
真空感应离心铸造设备及铸造钛合金铸件的方法.pdf

努力****绮亦

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
真空感应离心铸造设备及铸造钛合金铸件的方法.pdf
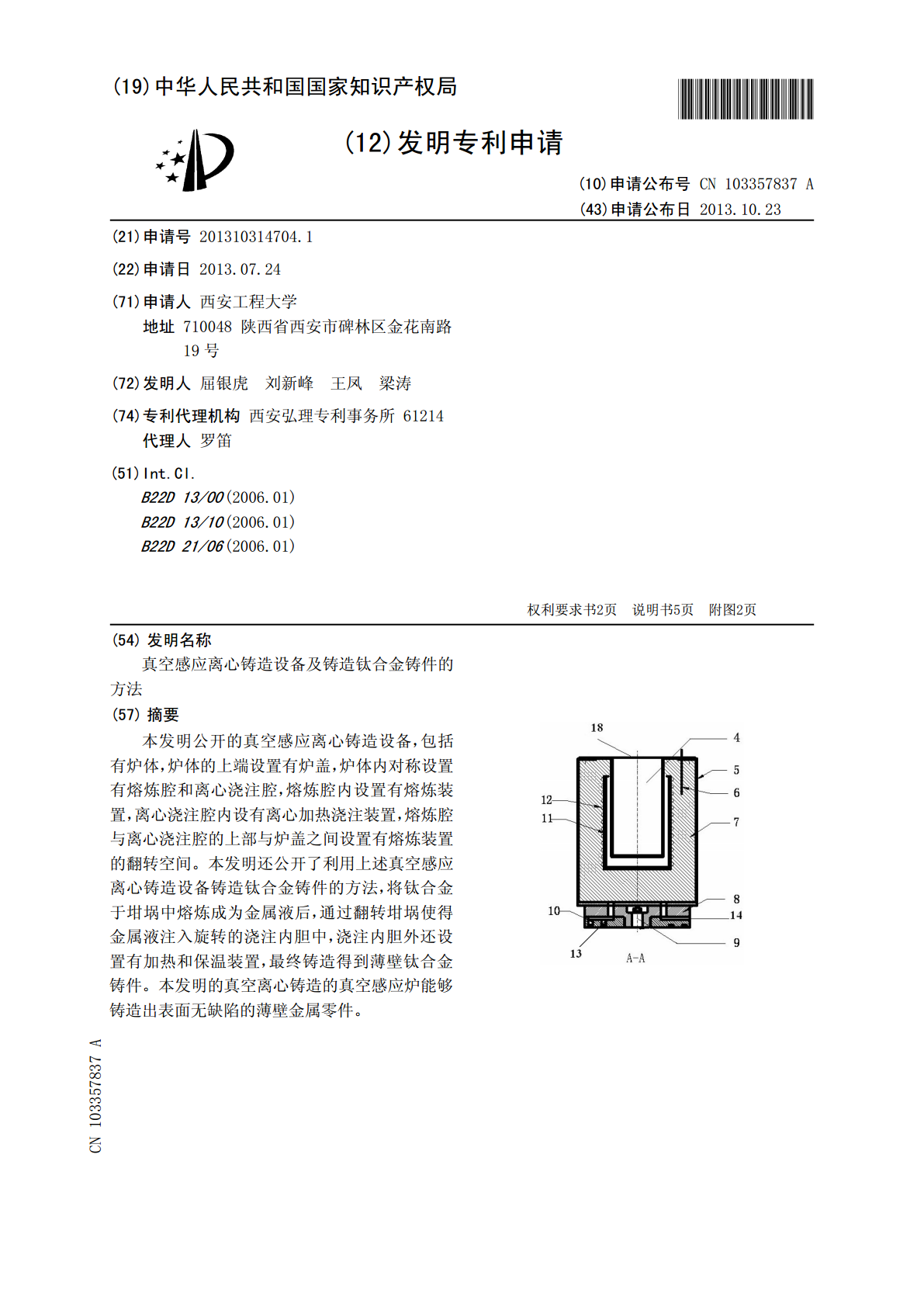
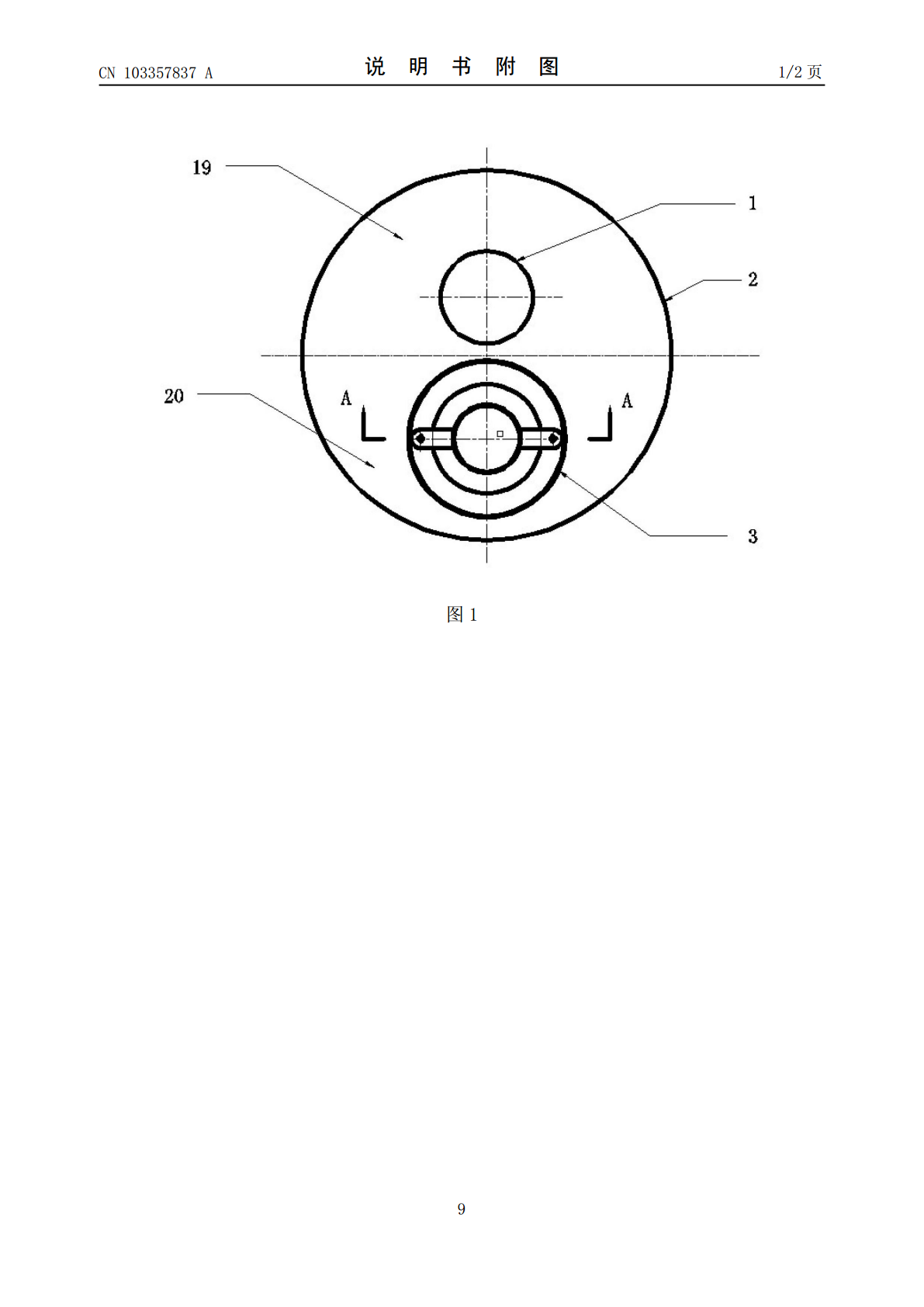
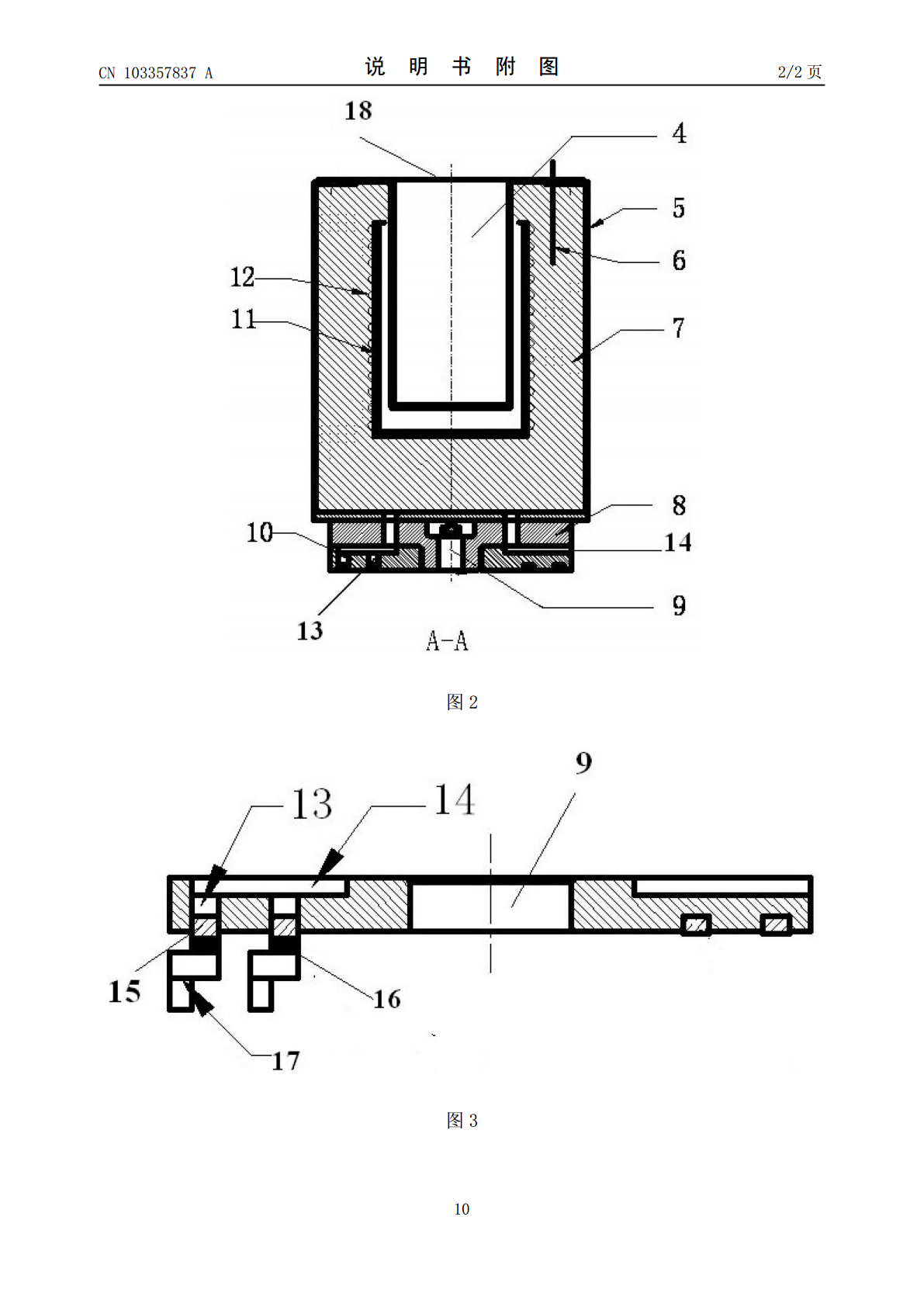
