
一种铸件加工设备及加工工艺.pdf

一吃****成益

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铸件加工设备及加工工艺.pdf
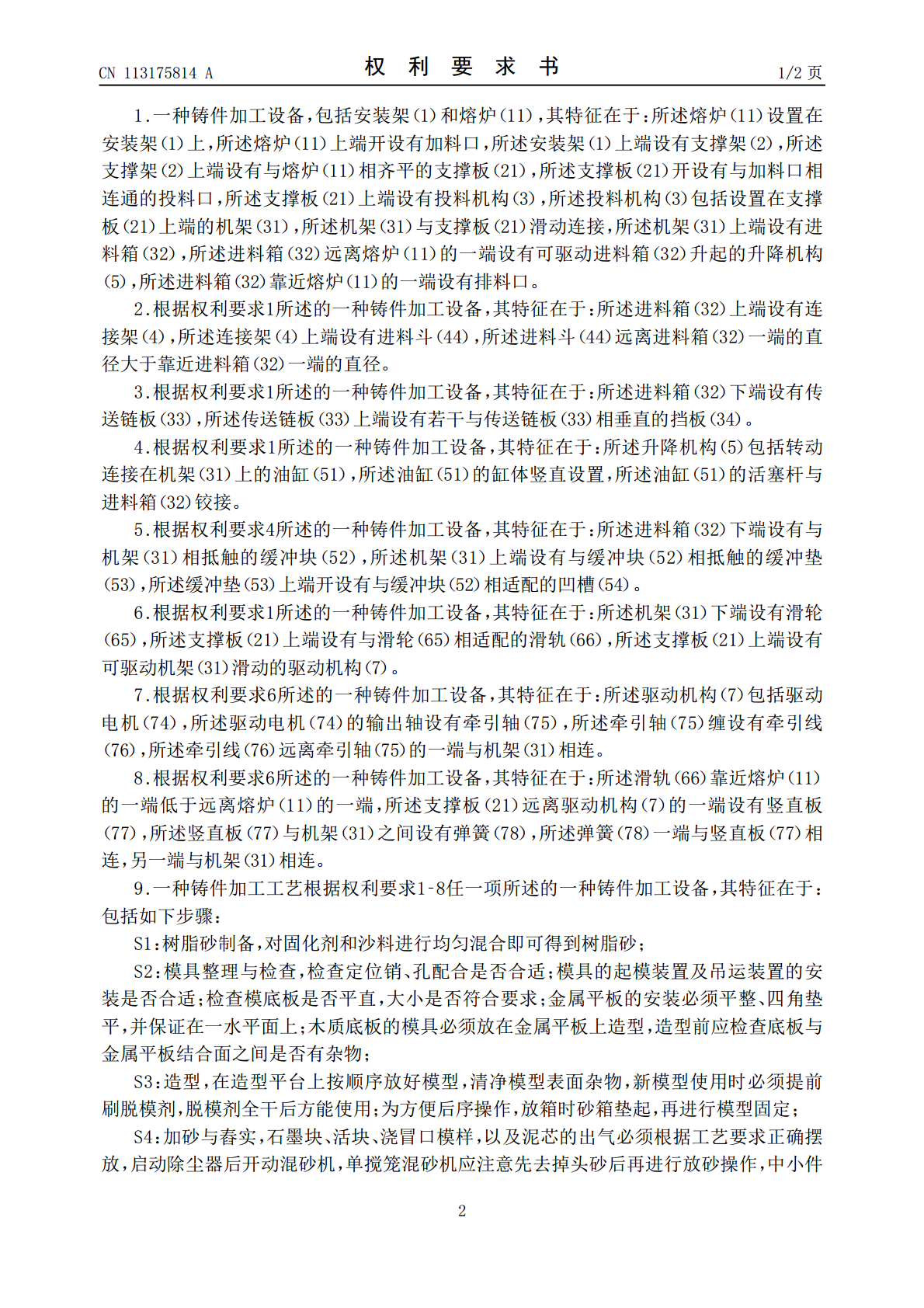
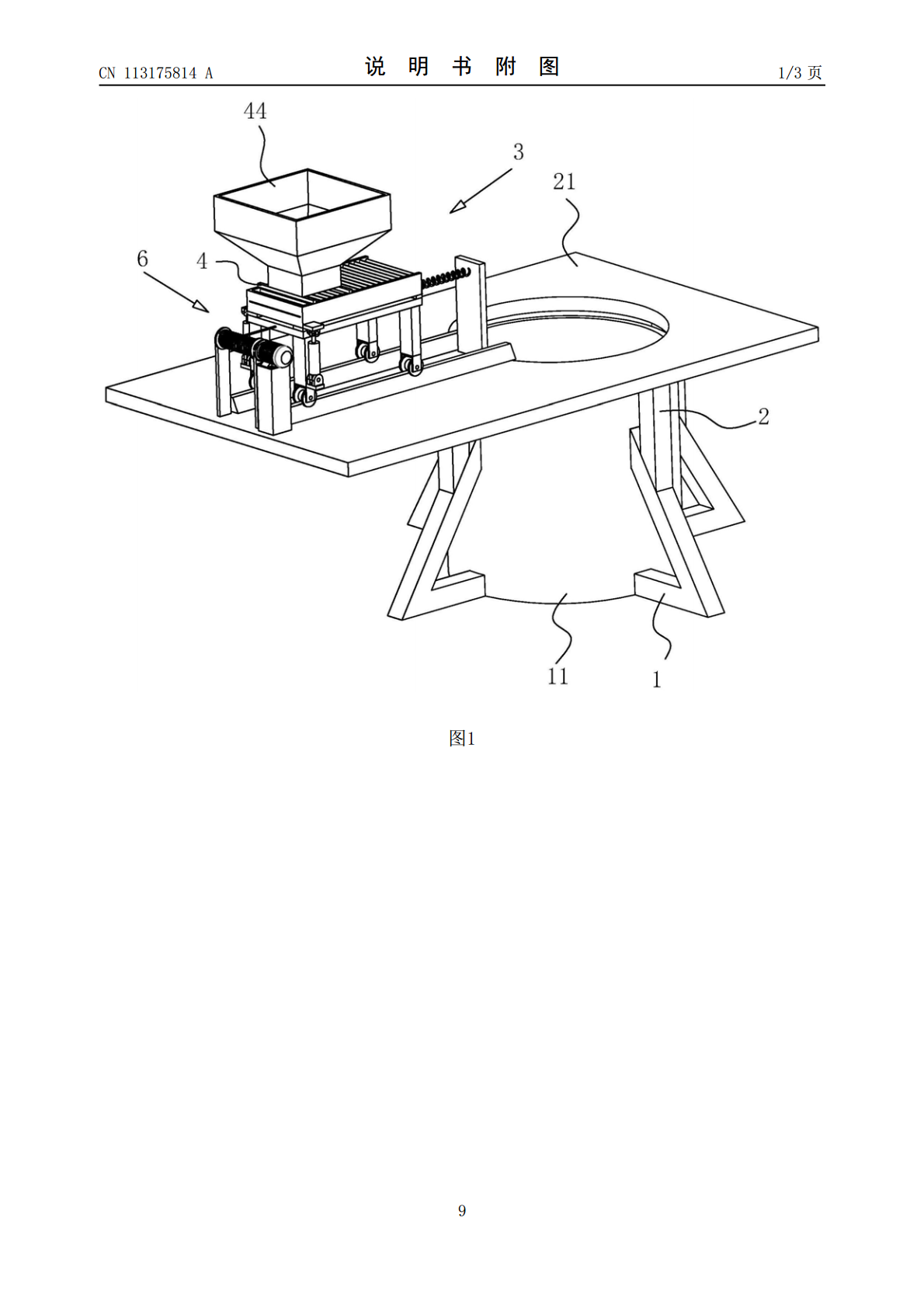
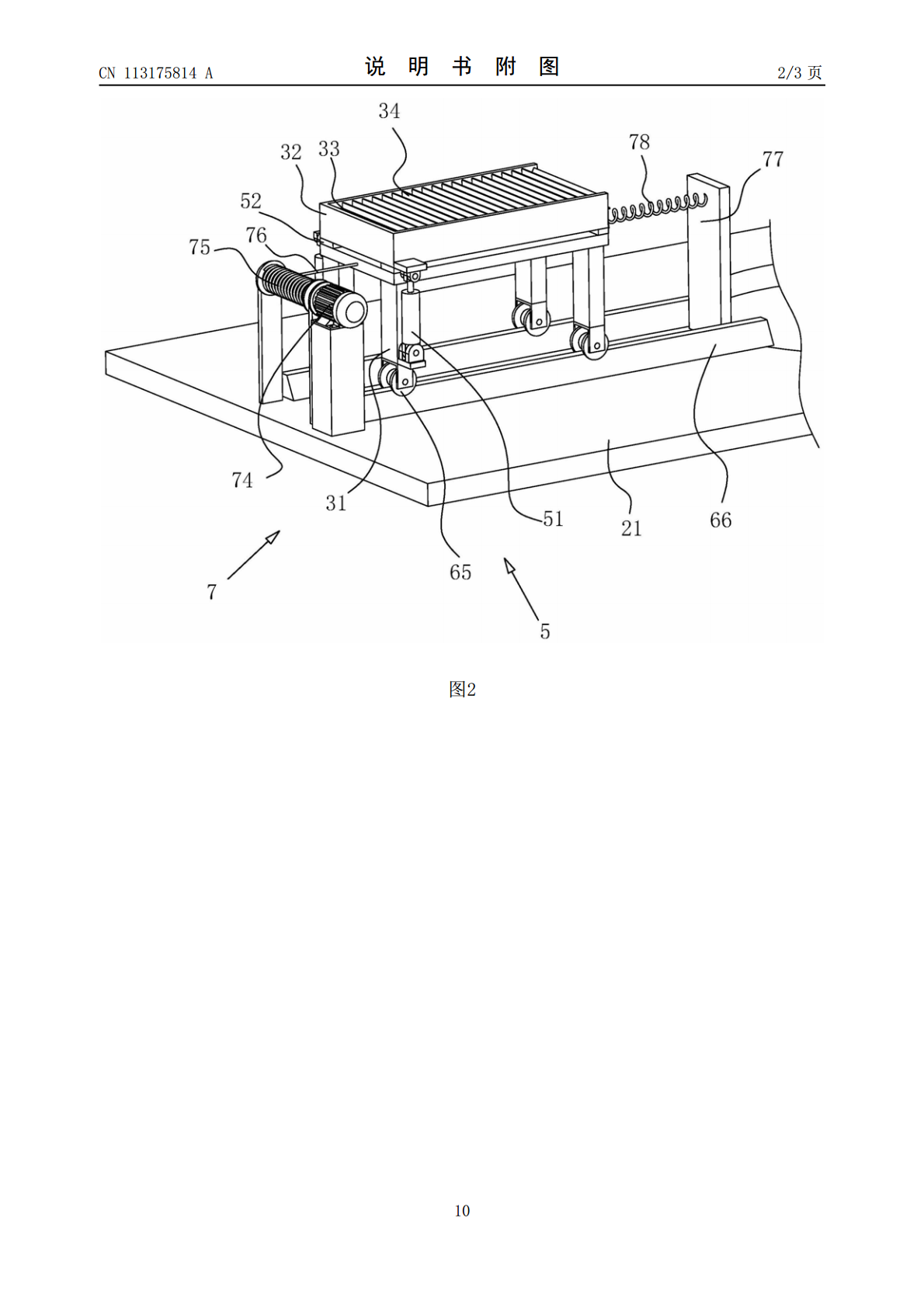
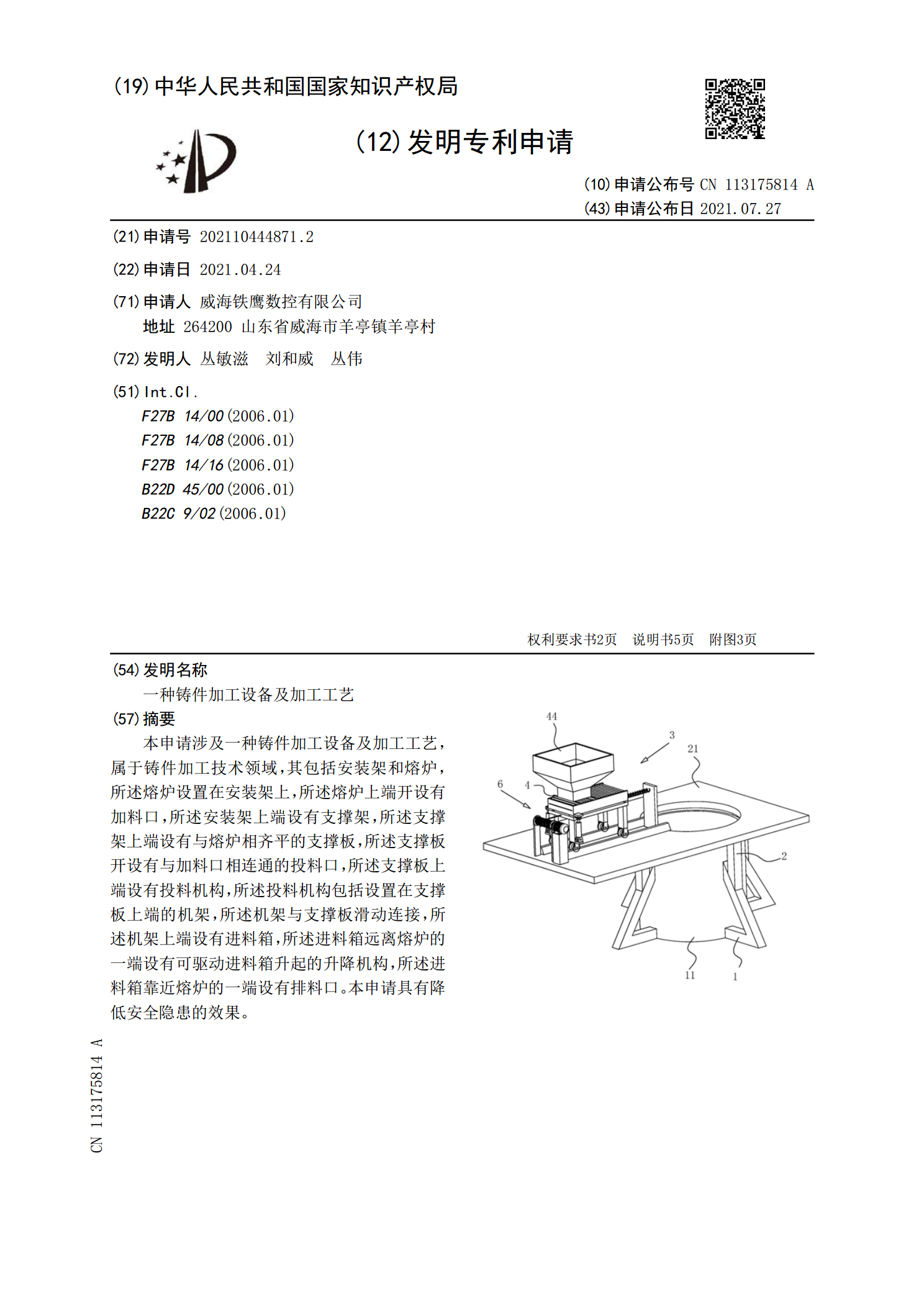
