
除气装置.pdf

是你****枝呀


1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
除气装置.pdf
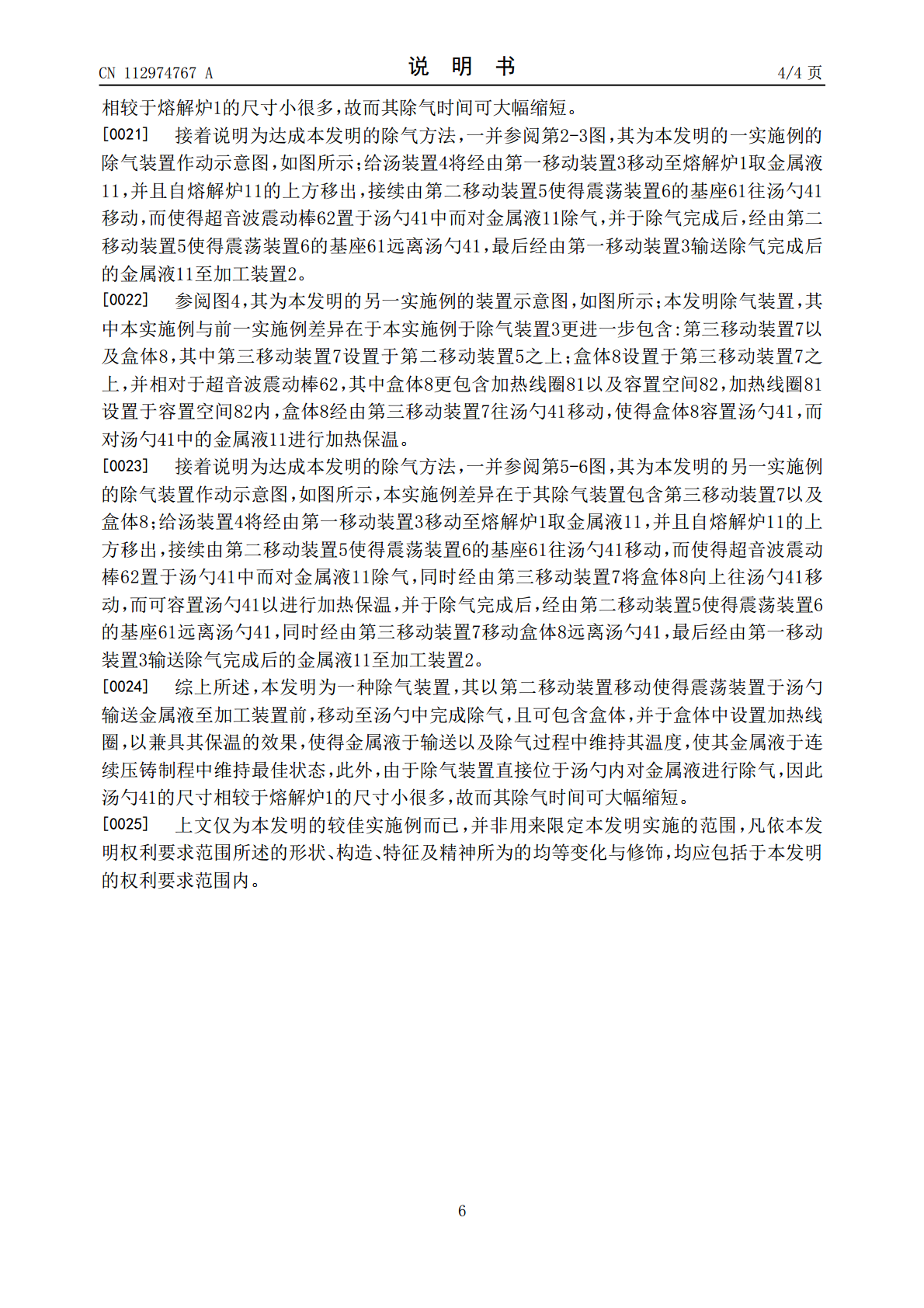