本发明公开的真空感应离心铸造设备,包括有炉体,炉体的上端设置有炉盖,炉体内对称设置有熔炼腔和离心浇注腔,熔炼腔内设置有熔炼装置,离心浇注腔内设有离心加热浇注装置,熔炼腔与离心浇注腔的上部与炉盖之间设置有熔炼装置的翻转空间。本发明还公开了利用上述真空感应离心铸造设备铸造钛合金铸件的方法,将钛合金于坩埚中熔炼成为金属液后,通过翻转坩埚使得金属液注入旋转的浇注内胆中,浇注内胆外还设置有加热和保温装置,最终铸造得到薄壁钛合金铸件。本发明的真空离心铸造的真空感应炉能够铸造出表面无缺陷的薄壁金属零件。
薄壁铸件铸造用真空感应炉及铸造薄壁钛合金铸件的方法.pdf
本发明公开的薄壁铸件铸造用真空感应炉,包括有真空感应炉壳体,真空感应炉壳体上端设置有真空炉上盖,真空感应炉壳体内对称设置有熔炼腔和浇注腔,熔炼腔内设置有熔炼装置,浇注腔内设有加热浇注装置,熔炼腔和浇注腔的上部与真空炉上盖之间设置有熔炼装置的翻转空间,真空感应炉壳体外还设置有无线热电偶温度变送器。本发明还公开了上述真空感应炉铸造薄壁钛合金铸件的方法,先将钛合金固体于坩埚中,采用真空感应原理熔炼成为金属液后,通过翻转机构坩埚使得金属液注入浇注内胆中,浇注内胆外设置有加热和保温装置,最终铸造得到薄壁钛合金铸件。
