的热处理,均通过电炉进行加热,使得加热温度能够精确的控制在

一种高温合金GH4099锻造方法.pdf
本发明公开了一种高温合金GH4099锻造方法,具体包括以下步骤:锻造前,将GH4099钢锭在1150℃的温度下,均匀化处理48h;预先加热锻造炉,将均匀化处理后的钢锭放置在锻造炉内,在中性气氛下进行锻造加热,此时锻造炉内的温度小于等于500℃,然后缓慢升温至890~910℃,保温1h以上;最后再缓慢升温至1140~1160℃,保温1h以上;将锻造加热后的钢锭进行锻造,开锻温度大于等于1050℃,终锻温度大于等于980℃;再将钢锭放置在1140~1160℃锻造炉内并在1140~1160℃下保温1h以上,保温