本申请涉及一种铸件加工设备及加工工艺,属于铸件加工技术领域,其包括安装架和熔炉,所述熔炉设置在安装架上,所述熔炉上端开设有加料口,所述安装架上端设有支撑架,所述支撑架上端设有与熔炉相齐平的支撑板,所述支撑板开设有与加料口相连通的投料口,所述支撑板上端设有投料机构,所述投料机构包括设置在支撑板上端的机架,所述机架与支撑板滑动连接,所述机架上端设有进料箱,所述进料箱远离熔炉的一端设有可驱动进料箱升起的升降机构,所述进料箱靠近熔炉的一端设有排料口。本申请具有降低安全隐患的效果。

一种精密铸件加工工艺.pdf
本发明公开了一种精密铸件加工工艺,该工艺为铝合金铸件加工工艺,蜡模制备——制作耐火涂层——放入真空容器——烧制——制作砂型——浇注——化学除油——超声波清洗——碱洗——酸洗——水洗——干燥——抽真空——加压——二次水洗——固化。本发明与现有技术相比的优点在于:能够有效减少铸件上面的小孔,保证出产的铸件次品率降低,提高产量保证经济效益,避免出现加工时因产品质量过低而造成的经济损失。

雷达铸件加工工艺.docx
雷达铸件加工工艺雷达铸件是指通过铸造工艺生产的用于雷达设备的零部件。它们通常由特定合金或金属材料制成,具有较高的强度、耐磨性和导热性能。