
一种精密铸件加工工艺.pdf

婀娜****aj

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种精密铸件加工工艺.pdf
本发明公开了一种精密铸件加工工艺,该工艺为铝合金铸件加工工艺,蜡模制备——制作耐火涂层——放入真空容器——烧制——制作砂型——浇注——化学除油——超声波清洗——碱洗——酸洗——水洗——干燥——抽真空——加压——二次水洗——固化。本发明与现有技术相比的优点在于:能够有效减少铸件上面的小孔,保证出产的铸件次品率降低,提高产量保证经济效益,避免出现加工时因产品质量过低而造成的经济损失。
一种精密铸件生产工艺.pdf
本发明公开了一种精密铸件生产工艺,具体步骤:根据工件的设计尺寸制作相应模型;将新砂、旧砂、树脂以及固化剂充分混碾得到树脂砂;使用所述模型和所述树脂砂进行填砂舂实、起模修型、刷涂料、制砂芯、下芯合型步骤,得到树脂砂型;将铁矿石、废钢、回炉铁、硅铁、锰铁放入1500℃的熔炉中制得铁液,铁液经过球化孕育得到浇注液,将浇注液注入树脂砂型,得到铸件,最近对铸件进行热处理。本工艺通过控制浇注液的元素成分,优化铸件的内部组织成分,通过球化剂和孕育剂的成分控制,可以使得铸件球化率提高,石墨球数量增多,提高铸件的机械性能,
铸件的精密铸造工艺.pdf
本发明提供一种铸件的精密铸造工艺,采用分段升温焙烧方式对步骤(四)的壳模进行焙烧,在焙烧中:首先在550度以前升温速度控制在120度/小时,其次,在550度保温1小时,然后,全速升温到1050度,且保持1050度半个小时,最后出炉冷却;本发明结合了精密铸造与砂铸工艺的各自优点,采用分段升温焙烧方式,形成高强度的壳模,达到铸造大铸件的强度要求。

铸件的精密铸造工艺.pdf
本发明提供一种铸件的精密铸造工艺,在蜡模表面涂设第一面层,在蜡模表面浸涂用锆粉与硅溶胶粘结剂配制浆液,该浆液的粘度值在35~40秒;用120目的锆砂在经过浸涂浆液的蜡模表面进行人工浮砂,浮砂后应清理所述铁片刃上的残留浆液和锆砂;本发明结合了精密铸造与砂铸工艺的各自优点,实现了大铸件的精密铸造技术,本发明的壳模通过多次特殊配制的浆液浸粘与人工浮砂,并采用分段升温焙烧方式,形成高强度的壳模,达到铸造大铸件的强度要求。
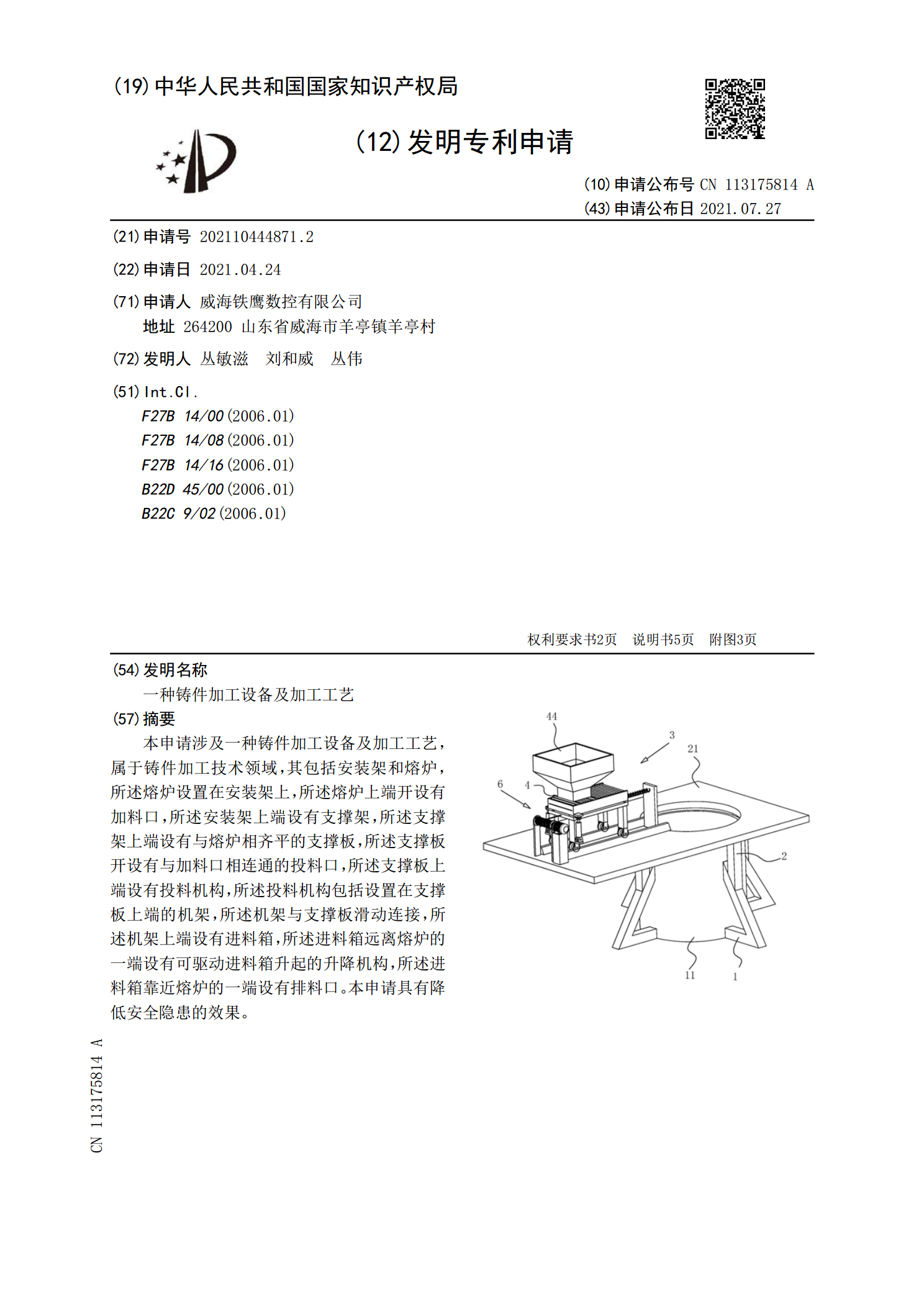
一种铸件加工设备及加工工艺.pdf
本申请涉及一种铸件加工设备及加工工艺,属于铸件加工技术领域,其包括安装架和熔炉,所述熔炉设置在安装架上,所述熔炉上端开设有加料口,所述安装架上端设有支撑架,所述支撑架上端设有与熔炉相齐平的支撑板,所述支撑板开设有与加料口相连通的投料口,所述支撑板上端设有投料机构,所述投料机构包括设置在支撑板上端的机架,所述机架与支撑板滑动连接,所述机架上端设有进料箱,所述进料箱远离熔炉的一端设有可驱动进料箱升起的升降机构,所述进料箱靠近熔炉的一端设有排料口。本申请具有降低安全隐患的效果。