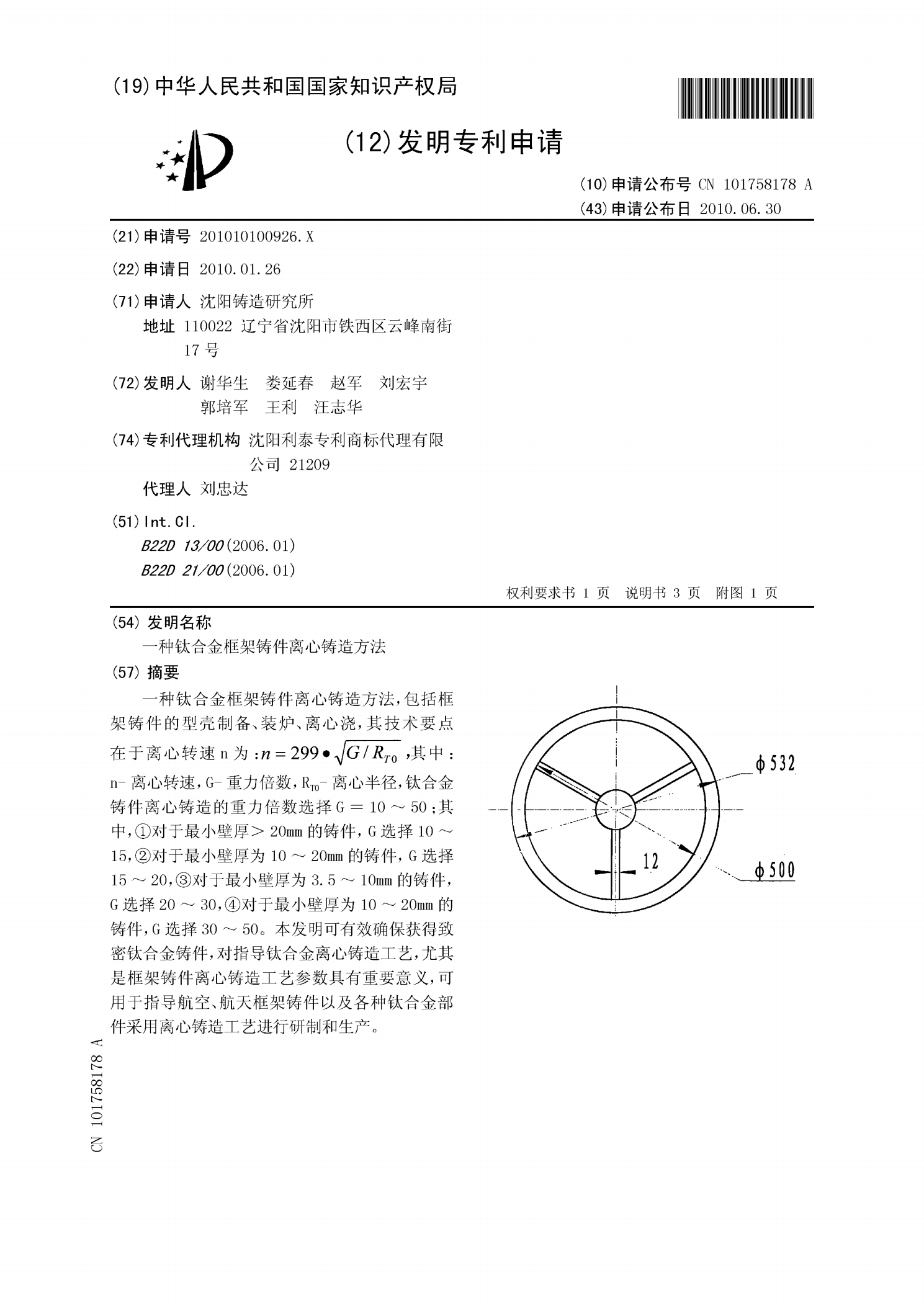
一种钛合金框架铸件离心铸造方法.pdf
一种钛合金框架铸件离心铸造方法,包括框架铸件的型壳制备、装炉、离心浇,其技术要点在于离心转速n为:其中:n-离心转速,G-重力倍数,RT0-离心半径,钛合金铸件离心铸造的重力倍数选择G=10~50;其中,①对于最小壁厚>20mm的铸件,G选择10~15,②对于最小壁厚为10~20mm的铸件,G选择15~20