
机器人焊接用板型零件自动上料装置及上料方法.pdf

一条****淑淑


1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
机器人焊接用板型零件自动上料装置及上料方法.pdf
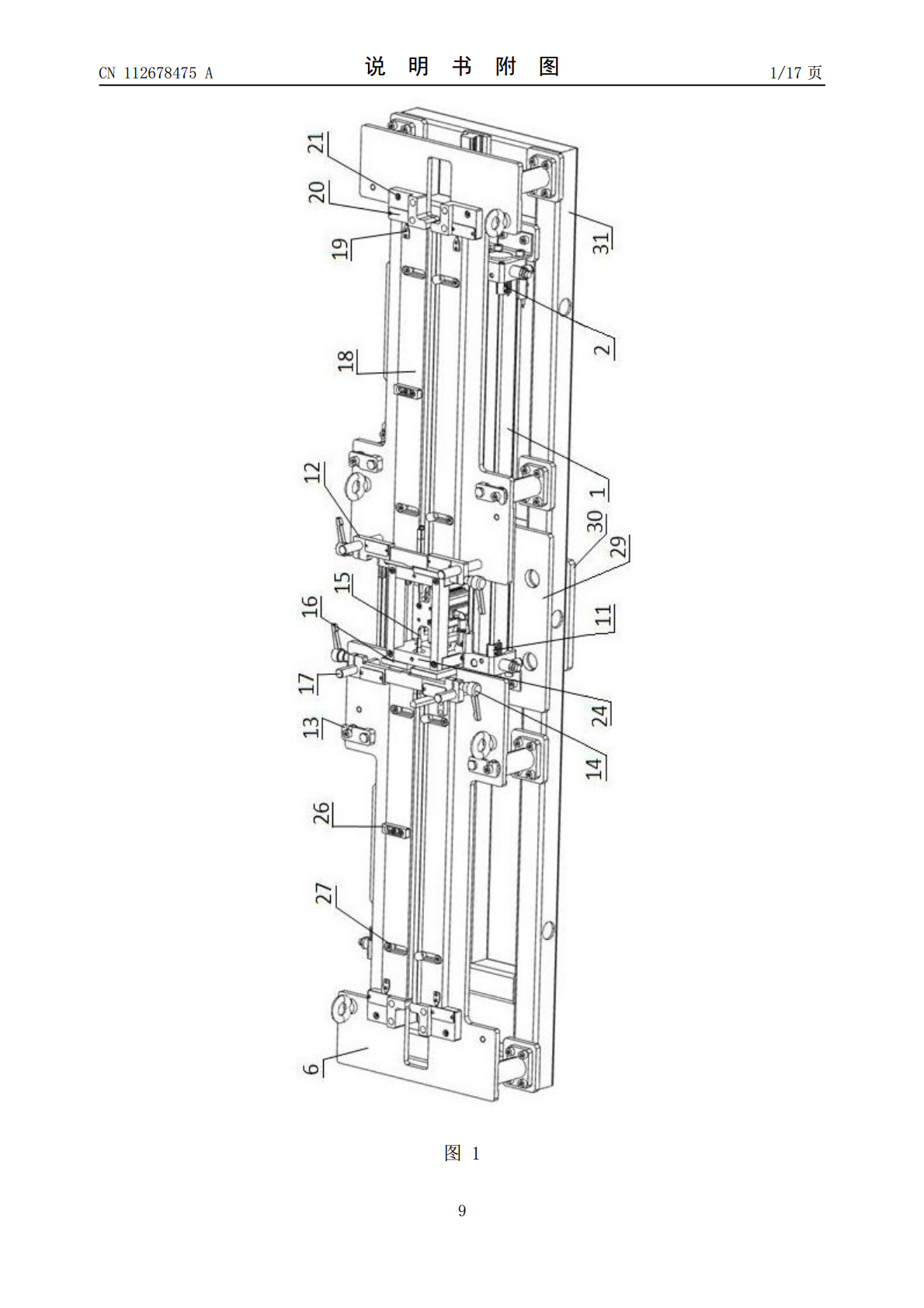
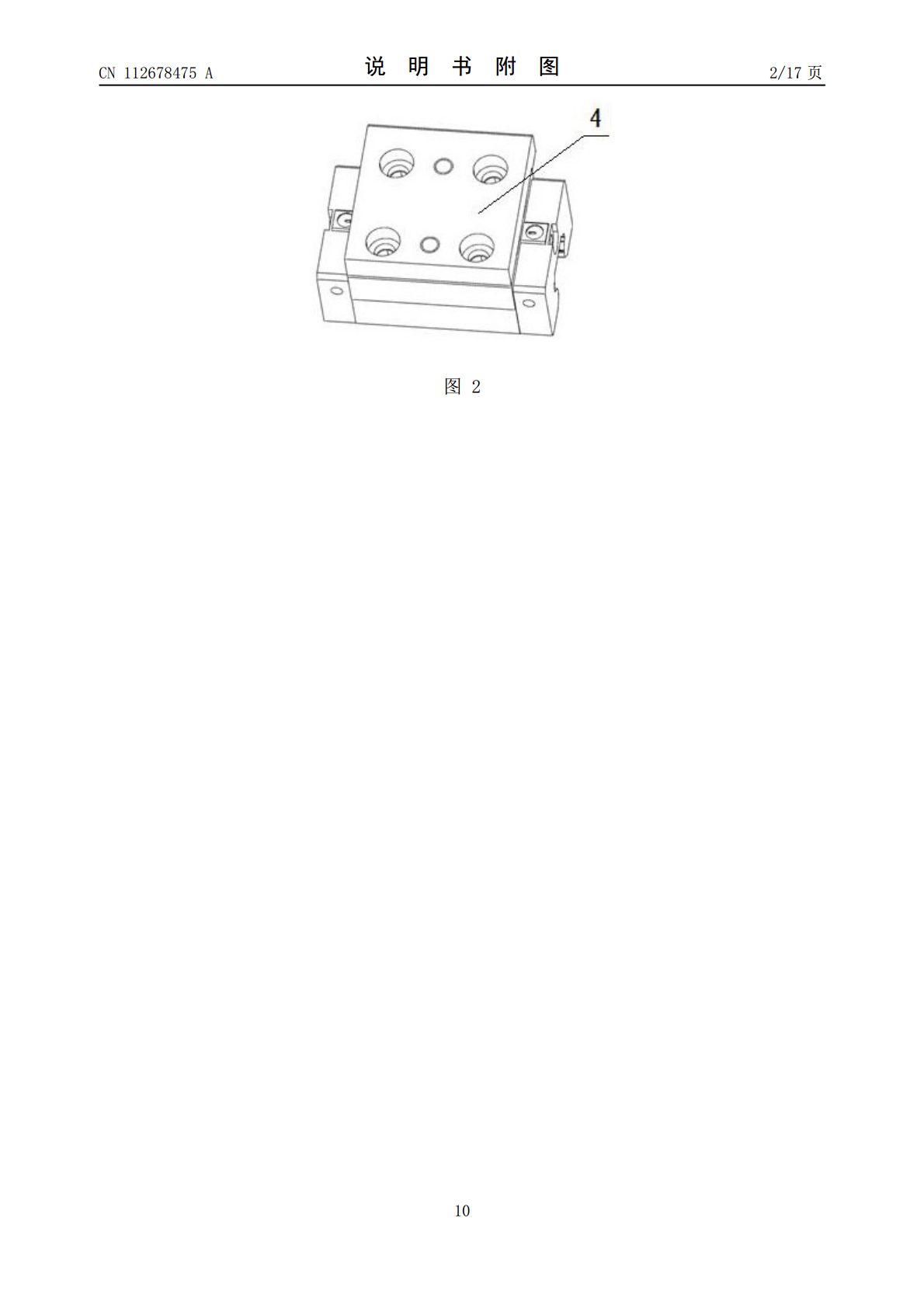
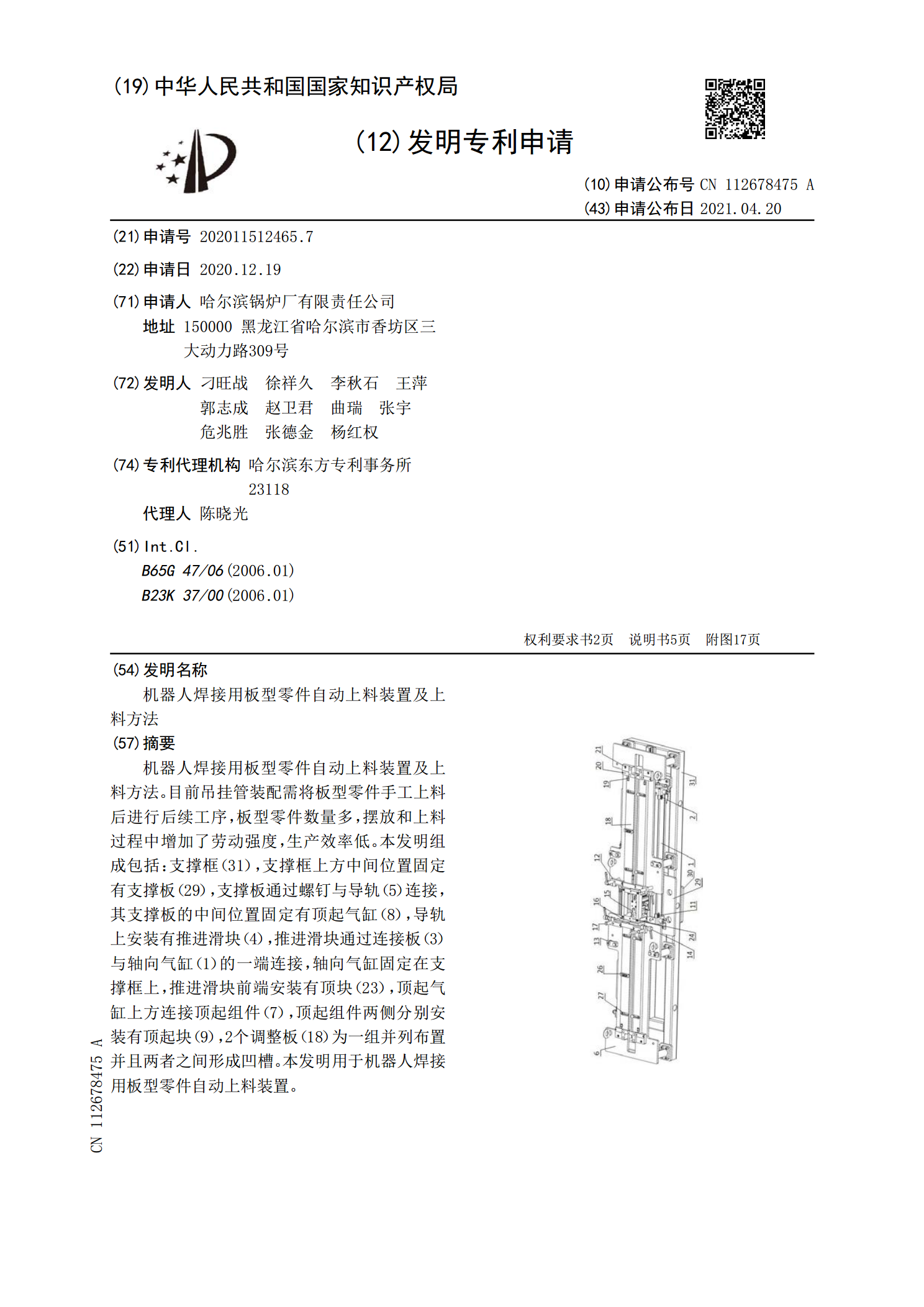