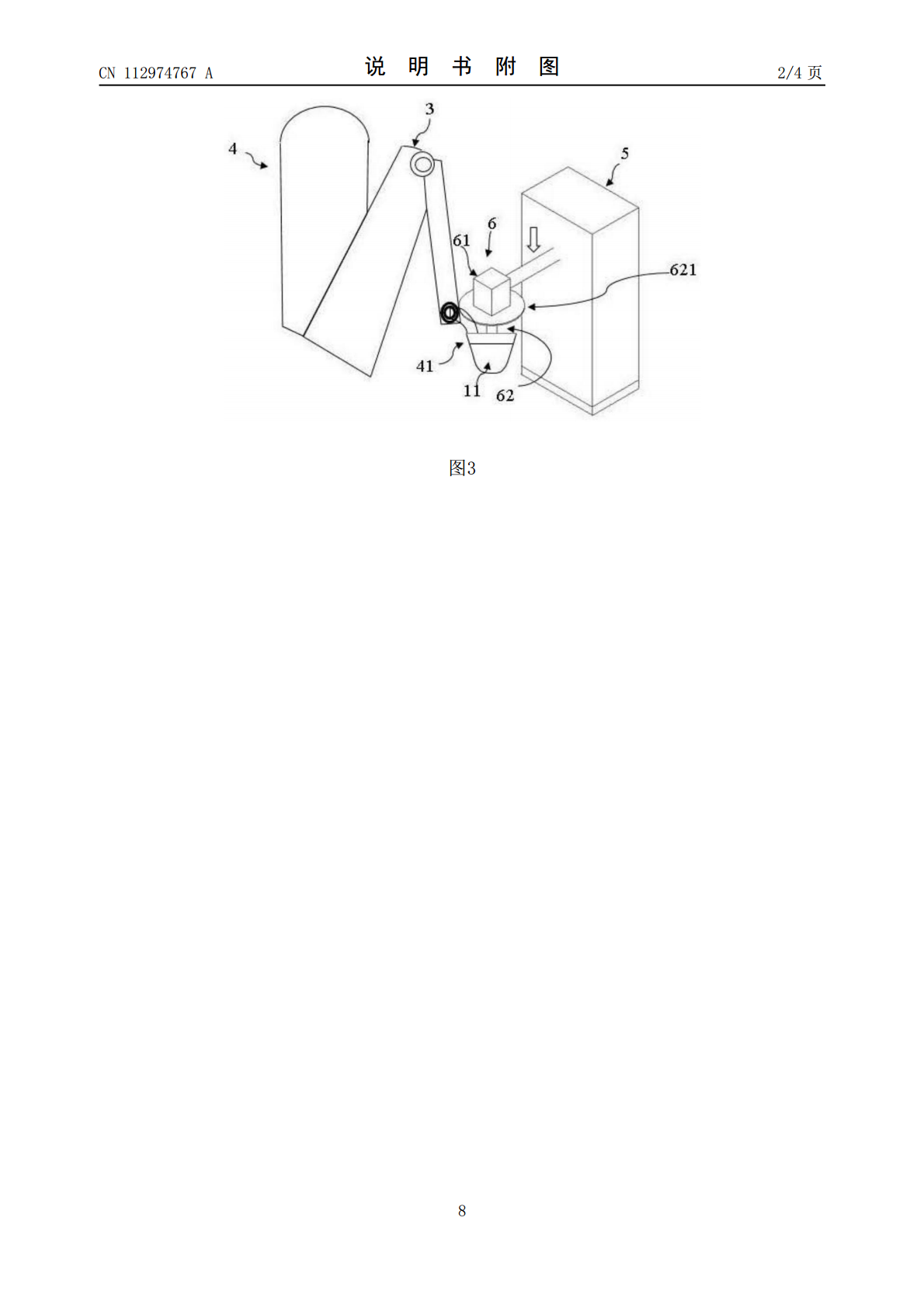
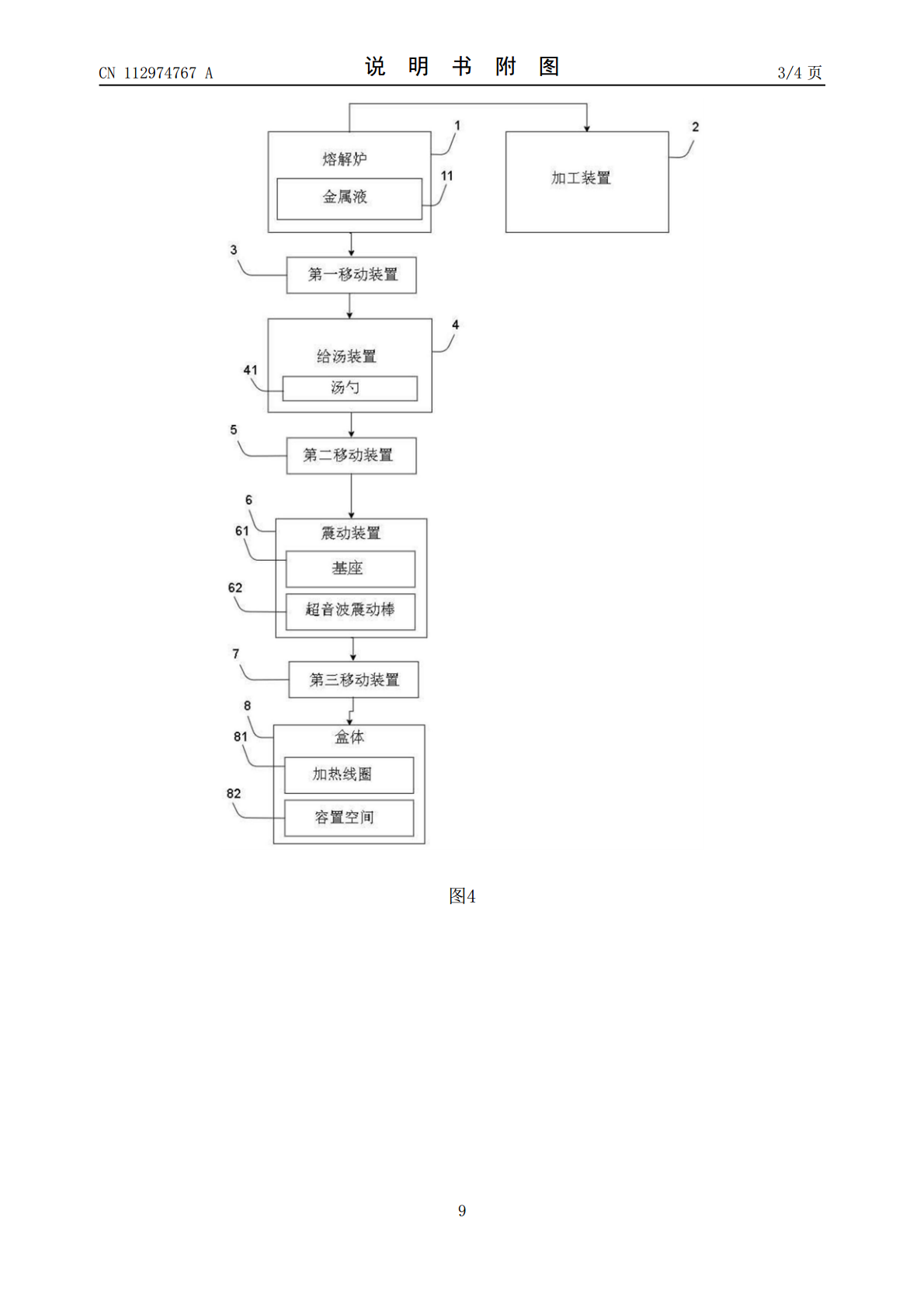
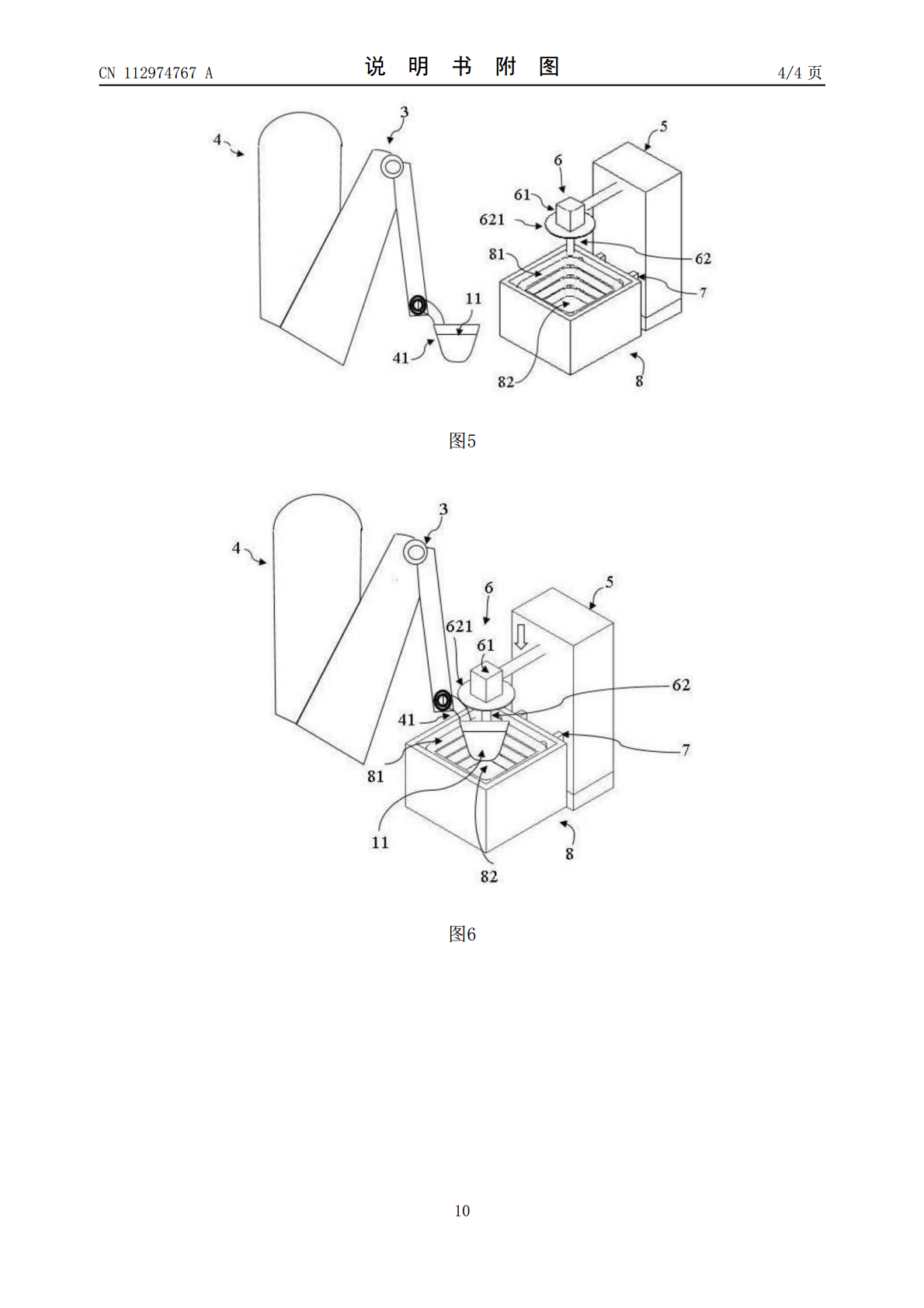
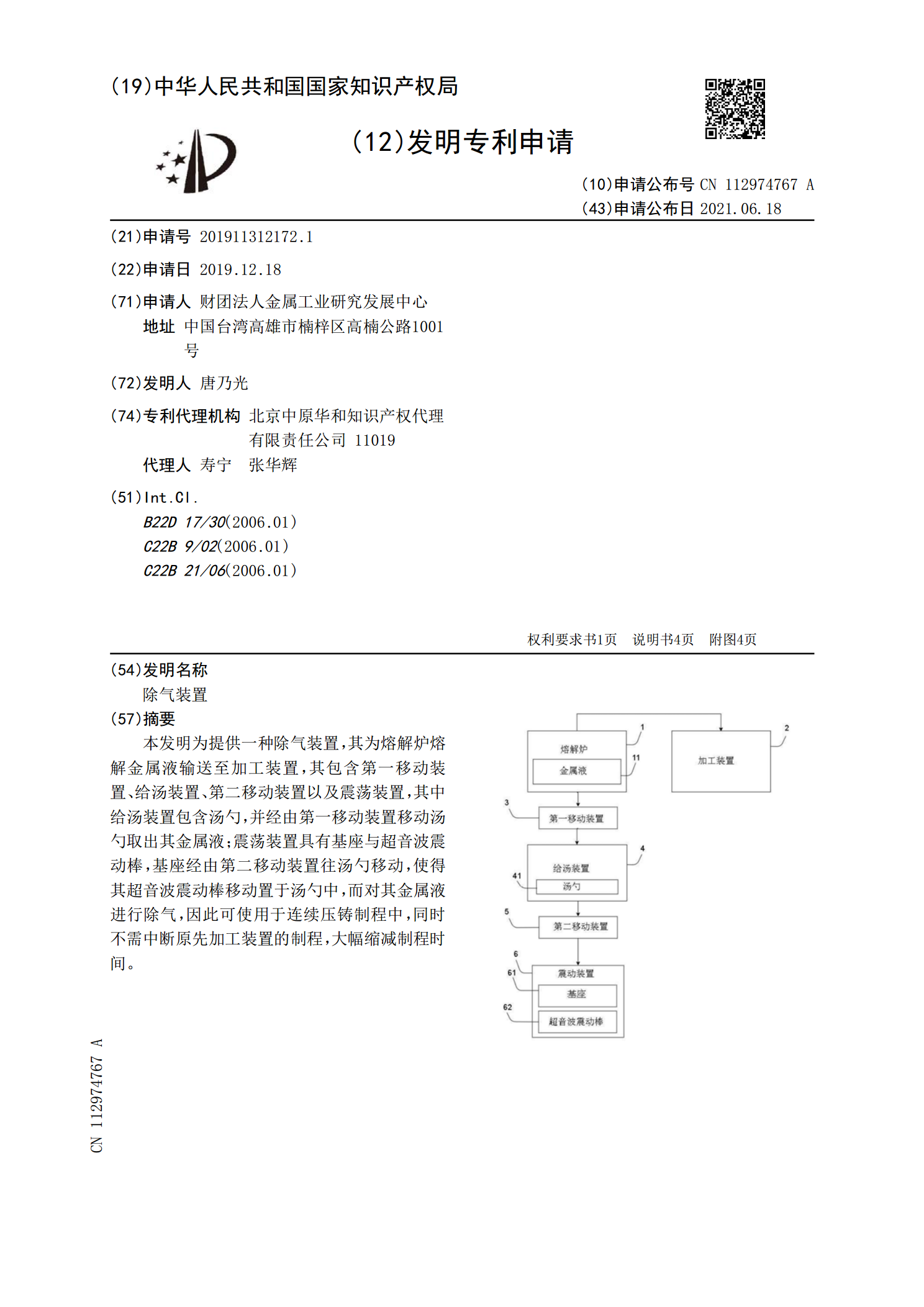
