
真空铸造设备及方法.pdf

猫巷****松臣

1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

真空铸造设备及方法.pdf
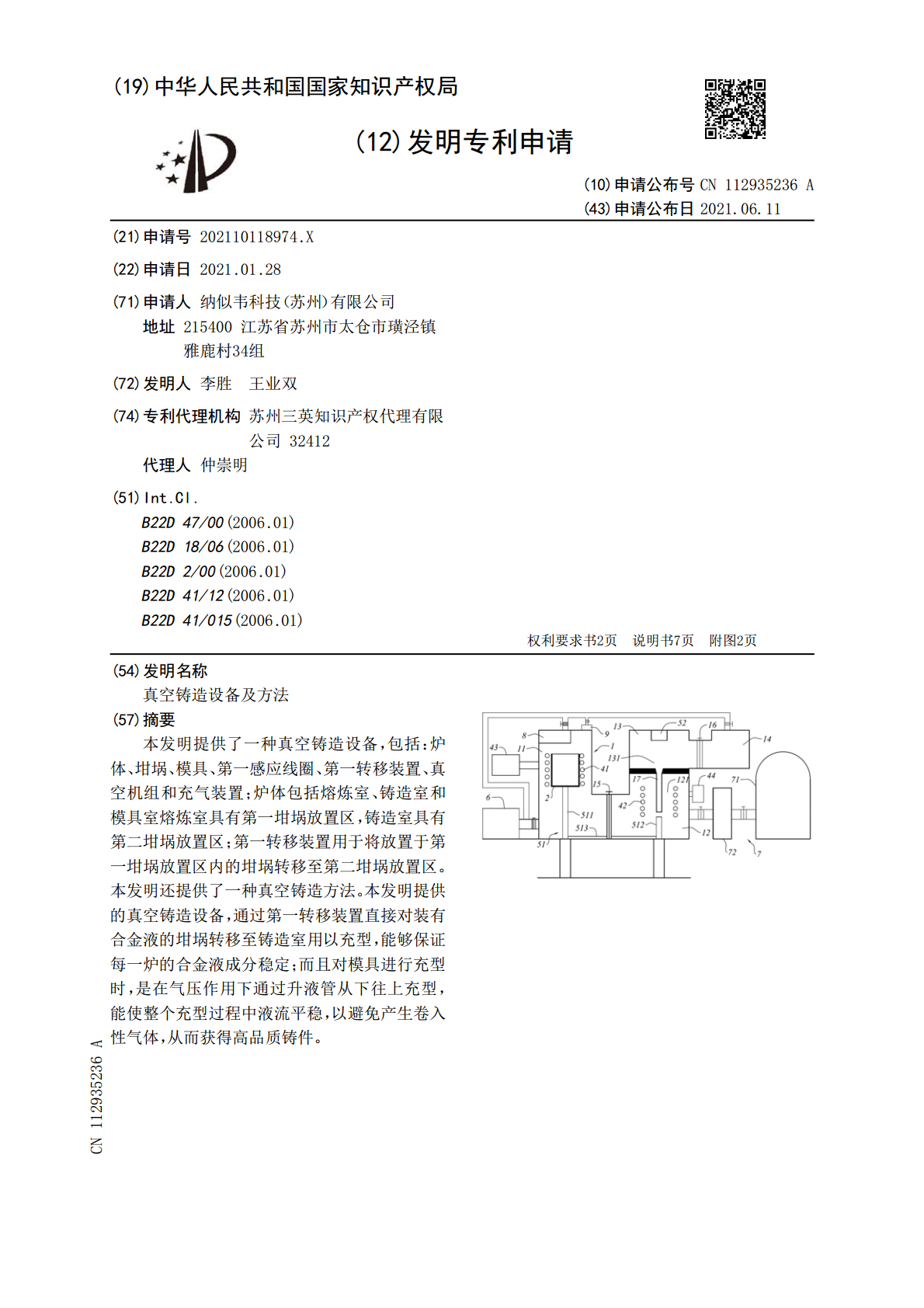
本发明提供了一种真空铸造设备,包括:炉体、坩埚、模具、第一感应线圈、第一转移装置、真空机组和充气装置;炉体包括熔炼室、铸造室和模具室熔炼室具有第一坩埚放置区,铸造室具有第二坩埚放置区;第一转移装置用于将放置于第一坩埚放置区内的坩埚转移至第二坩埚放置区。本发明还提供了一种真空铸造方法。本发明提供的真空铸造设备,通过第一转移装置直接对装有合金液的坩埚转移至铸造室用以充型,能够保证每一炉的合金液成分稳定;而且对模具进行充型时,是在气压作用下通过升液管从下往上充型,能使整个充型过程中液流平稳,以避免产生卷入性气体
