
一种判断连续退火炉内炉辊打滑的方法.pdf

诗文****仙女

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种判断连续退火炉内炉辊打滑的方法.pdf
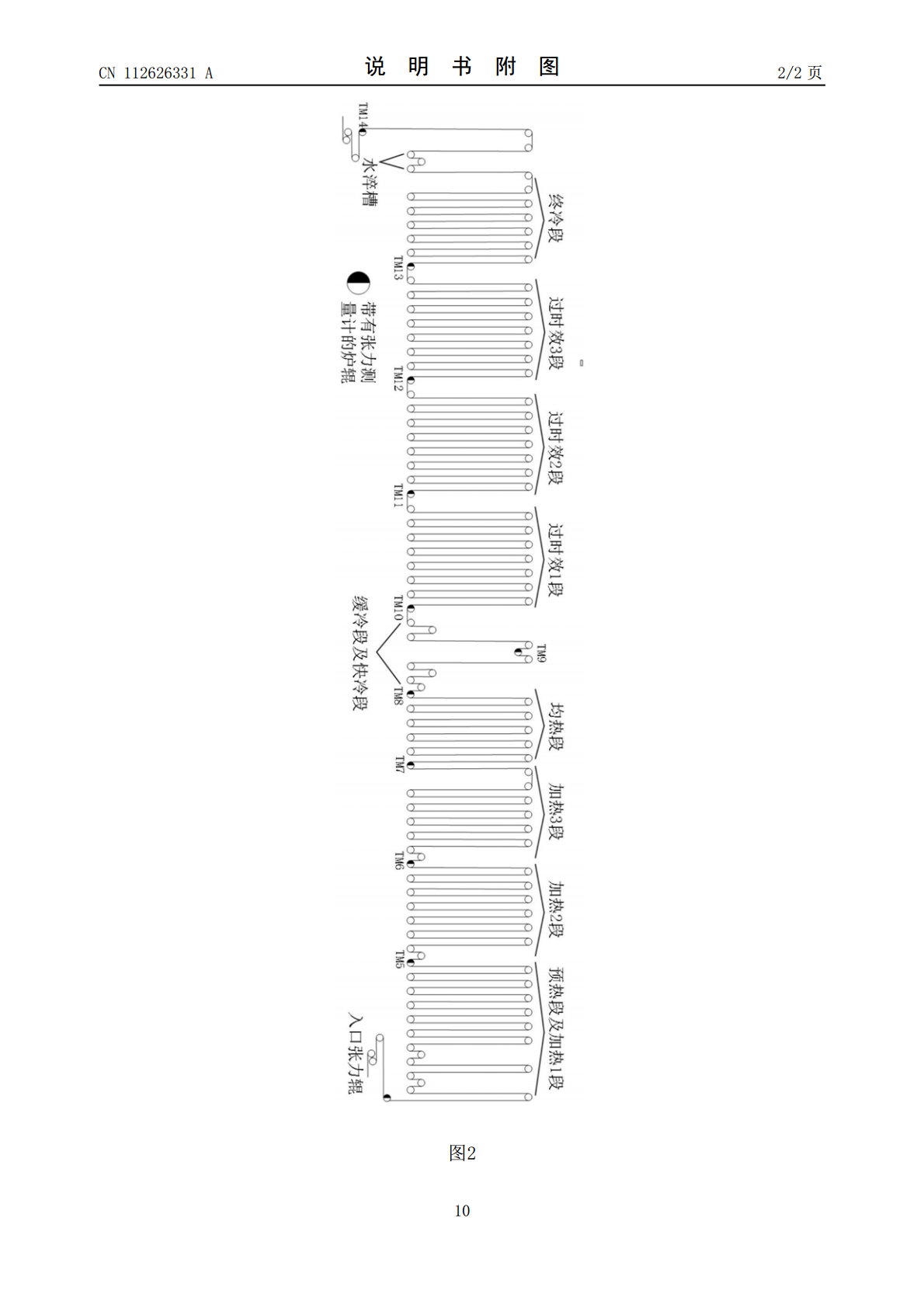
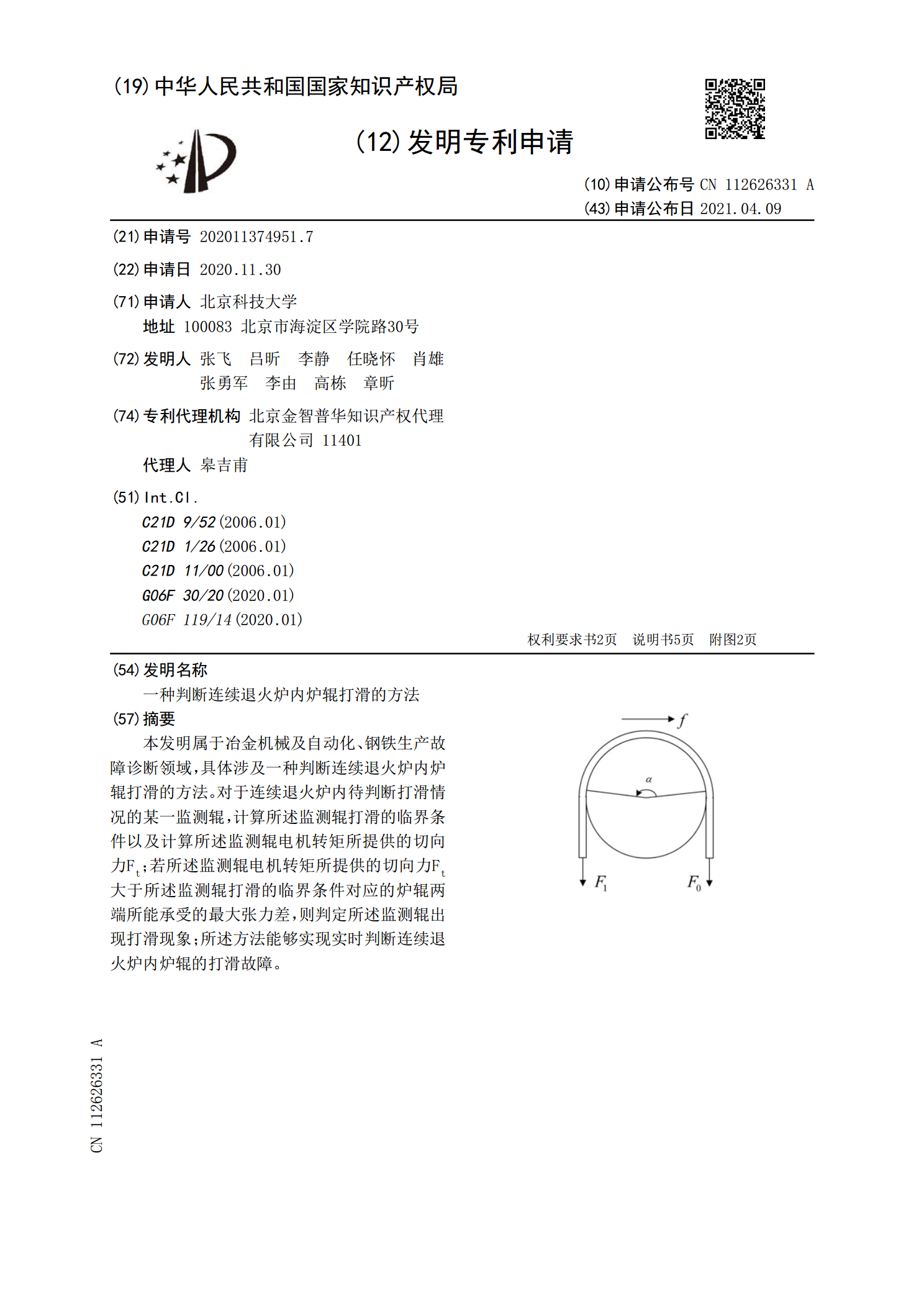
本发明属于冶金机械及自动化、钢铁生产故障诊断领域,具体涉及一种判断连续退火炉内炉辊打滑的方法。对于连续退火炉内待判断打滑情况的某一监测辊,计算所述监测辊打滑的临界条件以及计算所述监测辊电机转矩所提供的切向力F
一种连续退火炉及其炉辊以及该炉辊的辊型设计方法.pdf
