
一种GH4586高温合金锻造方法.pdf

一条****丹淑


1/9
2/9
3/9

4/9

5/9
6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种GH4586高温合金锻造方法.pdf
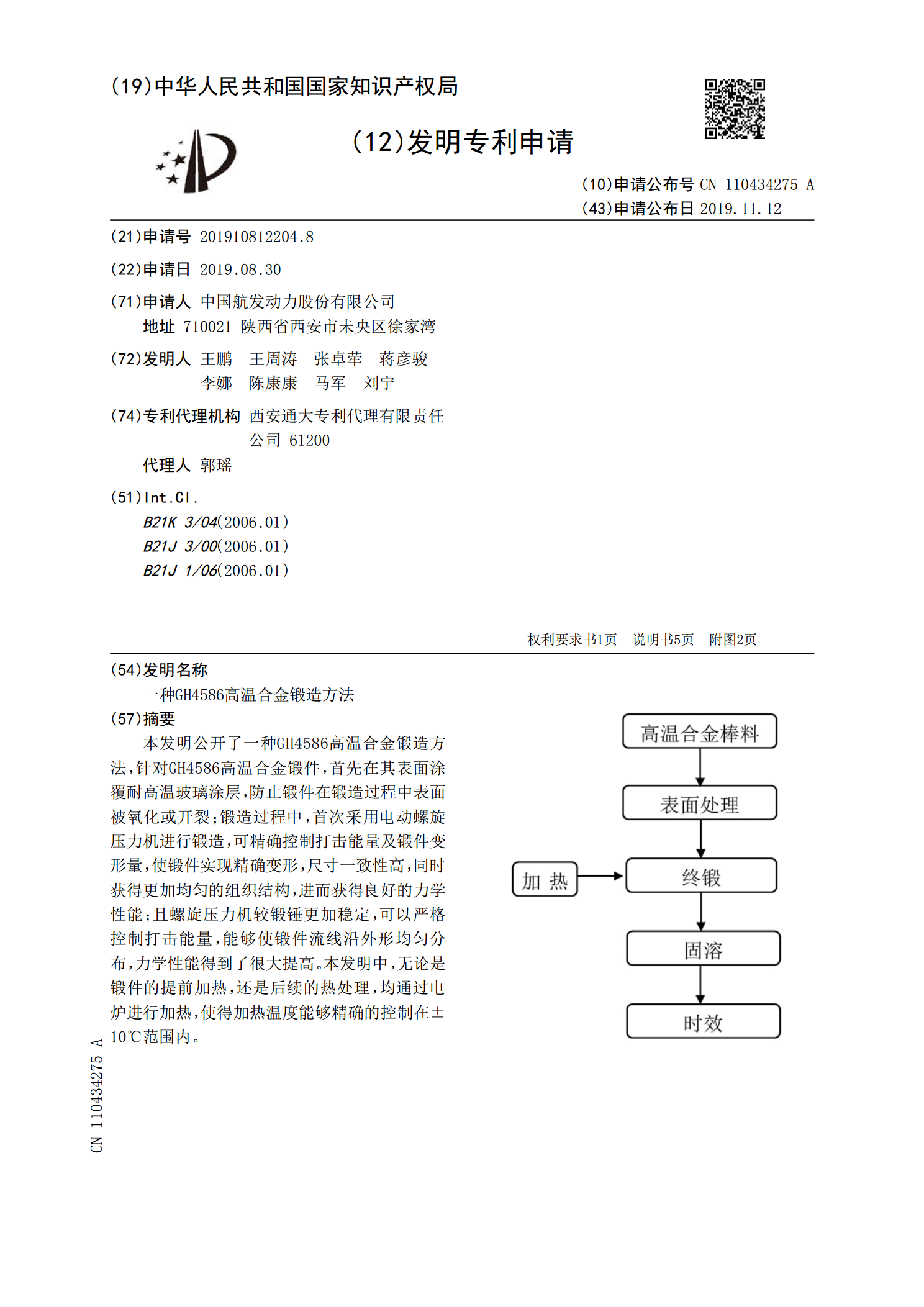
本发明公开了一种GH4586高温合金锻造方法,针对GH4586高温合金锻件,首先在其表面涂覆耐高温玻璃涂层,防止锻件在锻造过程中表面被氧化或开裂;锻造过程中,首次采用电动螺旋压力机进行锻造,可精确控制打击能量及锻件变形量,使锻件实现精确变形,尺寸一致性高,同时获得更加均匀的组织结构,进而获得良好的力学性能;且螺旋压力机较锻锤更加稳定,可以严格控制打击能量,能够使锻件流线沿外形均匀分布,力学性能得到了很大提高。本发明中,无论是锻件的提前加热,还是后续的热处理,均通过电炉进行加热,使得加热温度能够精确的控制在
一种高温合金饼坯的锻造方法.pdf
本发明涉及一种高温合金饼坯制造工艺方法,其工艺为:将坯料加热至要求温度(1000~1140℃),出炉用高温棉及粘结剂包套,回炉保温30min,镦饼第一步镦至变形量的30%至70%,15秒内完成坯料翻面放置于胎模中心,继续镦至工艺要求高度;按照此工艺要求制造的饼坯晶粒度细小均匀,适用于发动机盘类件的最后模锻。