雷达铸件加工工艺是指生产雷达铸件所采用的加工工艺流程和方法。本论文将介绍雷达铸件加工工艺的基本流程、材料选择、工艺参数优化等内容。一、雷达铸件加工工艺的基本流程雷达铸件加工工艺的基本流程包括铸型准备、熔炼与浇注、冷却回火、加工与检验等步骤。1.铸型准备:在制造雷达铸件之前,需要根据零部件的设计要求制作铸型。铸型可以采用砂型、金属型等不同的材料和制造工艺。在铸型准备过程中,
一种球形铸件机械加工设备及加工方法.pdf
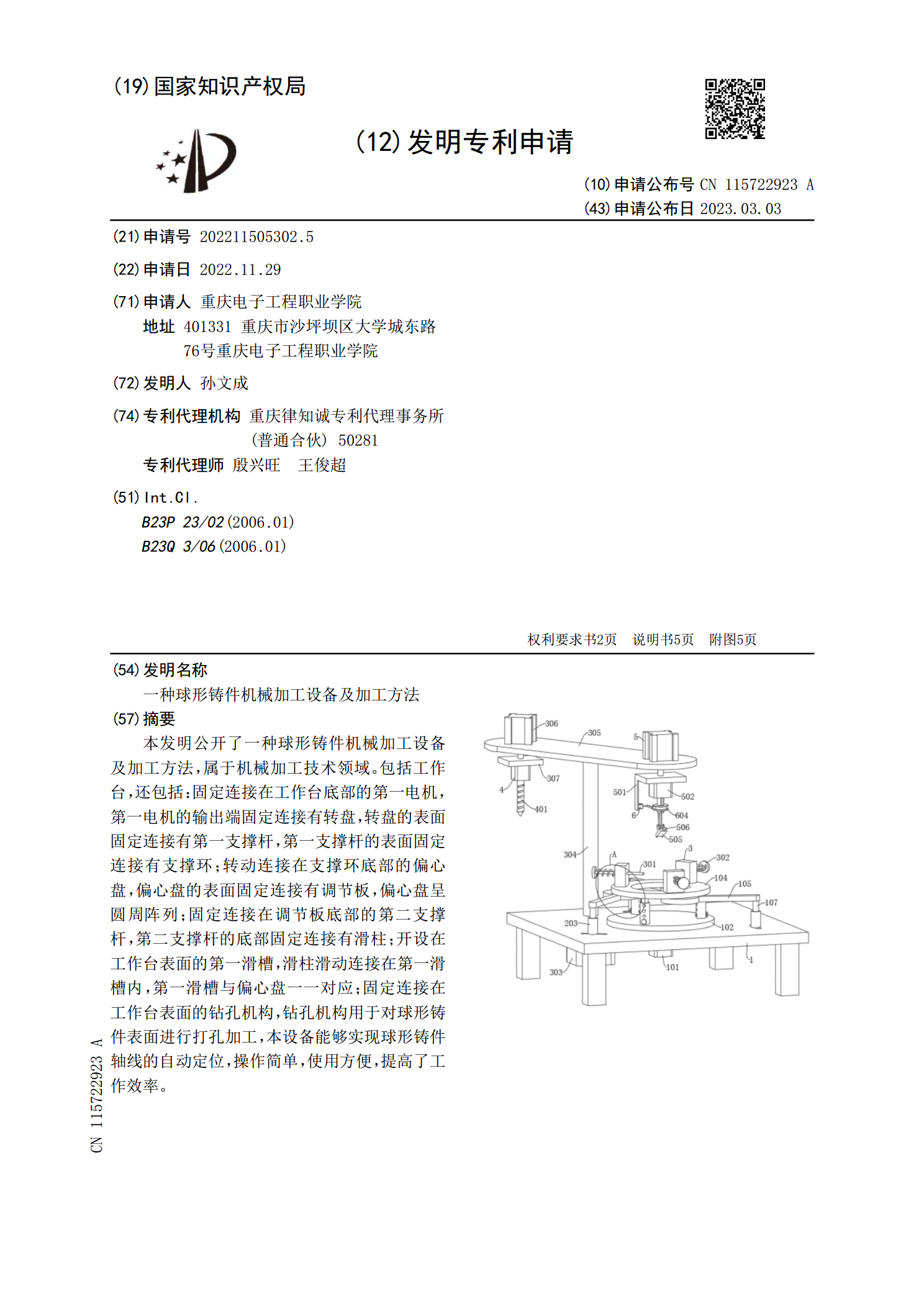
