
抑制连续退火炉炉辊结瘤的方法.pdf

葫芦****io


1/6

2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
抑制连续退火炉炉辊结瘤的方法.pdf
本发明公开了一种抑制连续退火炉炉辊结瘤的方法,其采用酸洗轧制联合机组和连续退火机组,所述方法工艺为:所述酸洗轧制联合机组中采用5机架连轧机组;所述连轧机组中至少F1~F3的工作辊进行镀Cr处理,镀Cr后轧辊硬度不低于900Hv;F1工作辊粗糙度控制在0.3~1.3微米,F2~F4工作辊的粗糙度控制在≤1.1微米,F5机架工作辊的粗糙度控制在2.0~5.0微米。本方法不涉及修改炉辊涂层成分,通过对两个工序过程各个参数的控制,从而抑制炉辊结瘤,达到了延长退火炉炉辊使用寿命的目的。采用本方法后可以达到抑制发生连
抑制连续退火炉炉辊结瘤的方法.pdf
本发明公开了一种抑制连续退火炉炉辊结瘤的方法,其采用酸洗轧制联合机组和连续退火机组,所述方法工艺为:所述酸洗轧制联合机组中采用5机架连轧机组;所述连轧机组中至少F1~F3的工作辊进行镀Cr处理,镀Cr后轧辊硬度不低于900Hv;F1工作辊粗糙度控制在0.3~1.3微米,F2~F4工作辊的粗糙度控制在≤1.1微米,F5机架工作辊的粗糙度控制在2.0~5.0微米。本方法不涉及修改炉辊涂层成分,通过对两个工序过程各个参数的控制,从而抑制炉辊结瘤,达到了延长退火炉炉辊使用寿命的目的。采用本方法后可以达到抑制发生连
连续退火炉碳套炉辊结瘤的处理方法.pdf
本发明公开了一种连续退火炉碳套炉辊结瘤的处理方法,适用于连续退火机组使用的碳套炉辊,包含:对碳套炉辊进行人工除瘤;所述人工除瘤包含对所述碳套炉辊表面已经产生结瘤的孔进行扩大;所述人工除瘤包含对所述碳套炉辊表面能够结瘤的孔进行扩大。本发明提供的连续退火炉碳套炉辊结瘤的处理方法,对结瘤报废的碳套炉辊及孔隙率偏大的碳套炉辊进行人工除瘤处理,即对碳套炉辊表面已经产生结瘤的孔和能够结瘤的孔进行扩大,降低了碳套炉辊自身孔隙容易滋生结瘤物的几率,提升了碳套炉辊的使用寿命。