一种高温合金GH4099锻造方法.pdf
本发明公开了一种高温合金GH4099锻造方法,具体包括以下步骤:锻造前,将GH4099钢锭在1150℃的温度下,均匀化处理48h;预先加热锻造炉,将均匀化处理后的钢锭放置在锻造炉内,在中性气氛下进行锻造加热,此时锻造炉内的温度小于等于500℃,然后缓慢升温至890~910℃,保温1h以上;最后再缓慢升温至1140~1160℃,保温1h以上;将锻造加热后的钢锭进行锻造,开锻温度大于等于1050℃,终锻温度大于等于980℃;再将钢锭放置在1140~1160℃锻造炉内并在1140~1160℃下保温1h以上,保温
一种粉末高温合金棒材的锻造方法.pdf
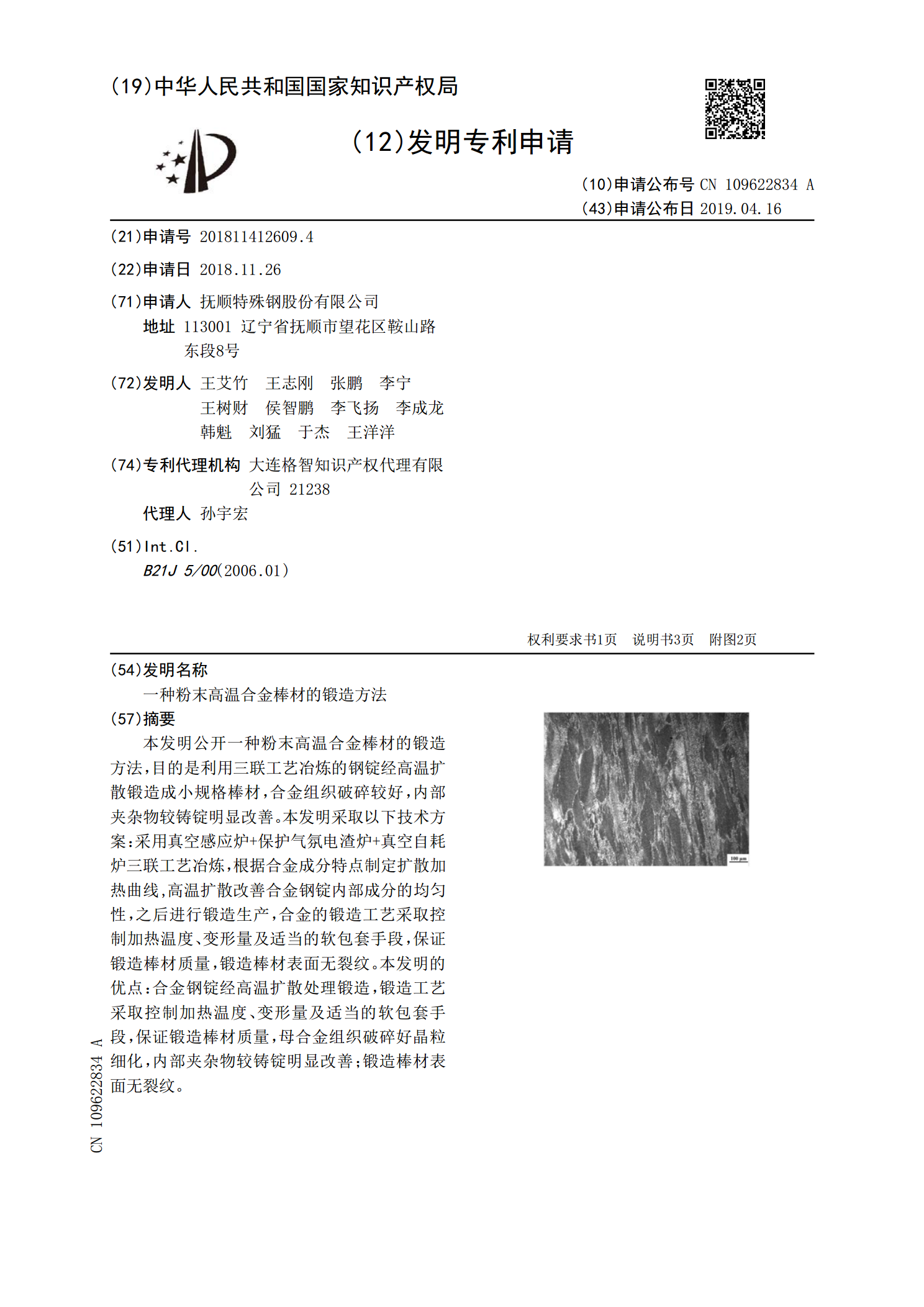
本发明公开一种粉末高温合金棒材的锻造方法,目的是利用三联工艺冶炼的钢锭经高温扩散锻造成小规格棒材,合金组织破碎较好,内部夹杂物较铸锭明显改善。