,③对于最小壁厚为3.5~10mm的铸件,G选择20~30,④对于最小壁厚为10~20mm的铸件,G选择30~50。本发明可有效确保获得致密钛合金铸件,对指导钛合金离心铸造工艺,尤其是框架铸件离心铸造工
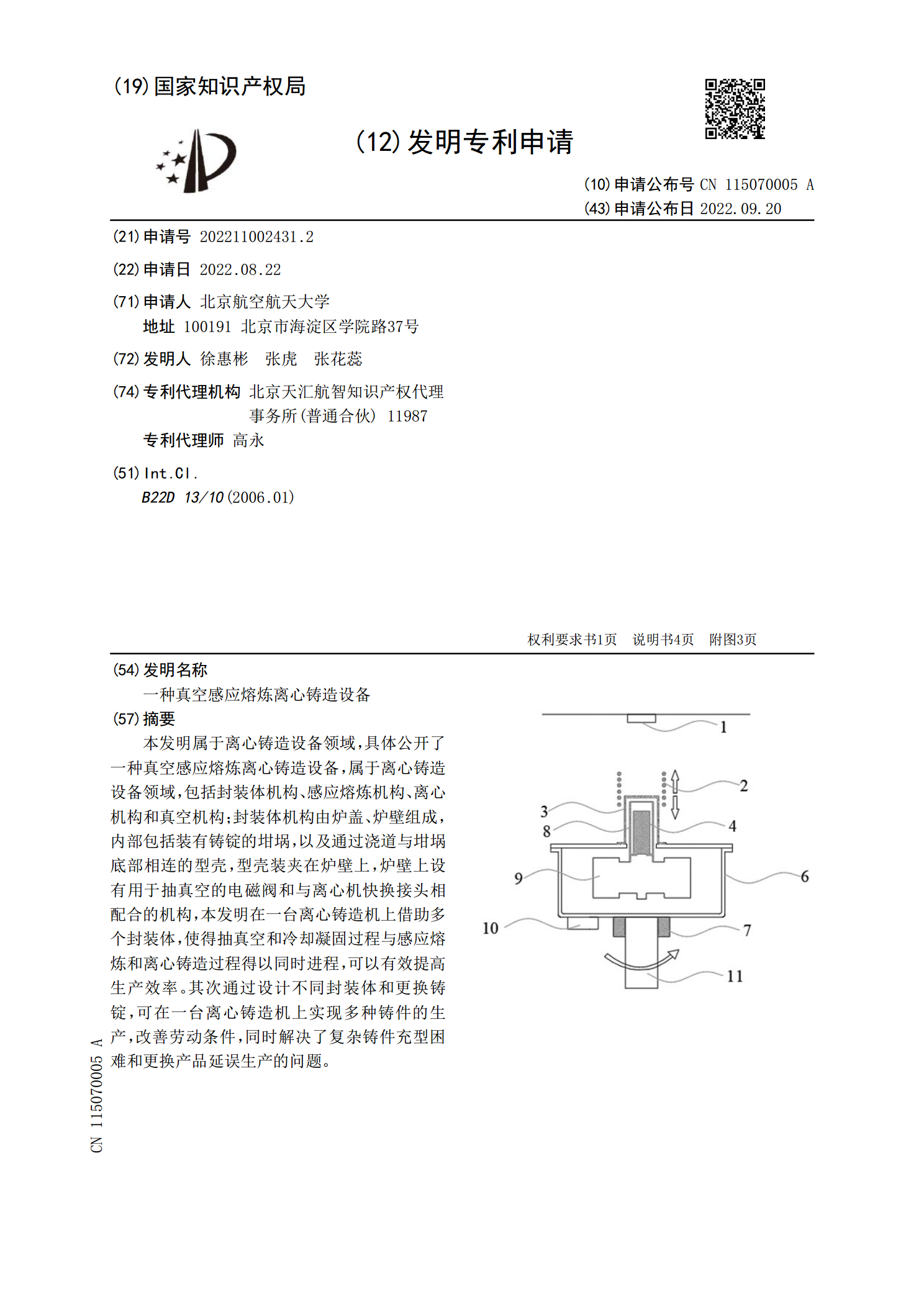
一种真空感应熔炼离心铸造设备.pdf
本发明属于离心铸造设备领域,具体公开了一种真空感应熔炼离心铸造设备,属于离心铸造设备领域,包括封装体机构、感应熔炼机构、离心机构和真空机构;封装体机构由炉盖、炉壁组成,内部