本发明为提供一种除气装置,其为熔解炉熔解金属液输送至加工装置,其包含第一移动装置、给汤装置、第二移动装置以及震荡装置,其中给汤装置包含汤勺,并经由第一移动装置移动汤勺取出其金属液;震荡装置具有基座与超音波震动棒,基座经由第二移动装置往汤勺移动,使得其超音波震动棒移动置于汤勺中,而对其金属液进行除气,因此可使用于连续压铸制程中,同时不需中断原先加工装置的制程,大幅缩减制程时间。
旋转真空除气装置.pdf
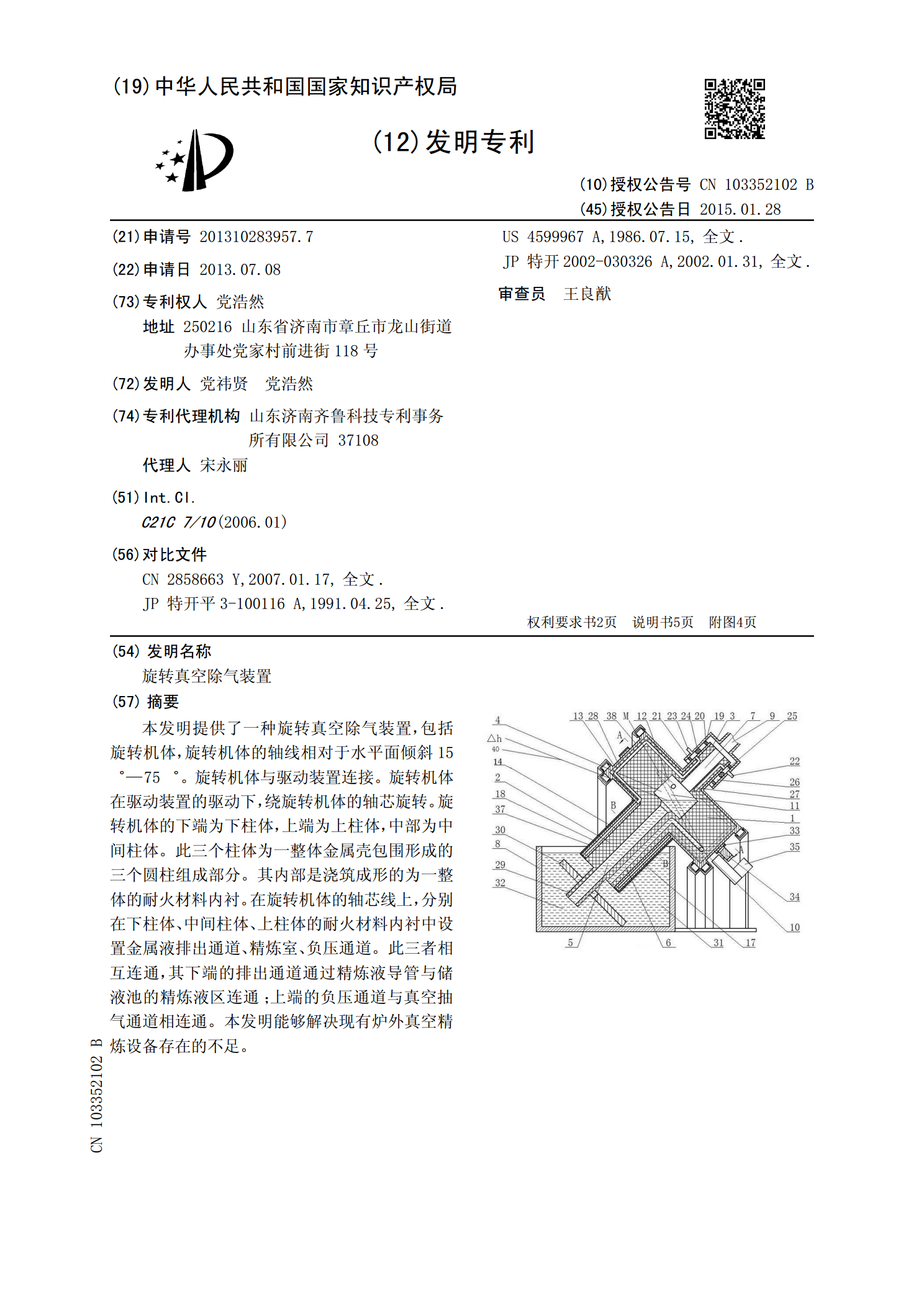
本发明提供了一种旋转真空除气装置,包括旋转机体,旋转机体的轴线相对于水平面倾斜15゜—75゜。