机器人焊接用板型零件自动上料装置及上料方法。目前吊挂管装配需将板型零件手工上料后进行后续工序,板型零件数量多,摆放和上料过程中增加了劳动强度,生产效率低。本发明组成包括:支撑框(31),支撑框上方中间位置固定有支撑板(29),支撑板通过螺钉与导轨(5)连接,其支撑板的中间位置固定有顶起气缸(8),导轨上安装有推进滑块(4),推进滑块通过连接板(3)与轴向气缸(1)的一端连接,轴向气缸固定在支撑框上,推进滑块前端安装有顶块(23),顶起气缸上方连接顶起组件(7),顶起组件两侧分别安装有顶起块(9),2个调整
一种PCB板的自动上料装置和上料方法.pdf
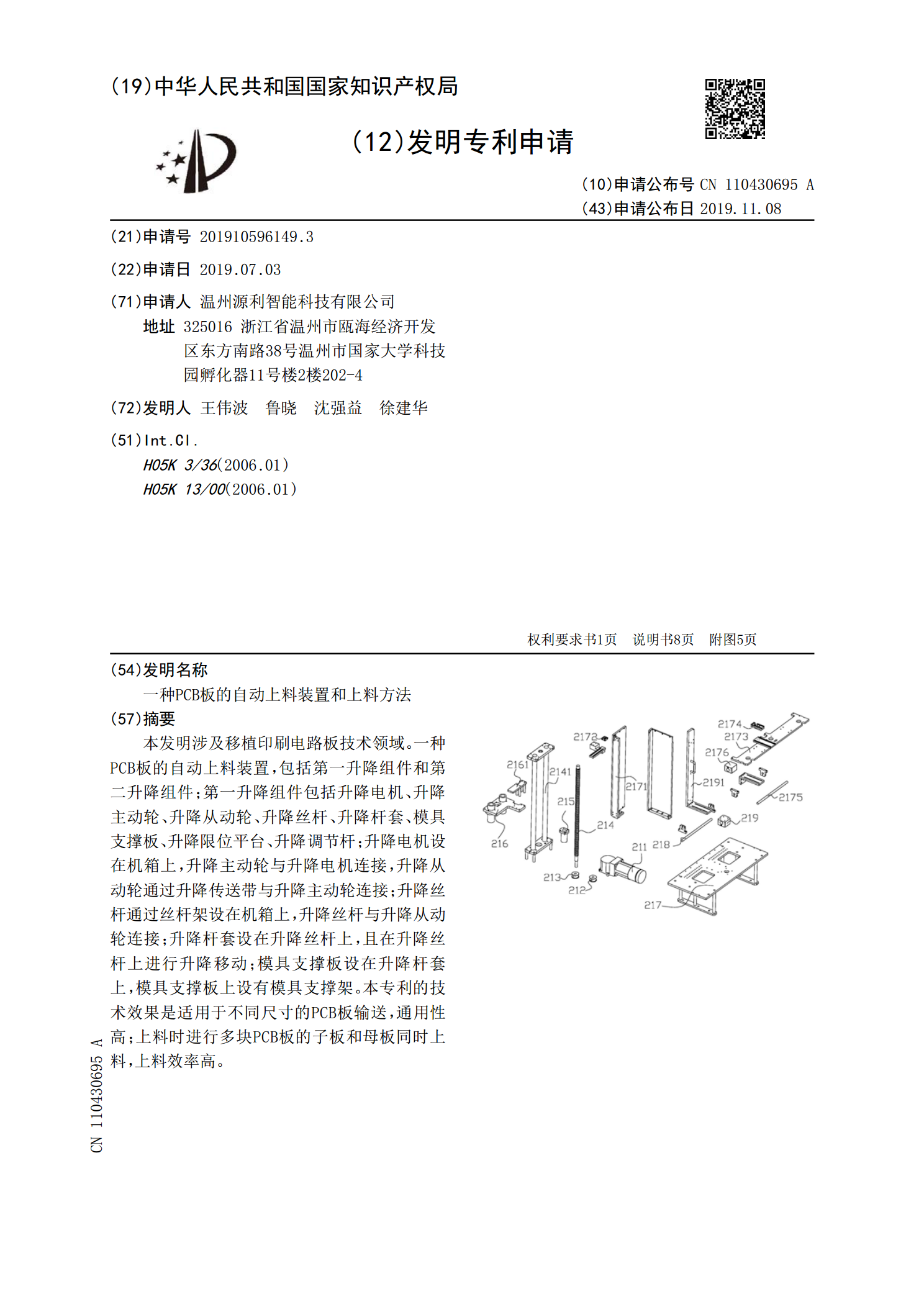