本发明采取以下技术方案:采用真空感应炉+保护气氛电渣炉+真空自耗炉三联工艺冶炼,根据合金成分特点制定扩散加热曲线,高温扩散改善合金钢锭内部成分的均匀性,之后进行锻造生产,合金的锻造工艺采取控制加热温度、变形量及适当的软包套手段,保证锻造棒材质量,锻造棒材表面无裂纹。本发明的优点:合金钢锭经高温扩散处理锻造,锻造工艺采取控制加热温度、变形量及适当的软包套手段,保证锻造
一种高温合金涡轮动叶片的锻造方法.pdf
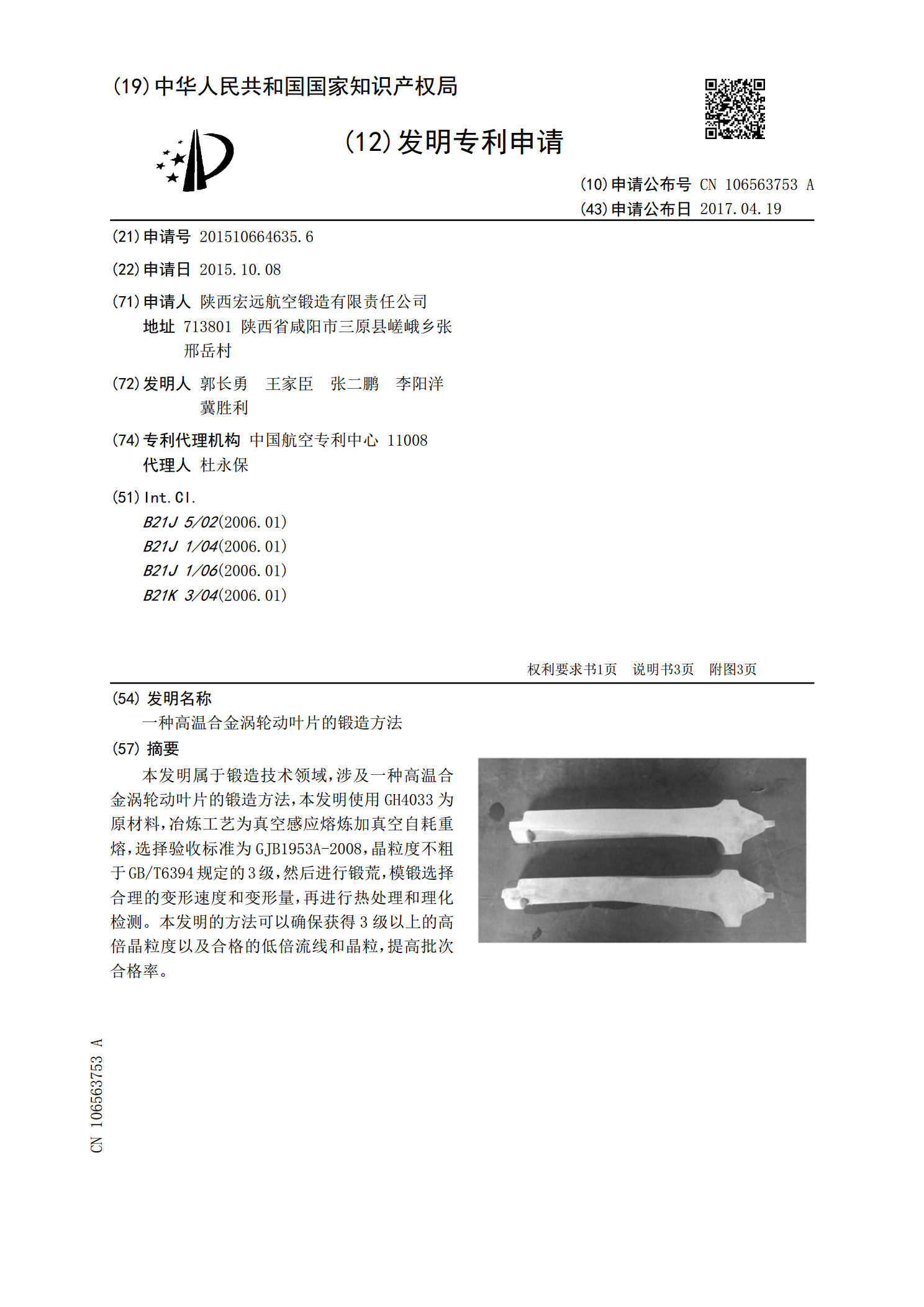
本发明属于锻造技术领域,涉及一种高温合金涡轮动叶片的锻造方法,本发明使用GH4033为原材料,冶炼工艺为真空感应熔炼加真空自耗重熔,选择验收标准为GJB1953A-2008,晶粒度不粗于GB/T6394规定的3级,然后进行锻荒,模锻选择合理的变形速度和变形量,再进行热处理和理化检测。本发明的方法可以确保获得3级以上的高倍晶粒度以及合格的低倍流线和晶粒,提高批次合格率。