
一种三通铸件的加工工艺.pdf

茂学****23

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种三通铸件的加工工艺.pdf
一种三通铸件的加工工艺,包括以下步骤:(1)预成型:将铸件置于冲床上进行预成型,再采用模具对铸件进行扩口,直至管口平整;(2)退火处理:将预成型的铸件置于退火炉中退火处理10‑12h,保持退火温度为500‑600℃;(3)挤压:将退火后的铸件置于车床中采用冲压头进行挤压;(4)整形:根据三通的尺寸要求设计专用的模具,再对挤压后的铸件进行扁压整形和模具整形;(5)抛光处理:对整形后的铸件进行抛光处理至符合图纸要求,必要时可对铸件表面进行涂保护层;本发明的加工工艺得到的铸件尺寸精度高、表面粗糙度小、内部金属流
一种铸件加工设备及加工工艺.pdf
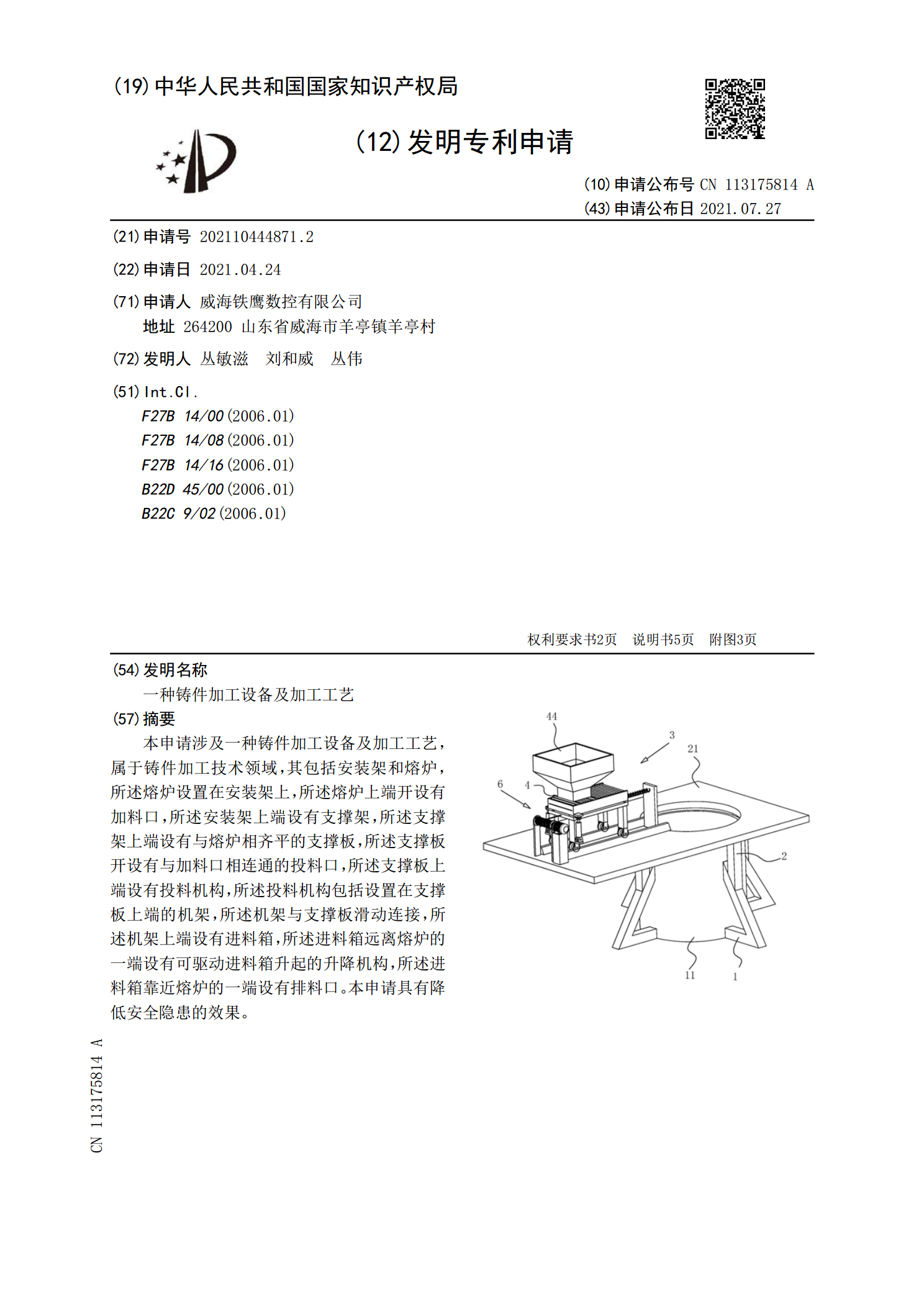
本申请涉及一种铸件加工设备及加工工艺,属于铸件加工技术领域,其包括安装架和熔炉,所述熔炉设置在安装架上,所述熔炉上端开设有加料口,所述安装架上端设有支撑架,所述支撑架上端设有与熔炉相齐平的支撑板,所述支撑板开设有与加料口相连通的投料口,所述支撑板上端设有投料机构,所述投料机构包括设置在支撑板上端的机架,所述机架与支撑板滑动连接,所述机架上端设有进料箱,所述进料箱远离熔炉的一端设有可驱动进料箱升起的升降机构,所述进料箱靠近熔炉的一端设有排料口。本申请具有降低安全隐患的效果。

一种精密铸件加工工艺.pdf
本发明公开了一种精密铸件加工工艺,该工艺为铝合金铸件加工工艺,蜡模制备——制作耐火涂层——放入真空容器——烧制——制作砂型——浇注——化学除油——超声波清洗——碱洗——酸洗——水洗——干燥——抽真空——加压——二次水洗——固化。本发明与现有技术相比的优点在于:能够有效减少铸件上面的小孔,保证出产的铸件次品率降低,提高产量保证经济效益,避免出现加工时因产品质量过低而造成的经济损失。

三通铸件精铸工艺改进.docx
三通铸件精铸工艺改进标题:三通铸件精铸工艺改进摘要:三通铸件是一种常见的复杂铸件,它具有形状复杂、内外壁厚差异大等特点。传统的精铸工艺在生产过程中存在铸件表面质量不高、成本过高等问题。因此,本论文将从优化模具设计、改善熔炼工艺、提高工艺控制等方面论述改进三通铸件精铸工艺的方法和效果。第一章:引言1.1研究背景1.2研究目的和意义第二章:国内外研究现状2.1三通铸件的特点与应用2.2三通铸件精铸工艺研究现状2.3存在的问题第三章:模具设计优化3.1模具结构设计原则3.2模具材料选择和热处理工艺3.3模具表面
一种球形端盖铸件的加工工艺.pdf
本发明公开了一种球形端盖铸件的加工工艺。加工工艺包括以下几个步骤:(1)炉料熔炼;(2)造型;(3)浇注。本发明的加工工艺过程简单,耗时短,节约能源,通过加入精炼剂提高了浇注铁液的精度,减少了铸件表面的缩孔,提高了铸件的精度,通过在固化后的型砂内喷涂耐高温涂料,在浇注时,铁液流动均匀,减少砂眼和气孔。