本发明涉及移植印刷电路板技术领域。一种PCB板的自动上料装置,包括第一升降组件和第二升降组件;第一升降组件包括升降电机、升降主动轮、升降从动轮、升降丝杆、升降杆套、模具支撑板、升降限位平台、升降调节杆;升降电机设在机箱上,升降主动轮与升降电机连接,升降从动轮通过升降传送带与升降主动轮连接;升降丝杆通过丝杆架设在机箱上,升降丝杆与升降从动轮连接;升降杆套设在升降丝杆上,且在升降丝杆上进行升降移动;模具支撑板设在升降杆套上,模具支撑板上设有模具支撑架。本专利的技术效果是适用于不同尺寸的PCB板输送,通用性高;

一种自动上料装置及其上料方法.pdf
本发明涉及一种自动上料装置,包括托盘升降机构、零件搬运机构、控制系统、承载零件的托盘;托盘升降机构包括托盘升降机构支架、托盘支撑板、导向组件、电动推杆,电动推杆带动托盘支撑板通过导向组件在升降机构支架上沿竖直方向平移;零件搬运机构包括零件搬运机构支架、水平固定在零件搬运机构支架上的电动滑轨、设置有电磁铁的沿电动滑轨滑动的滑块;使用时,托盘支撑板、目标上料位置位于电动滑轨正下方;托盘放置在托盘支撑板上。还涉及该装置的上料方法。属于搬运器械领域。具有通用性好,操作简单,工作平稳,节省人力等优点。
一种振动上料装置及其上料方法.pdf