真空感应离心铸造设备及铸造钛合金铸件的方法.pdf
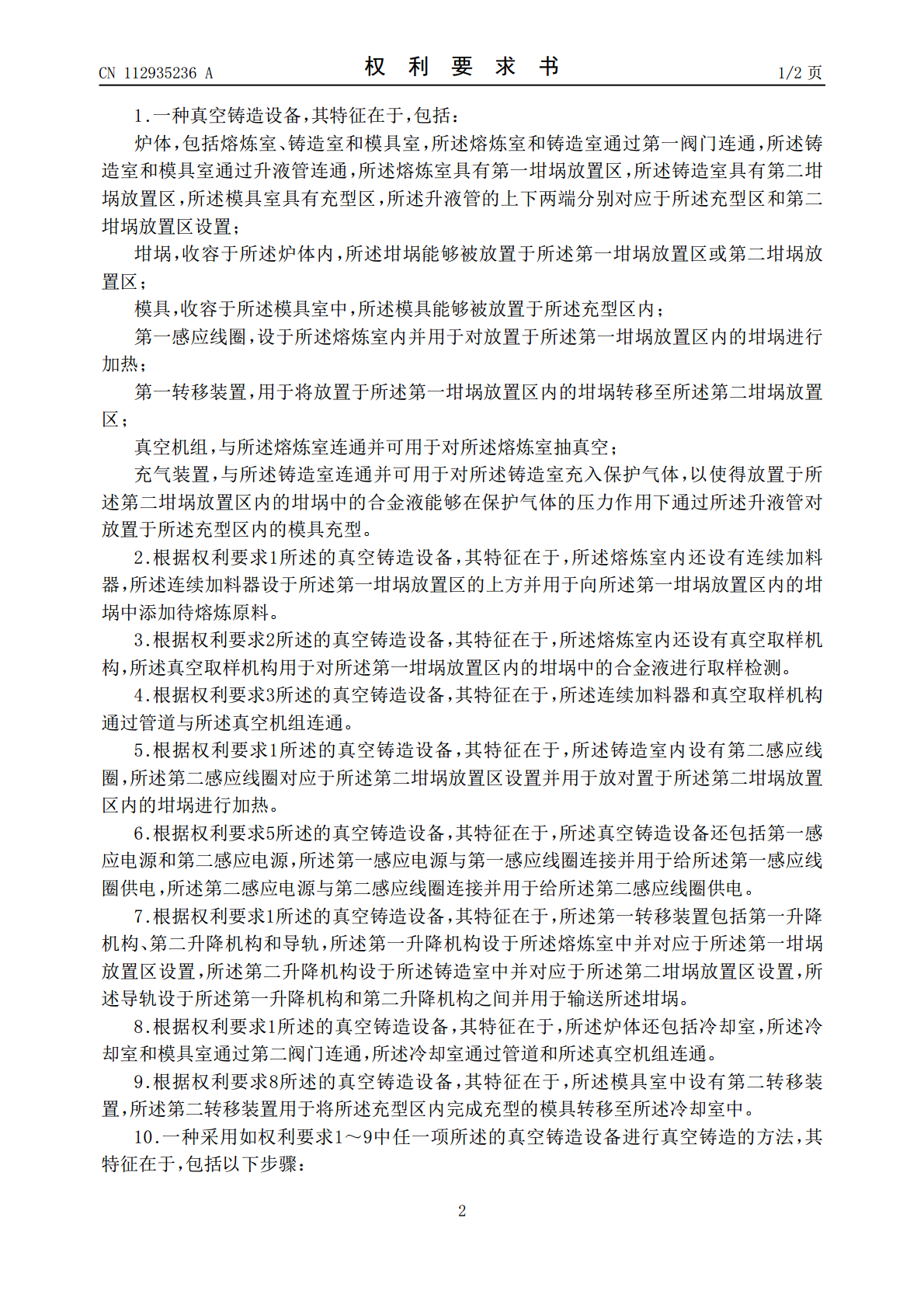
本发明公开的真空感应离心铸造设备,包括有炉体,炉体的上端设置有炉盖,炉体内对称设置有熔炼腔和离心浇注腔,熔炼腔内设置有熔炼装置,离心浇注腔内设有离心加热浇注装置,熔炼腔与离心浇注腔的上部与炉盖之间设置有熔炼装置的翻转空间。本发明还公开了利用上述真空感应离心铸造设备铸造钛合金铸件的方法,将钛合金于坩埚中熔炼成为金属液后,通过翻转坩埚使得金属液注入旋转的浇注内胆中,浇注内胆外还设置有加热和保温装置,最终铸造得到薄壁钛合金铸件。本发明的真空离心铸造的真空感应炉能够铸造出表面无缺陷的薄壁金属零件。
真空精密铸造炉、真空精密铸造炉的测温装置及测温方法.pdf
