
一种热扎带钢连续热镀锌设备及其热镀锌方法.pdf

佳宁****么啦


1/10

2/10

3/10

4/10

5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种热扎带钢连续热镀锌设备及其热镀锌方法.pdf
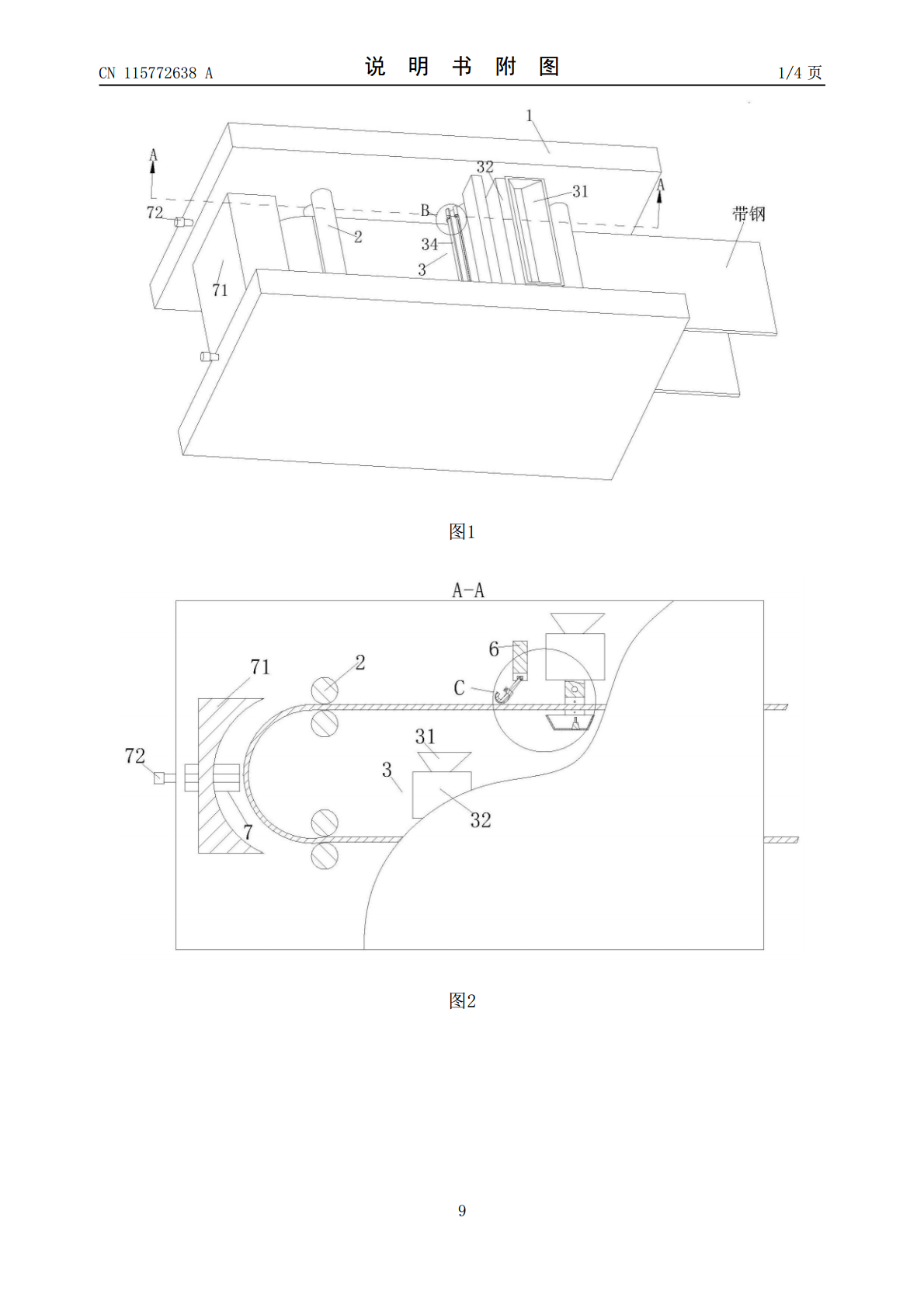
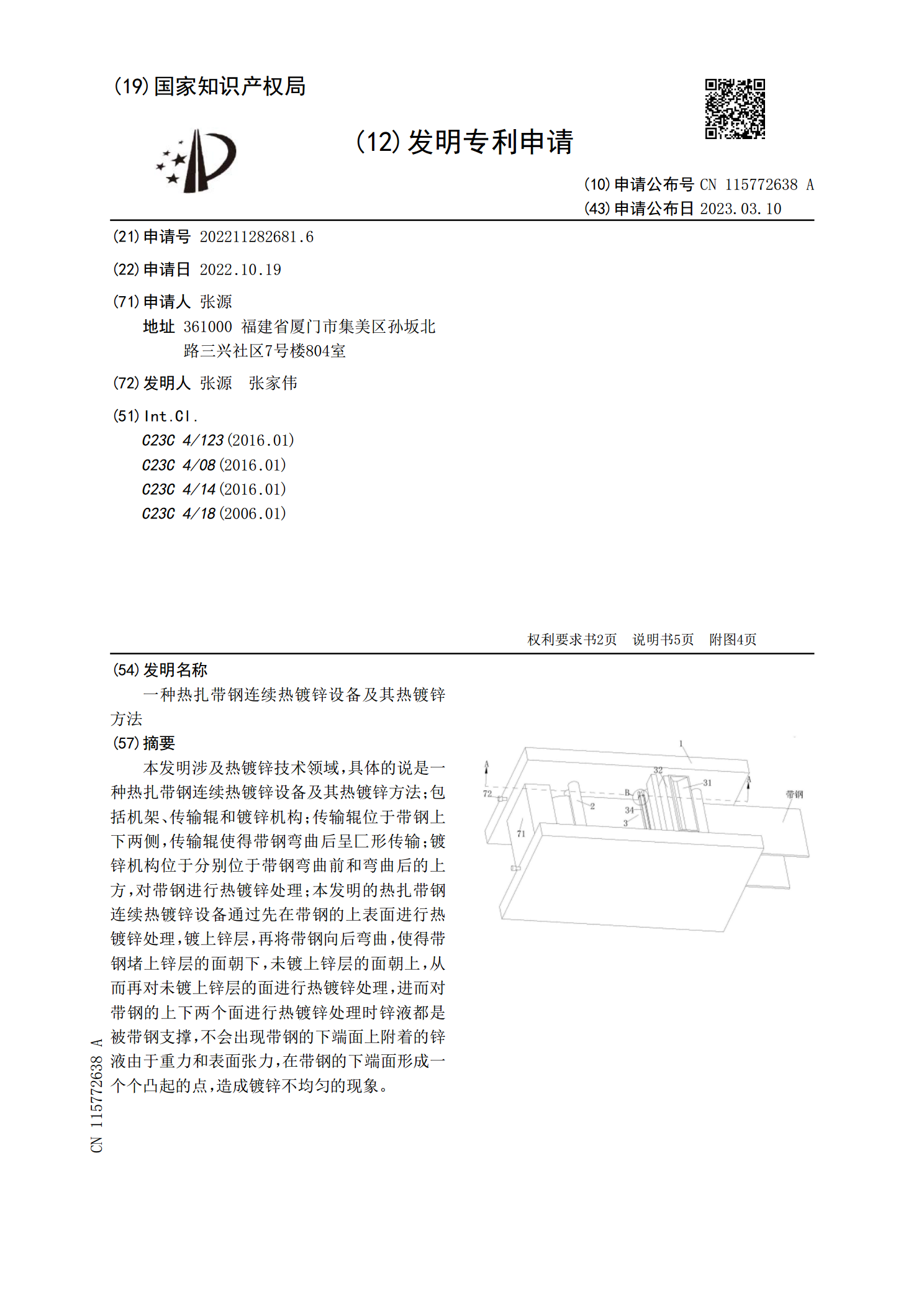
本发明涉及热镀锌技术领域,具体的说是一种热扎带钢连续热镀锌设备及其热镀锌方法;包括机架、传输辊和镀锌机构;传输辊位于带钢上下两侧,传输辊使得带钢弯曲后呈匚形传输;镀锌机构位于分别位于带钢