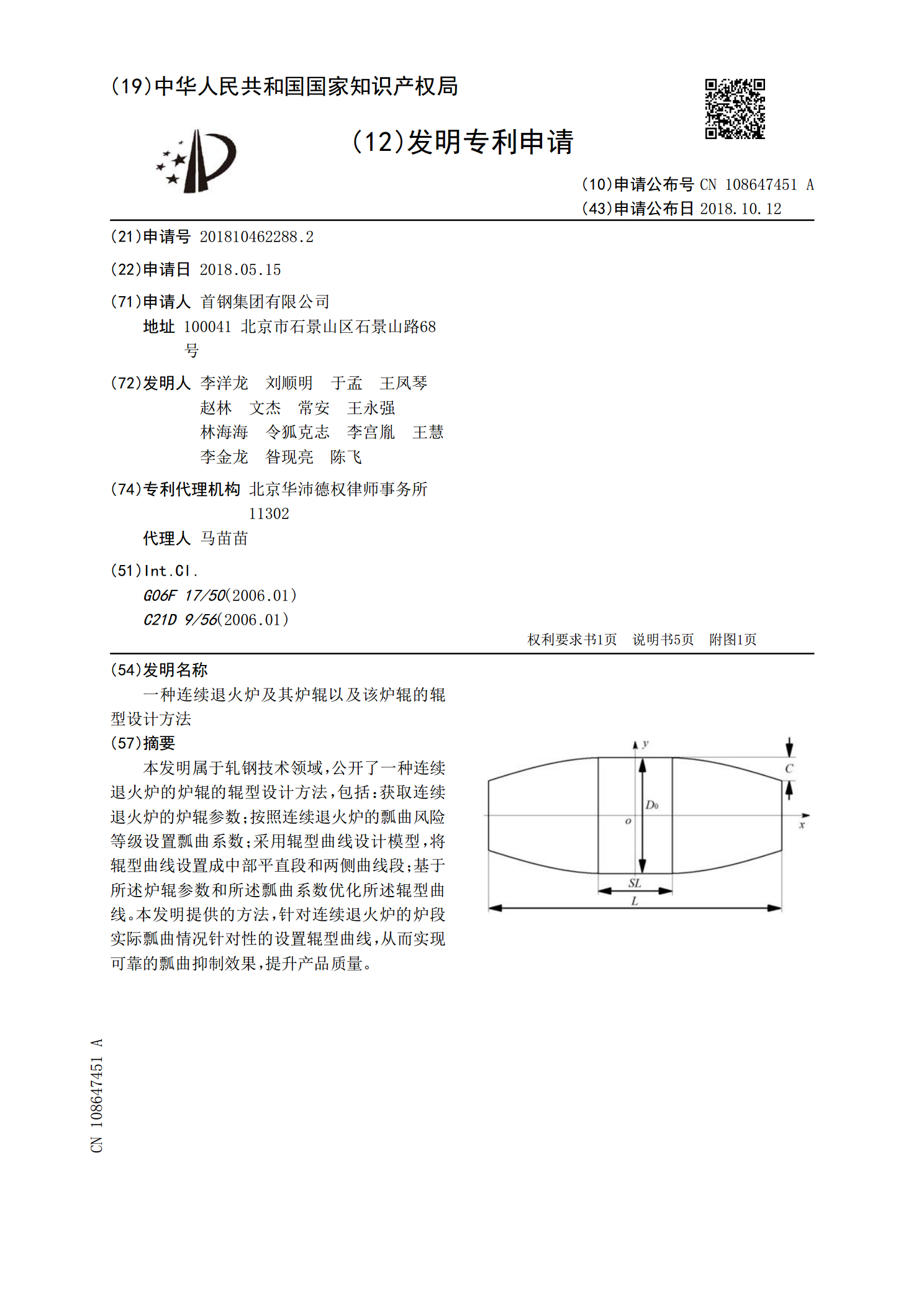
本发明属于轧钢技术领域,公开了一种连续退火炉的炉辊的辊型设计方法,包括:获取连续退火炉的炉辊参数;按照连续退火炉的瓢曲风险等级设置瓢曲系数;采用辊型曲线设计模型,将辊型曲线设置成中部平直段和两侧曲线段;基于所述炉辊参数和所述瓢曲系数优化所述辊型曲线。本发明提供的方法,针对连续退火炉的炉段实际瓢曲情况针对性的设置辊型曲线,从而实现可靠的瓢曲抑制效果,提升产品质量。

一种连续退火炉炉辊.pdf
本发明公开一种连续退火炉炉辊,其被设置为双锥度辊,双锥度辊包括:位于中部的平直段、沿轴向方向紧邻地设于平直段两侧的第一锥度段,以及紧邻每一个第一锥度段设置的第二锥度段,其中第二锥度段与第一锥度段的锥度不同;其中平直段与第一锥度段之间具有第一过渡圆弧,第一锥度段与第二锥度段之间具有第二过渡圆弧。