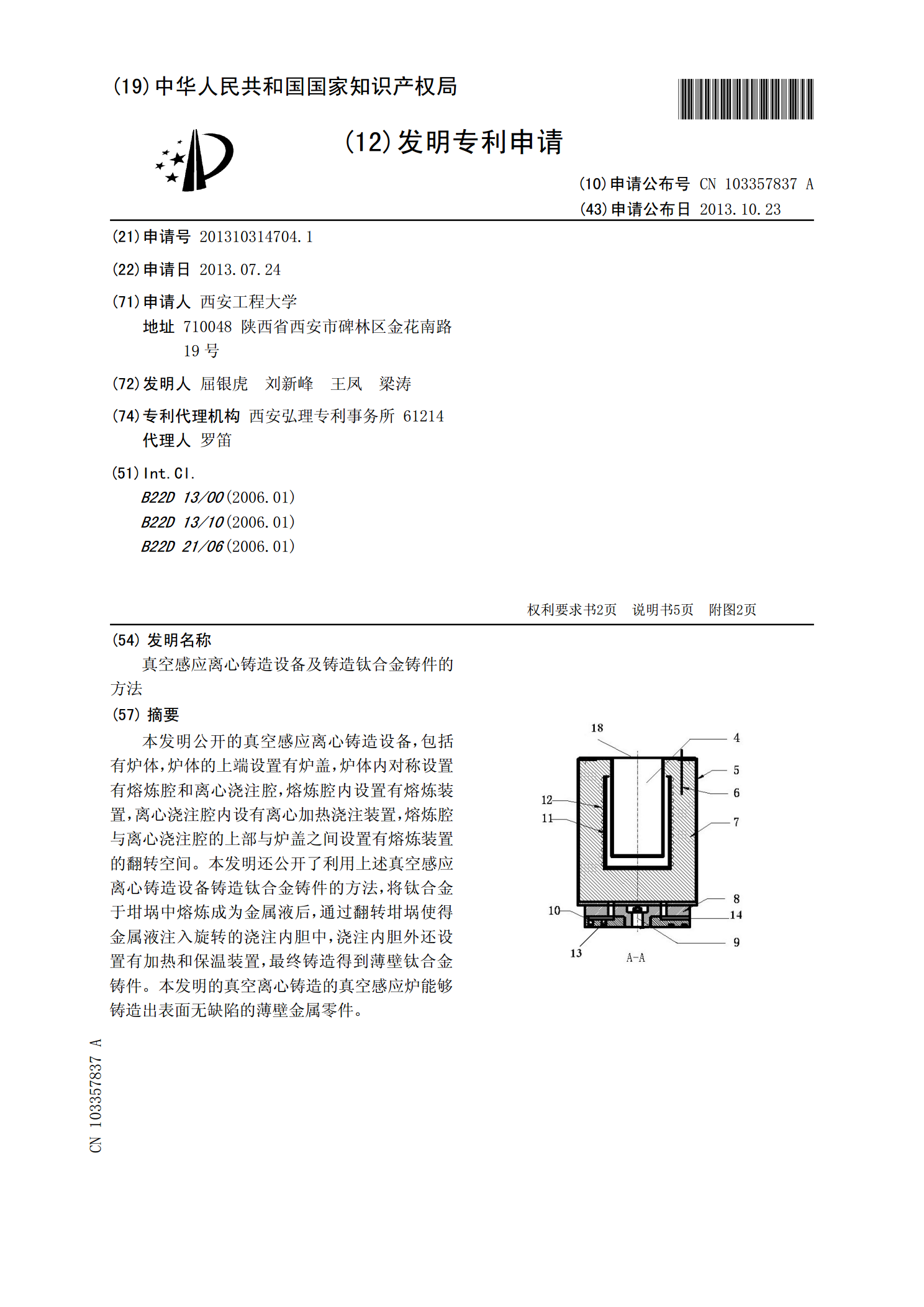
本发明涉及铸造炉,特别涉及一种真空精密铸造炉、真空精密铸造炉的测温装置及测温方法,该真空精密铸造炉包括:置于真空精密铸造炉的铸锭室的顶部的通道,沿竖直方向、置于通道内的导杆、与导杆连接的驱动机构、设置于导杆底端的测温热电偶、设置于铸锭室上方的光学温度计;还包括:分别与驱动机构、测温热电偶和光学温度计通讯连接的主控设备,主控设备实时获取测温热电偶测得的第一温度值T
真空铸造锆板坯的方法.pdf
一种生产锆板坯的方法,包括以下工序步骤:A、用海绵锆制成柱体状锆电极;B、将柱状锆电极置入真空自耗凝壳炉腔内;C、将铸造锆板坯的模具固定设置在位于炉腔内并能高速旋转的模体底座上,并使其浇铸口与设置在该炉腔内的盛液用坩锅的液体流出口相对应;D、封闭炉腔,并使炉腔内真空度≤0.3pa;接通电源,使锆电极与坩埚底垫起弧,并使两者间熔炼电流达16~22KA、熔炼电压达34~40V,使锆电极熔化成液体,并积于坩埚内。E、使模体底座带动模具高速旋转,同时将坩锅内的液体注入该模具腔内离心浇铸;F、将浇铸后的锆板坯随模自

一种真空铸造设备.pdf
本发明公开了一种真空铸造设备。该设备包括真空炉体、真空泵和坩埚浇口杯,真空泵通过管路与真空炉体连接,真空炉体底面设置有多个转盘,转盘设置有驱动转盘转动的驱动机构,转盘上固接有模具,模具上方设置有与模具位置对应的导轨,导轨与真空炉体固接,导轨通过设置在导轨表面的前滑轮和后滑轮滑动连接坩埚浇口杯,前滑轮通过固定架与坩埚浇口杯连接,后滑轮通过顶起机构与坩埚浇口杯连接,顶起机构改变坩埚浇口杯的倾斜角度,导轨设置有驱动坩埚浇口杯滑动的滑动机构。本发明可以一次浇筑多个铸造模具,提高了铸造效率,节省了成本,并且原料在模