本发明公开了一种球形铸件机械加工设备及加工方法,属于机械加工技术领域。包括工作台,还包括:固定连接在工作台底部的第一电机,第一电机的输出端固定连接有转盘,转盘的表面固定连接有第一支撑杆,第一支撑杆的表面固定连接有支撑环;转动连接在支撑环底部的偏心盘,偏心盘的表面固定连接有调节板,偏心盘呈圆周阵列;固定连接在调节板底部的第二支撑杆,第二支撑杆的底部固定连接有滑柱;开设在工作台表面的第一滑槽,滑柱滑动连接在第一滑槽内,第一滑槽与偏心盘一一对应;固定连接在工作台表面的钻孔机构,钻孔机构用于对球形铸件表面进行打孔

一种双层结构铸件加工工艺.pdf
本发明涉及熔模铸造技术领域,具体为一种双层结构铸件加工工艺,其能够保证产品质量,其包括铸件结构优化、浇注系统优化、制壳工艺优化,所述铸件结构优化步骤如下:(1)零件上开出铸造工艺孔并做出装配定位台阶;(2)制造用于密封铸造工艺孔的盖子,盖子上做出与装配定位台阶配合并留有焊接坡口;(3)将盖子装配到铸造工艺孔上并焊接;(4)对焊接坡口处凸起位置进行修整;所述浇注系统优化为将组数浇道设计为一体专用浇道;所述制壳工艺优化步骤如下:(1)孔内灌砂;(2)使用硅酸乙酯‑莫来粉修补料封孔;(3)将模壳干燥。