该连续退火炉炉辊通过对双锥度的结构设计从而克服现有技术中的缺陷,避免带钢在生产过程中发生横向划伤的发生率,提高带钢的生产效率以及所获得的带钢产品质量。
冷轧连续退火炉炉辊的更换方法.pdf
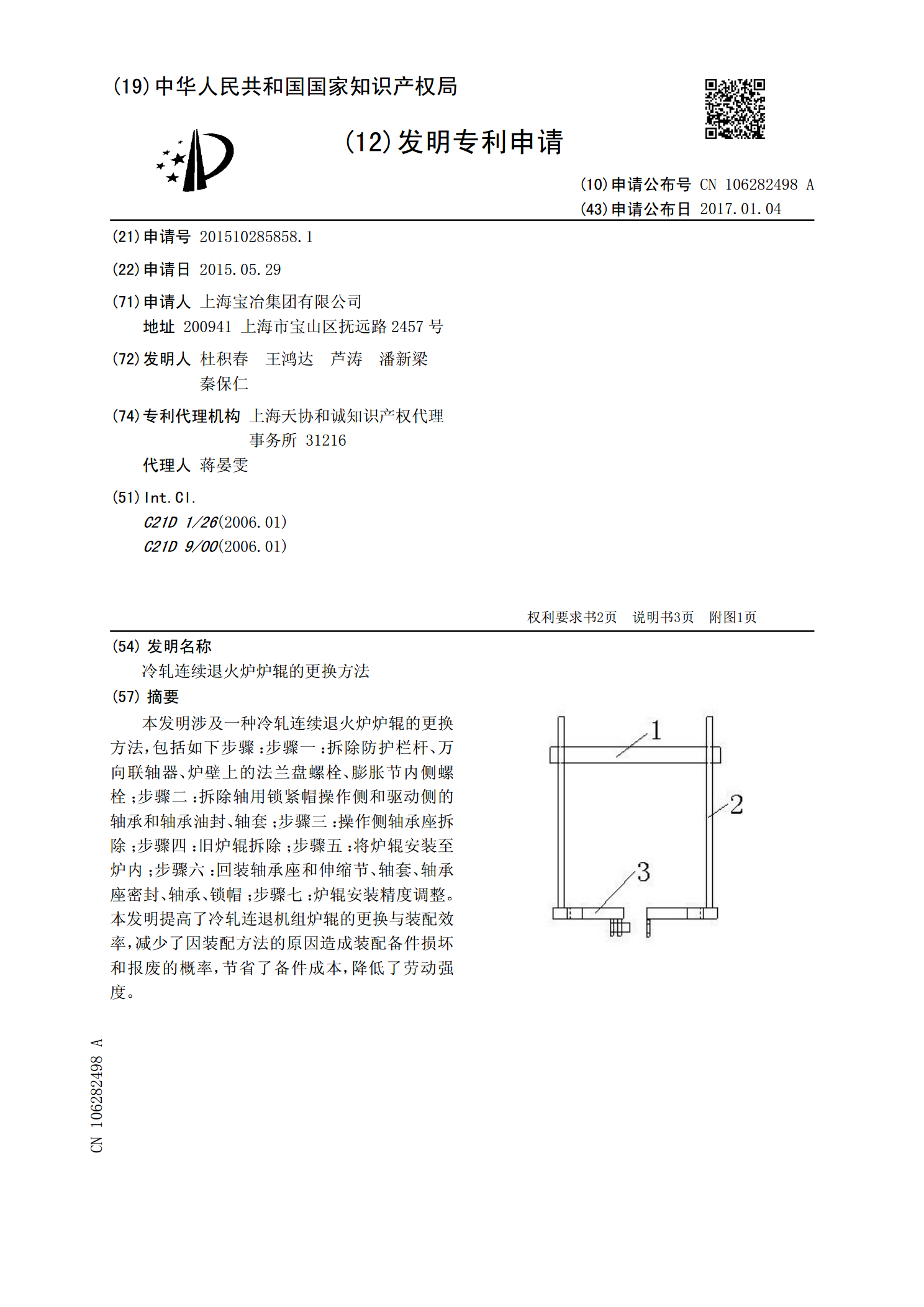
本发明涉及一种冷轧连续退火炉炉辊的更换方法,包括如下步骤:步骤一:拆除防护栏杆、万向联轴器、炉壁上的法兰盘螺栓、膨胀节内侧螺栓;步骤二:拆除轴用锁紧帽操作侧和驱动侧的轴承和轴承油封、轴套;步骤三:操作侧轴承座拆除;步骤四:旧炉辊拆除;步骤五:将炉辊安装至炉内;步骤六:回装轴承座和伸缩节、轴套、轴承座密封、轴承、锁帽;步骤七:炉辊安装精度调整。本发明提高了冷轧连退机组炉辊的更换与装配效率,减少了因装配方法的原因造成装配备件损坏和报废的概率,节省了备件成本,降低了劳动强度。
抑制连续退火炉炉辊结瘤的方法.pdf
本发明公开了一种抑制连续退火炉炉辊结瘤的方法,其采用酸洗轧制联合机组和连续退火机组,所述方法工艺为:所述酸洗轧制联合机组中采用5机架连轧机组;所述连轧机组中至少F1~F3的工作辊进行镀Cr处理,镀Cr后轧辊硬度不低于900Hv;F1工作辊粗糙度控制在0.3~1.3微米,F2~F4工作辊的粗糙度控制在≤1.1微米,F5机架工作辊的粗糙度控制在2.0~5.0微米。本方法不涉及修改炉辊涂层成分,通过对两个工序过程各个参数的控制,从而抑制炉辊结瘤,达到了延长退火炉炉辊使用寿命的目的。采用本方法后可以达到抑制发生连