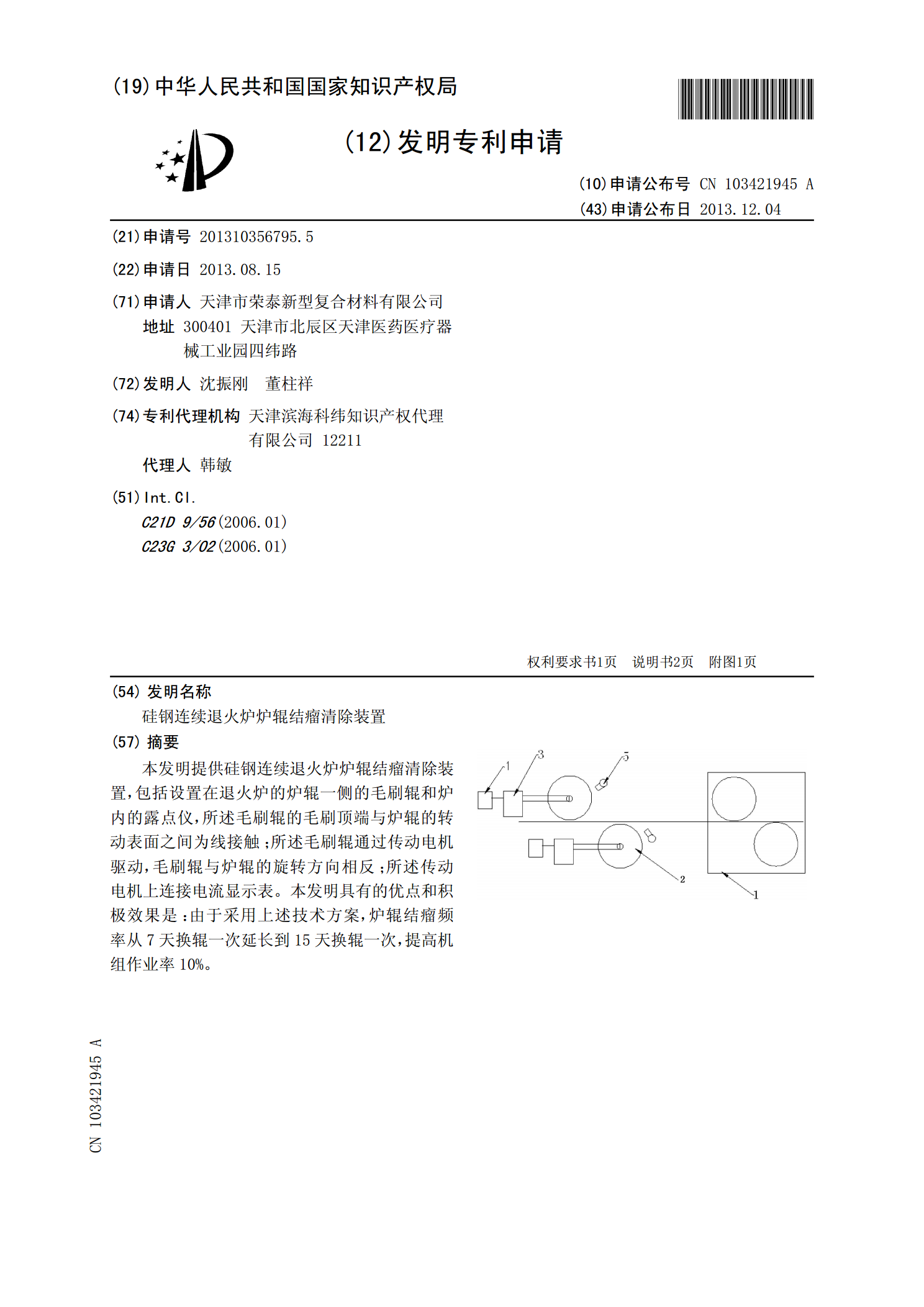
硅钢连续退火炉炉辊结瘤清除装置.pdf
本发明提供硅钢连续退火炉炉辊结瘤清除装置,包括设置在退火炉的炉辊一侧的毛刷辊和炉内的露点仪,所述毛刷辊的毛刷顶端与炉辊的转动表面之间为线接触;所述毛刷辊通过传动电机驱动,毛刷辊与炉辊的旋转方向相反;所述传动电机上连接电流显示表。本发明具有的优点和积极效果是:由于采用上述技术方案,炉辊结瘤频率从7天换辊一次延长到15天换辊一次,提高机组作业率10%。
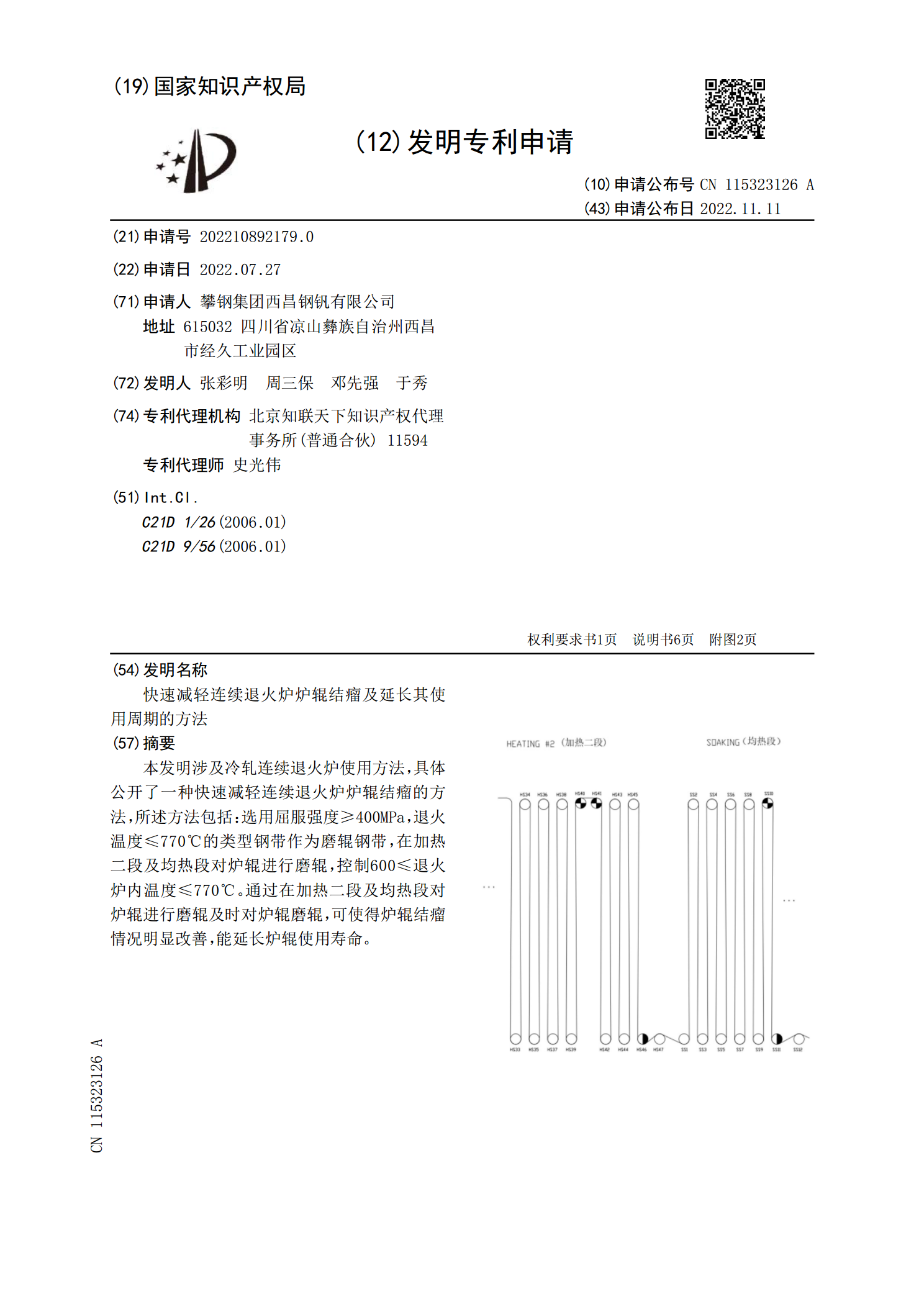
快速减轻连续退火炉炉辊结瘤及延长其使用周期的方法.pdf
本发明涉及冷轧连续退火炉使用方法,具体公开了一种快速减轻连续退火炉炉辊结瘤的方法,所述方法包括:选用屈服强度≥400MPa,退火温度≤770℃的类型钢带作为磨辊钢带,在加热二段及均热段对炉辊进行磨辊,控制600≤退火炉内温度≤770℃。通过在加热二段及均热段对炉辊进行磨辊及时对炉辊磨辊,可使得炉辊结瘤情况明显改善,能延长炉辊使用寿命。