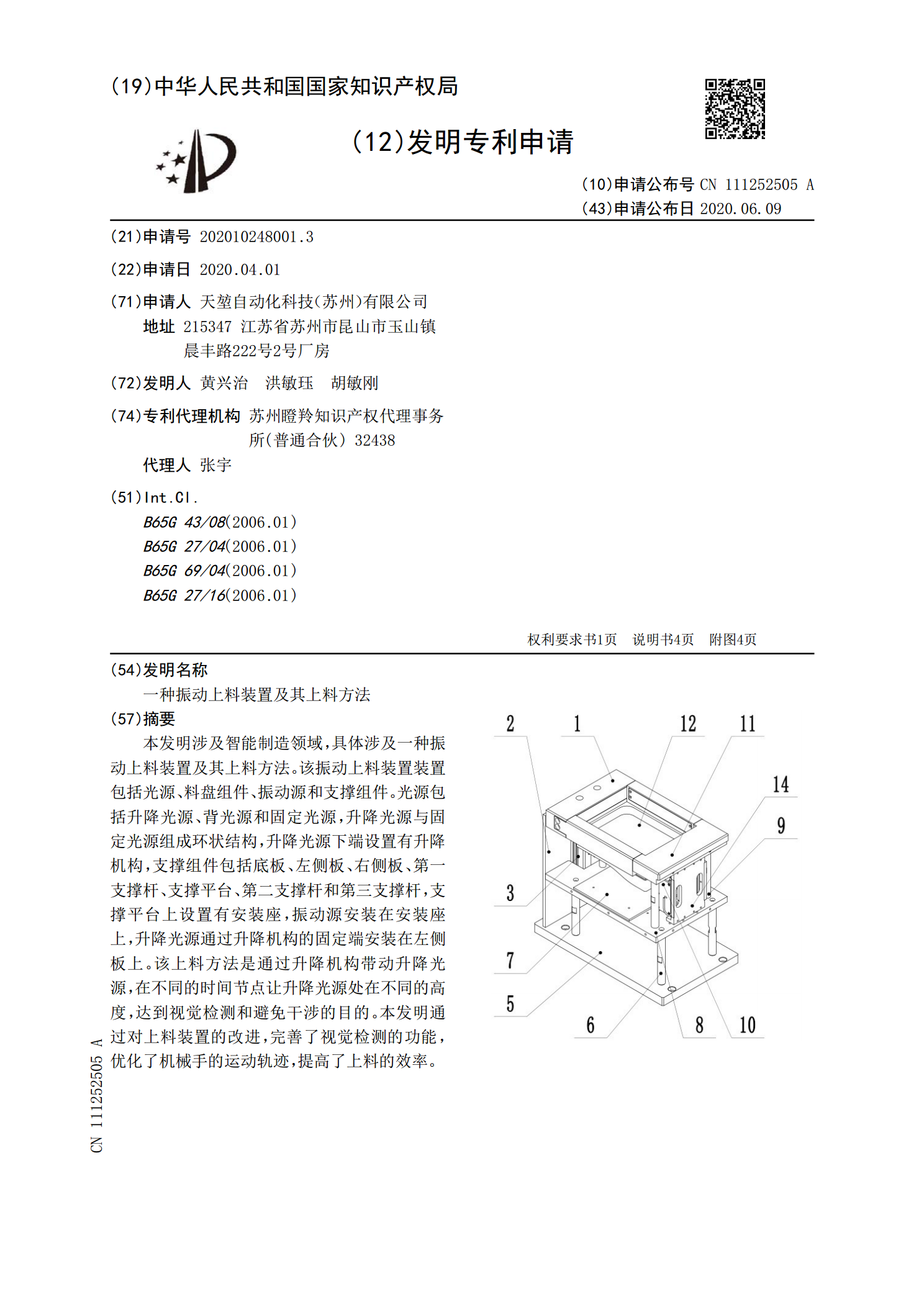
本发明涉及智能制造领域,具体涉及一种振动上料装置及其上料方法。该振动上料装置装置包括光源、料盘组件、振动源和支撑组件。光源包括升降光源、背光源和固定光源,升降光源与固定光源组成环状结构,升降光源下端设置有升降机构,支撑组件包括底板、左侧板、右侧板、第一支撑杆、支撑平台、第二支撑杆和第三支撑杆,支撑平台上设置有安装座,振动源安装在安装座上,升降光源通过升降机构的固定端安装在左侧板上。该上料方法是通过升降机构带动升降光源,在不同的时间节点让升降光源处在不同的高度,达到视觉检测和避免干涉的目的。本发明通过对上料

一种试验机用锚杆自动上料装置及上料方法.pdf
本申请提供一种试验机用锚杆自动上料装置及上料方法,上料装置包括提升机构和用于将锚杆输送至提升机构的上料机构;通过升降板与固定板间的配合,使得锚杆可以由上料机构依次输送至第一存料槽和第二存料槽,并通过第二存料槽侧壁设置的延伸段将锚杆停留在第二存料槽,可以最大程度上避免锚杆脱离固定板;升降板的第一提升段与第二提升段分别具有第一斜面和第二斜面,使得锚杆在自身重力的影响下沿第一斜面和第二斜面移动;第一提升段和第二提升段在锚杆输送的方向形成渐次升高的台阶结构,并通过延伸段的止挡作用,使得提升机构可以对锚杆顺次分拣。