包括装有铸锭的坩埚,以及通过浇道与坩埚底部相连的型壳,型壳装夹在炉壁上,炉壁上设有用于抽真空的电磁阀和与离心机快换接头相配合的机构,本发明在一台离心铸造机上借助多个封装体,使得抽真空和冷却凝固过程与感应熔炼和离心铸造过程得以同时进程,可以有效提高生产效率。其次通过设计不同封装体和更换铸锭,可在一台离心铸造机上实现多种铸件的生产,改善劳动
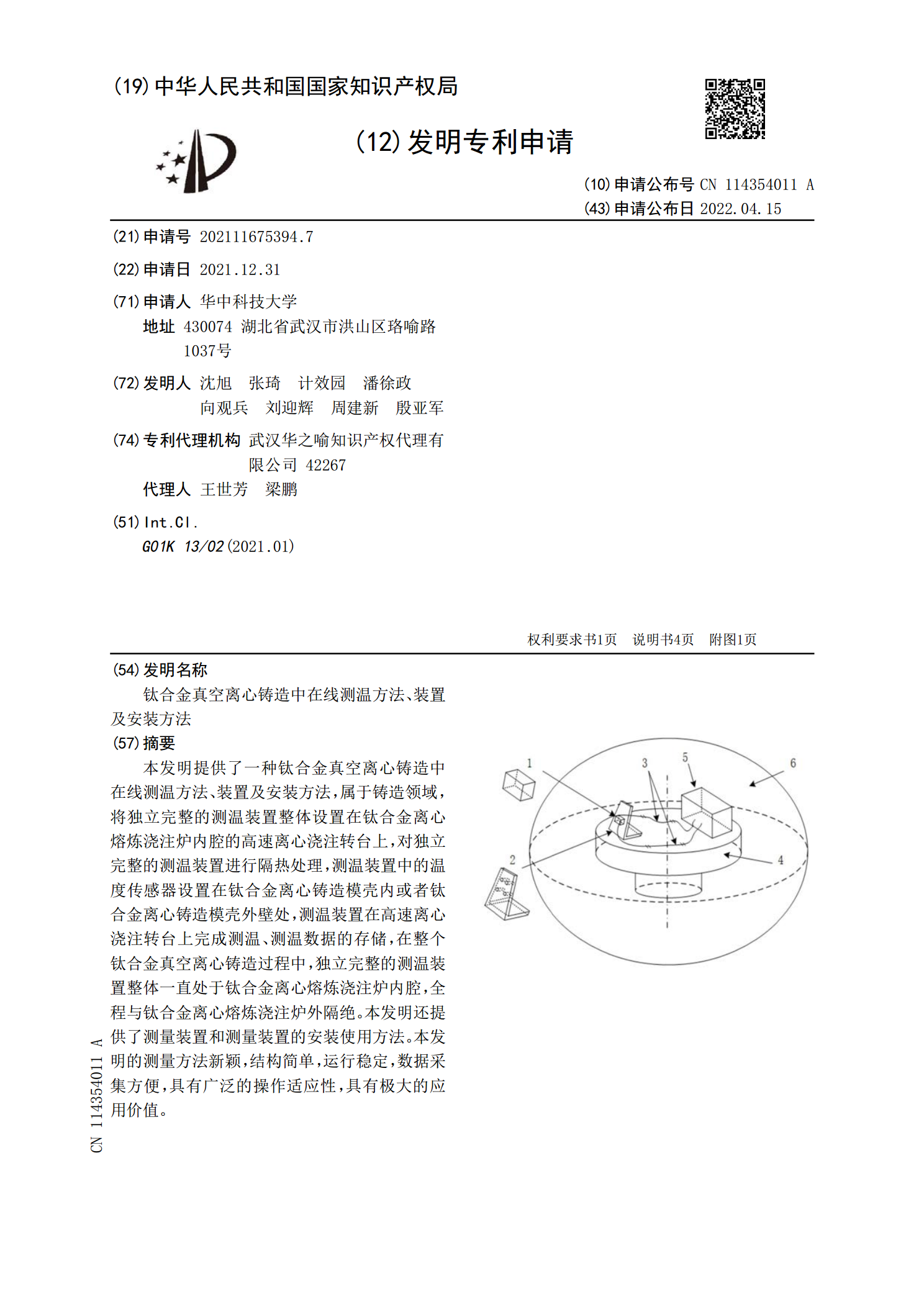
钛合金真空离心铸造中在线测温方法、装置及安装方法.pdf
本发明提供了一种钛合金真空离心铸造中在线测温方法、装置及安装方法,属于铸造领域,将独立完整的测温装置整体设置在钛合金离心熔炼浇注炉内腔的高速离心浇注转台上,对独立完整的测温装置进行隔热处理,测温装置中的温度传感器设置在钛合金离心铸造模壳内或者钛合金离心铸造模壳外壁处,测温装置在高速离心浇注转台上完成测温、测温数据的存储,在整个钛合金真空离心铸造过程中,独立完整的测温装置整体一直处于钛合金离心熔炼浇注炉内腔,全程与钛合金离心熔炼浇注炉外隔绝。本发明还提供了测量装置和测量装置的安装使用方法。本发明的测量方法新