弯曲前和弯曲后的上方,对带钢进行热镀锌处理;本发明的热扎带钢连续热镀锌设备通过先在带钢的上表面进行热镀锌处理,镀上锌层,再将带钢向后弯曲,使得带钢堵上锌层的面朝下,未镀上锌层的面朝上,从而再对未镀上锌层的面进行热镀锌处理,进而对带钢的上下两个面进行热镀锌处理时锌液都是被带钢支撑,不会出现带钢的下端面上附着的锌液由于重力和表

一种热扎带钢连续热镀锌方法.pdf
本发明公开了一种热扎带钢连续热镀锌方法,上述方法在热镀锌设备上完成,所述热镀锌设备包括支撑架,所述支撑架的上方固定连接有工作台,所述工作台的顶部后侧活动安装有第一传动辊,所述第一传动辊的左侧固定安装有第一电机,所述第一传动辊的前侧固定安装有检测箱,所述检测箱的前表面开设有检测箱出口;避免不合格钢卷进入到镀锌池生产出不合格的镀锌产品,方便工作人员查找出镀锌之前工序的误操作,及时止损,避免了因钢卷不合格导致生产成品不合格,同时钢卷在镀锌池内匀速运动,使得钢卷的镀锌层厚度一致,使得整个镀锌层整体结构稳定,附着性
一种热轧带钢连续热镀锌设备.pdf
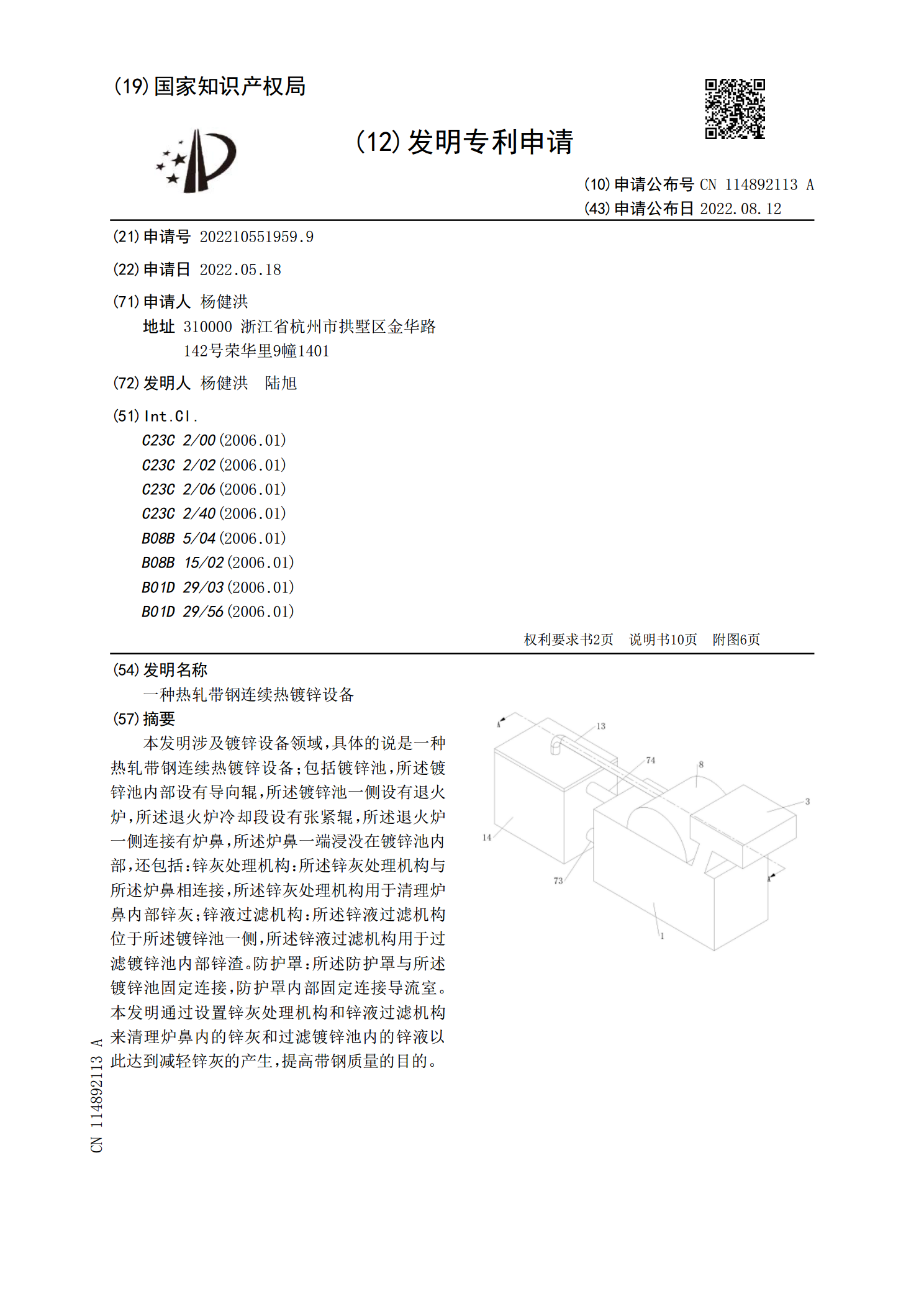
本发明涉及镀锌设备领域,具体的说是一种热轧带钢连续热镀锌设备;包括镀锌池,所述镀锌池内部设有导向辊,所述镀锌池一侧设有退火炉,所述退火炉冷却段设有张紧辊,所述退火炉一侧连接有炉鼻,所述炉鼻一端浸没在镀锌池内部,还包括:锌灰处理机构:所述锌灰处理机构与所述炉鼻相连接,所述锌灰处理机构用于清理炉鼻内部锌灰;锌液过滤机构:所述锌液过滤机构位于所述镀锌池一侧,所述锌液过滤机构用于过滤镀锌池内部锌渣。防护罩:所述防护罩与所述镀锌池固定连接,防护罩内部固定连接导流室。本发明通过设置锌灰处理机构和锌液过滤机构来清理炉鼻

带钢连续热镀锌工艺研究.docx
带钢连续热镀锌工艺研究一、前言热镀锌是一种常见的防腐材料,广泛应用于建筑、车辆、船舶等各个领域。在这些应用领域,带钢是热镀锌的一种重要材料。本文将从带钢热镀锌的工艺流程、热处理工艺和镀层性能三方面进行分析和论述,以期能够更好地了解热镀锌的工艺和特点。二、带钢热镀锌的工艺流程带钢热镀锌的工艺流程主要包括钢材的预处理、热处理、浸镀和加工等工序,其中热处理对于制品的性能和镀层的质量至关重要。(1)预处理带钢的预处理首先需要除去表面的油污和锈蚀,可以采用机械方式、化学处理或电解去除等方法进行。在热镀锌之前,还需要
连续热镀锌装置和连续热镀锌方法.pdf
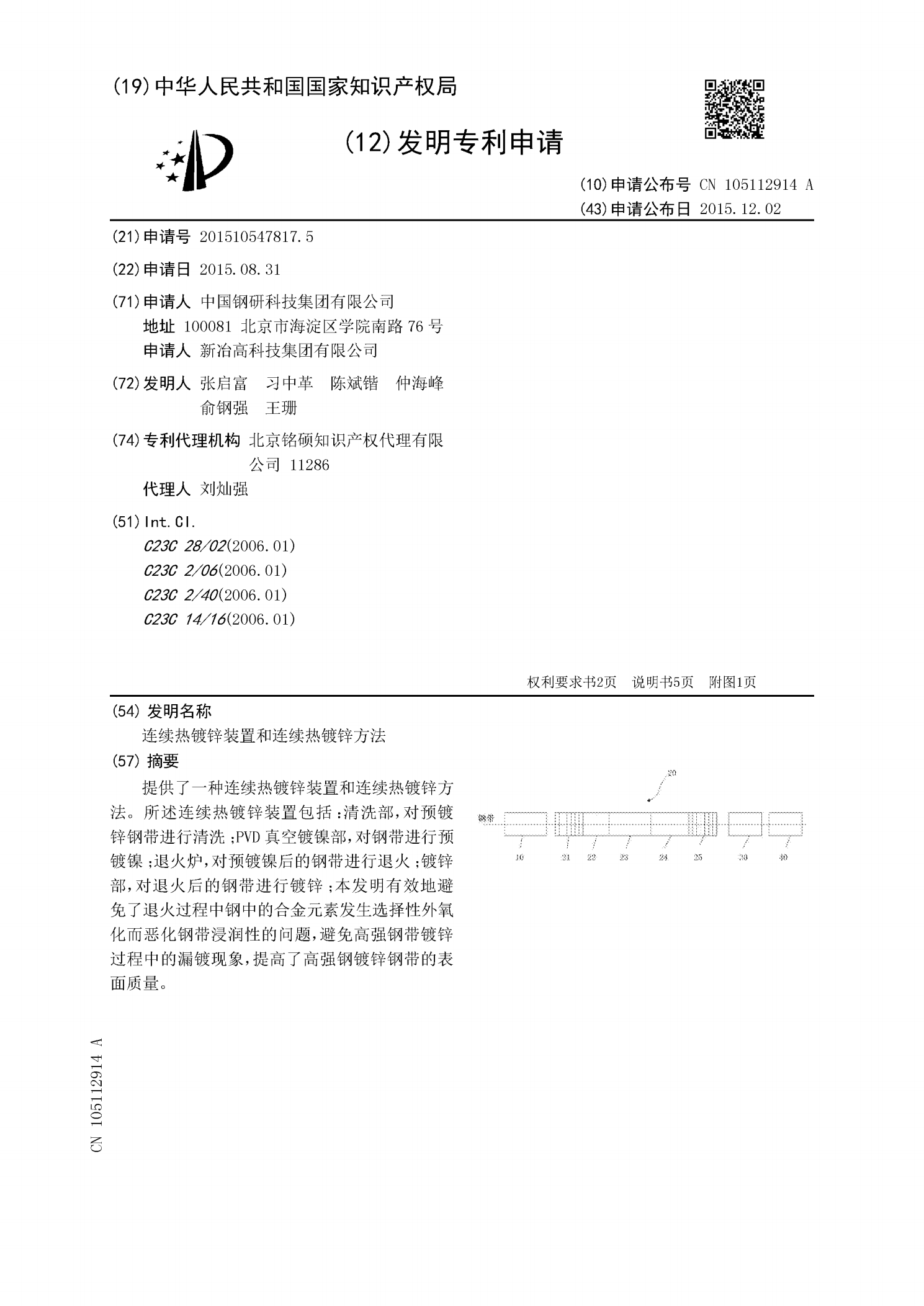
提供了一种连续热镀锌装置和连续热镀锌方法。所述连续热镀锌装置包括:清洗部,对预镀锌钢带进行清洗;PVD真空镀镍部,对钢带进行预镀镍;退火炉,对预镀镍后的钢带进行退火;镀锌部,对退火后的钢带进行镀锌;本发明有效地避免了退火过程中钢中的合金元素发生选择性外氧化而恶化钢带浸润性的问题,避免高强钢带镀锌过程中的漏镀现象,提高了高强钢镀锌钢带的表面质量。