旋转机体与驱动装置连接。旋转机体在驱动装置的驱动下,绕旋转机体的轴芯旋转。旋转机体的下端为下柱体,上端为上柱体,中部为中间柱体。此三个柱体为一整体金属壳包围形成的三个圆柱组成部分。其内部是浇筑成形的为一整体的耐火材料内衬。在旋转机体的轴芯线上,分别在下柱体、中间柱体、上柱体的耐火材料内衬中设置金属液排出通道、精炼室、负压通道。此三者相互连通,其下端的排出通道通过精炼液导管与储液池的精炼液区连通;上端的负压通道与真
铝液精炼除气除渣装置.pdf
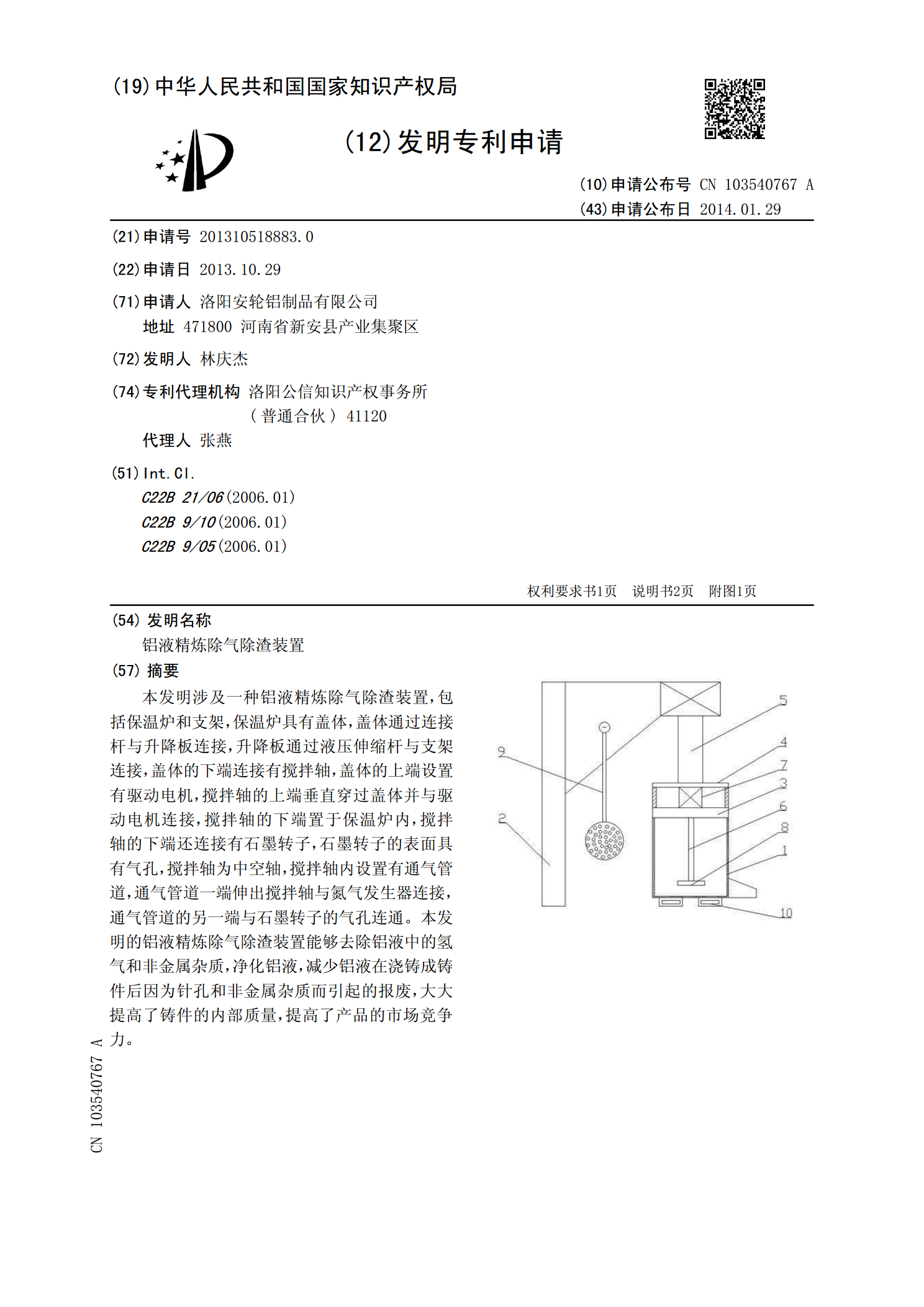
本发明涉及一种铝液精炼除气除渣装置,包括保温炉和支架,保温炉具有盖体,盖体通过连接杆与升降板连接,升降板通过液压伸缩杆与支架连接,盖体的下端连接有搅拌轴,盖体的上端设置有驱动电机,搅拌轴的上端垂直穿过盖体并与驱动电机连接,搅拌轴的下端置于保温炉内,搅拌轴的下端还连接有石墨转子,石墨转子的表面具有气孔,搅拌轴为中空轴,搅拌轴内设置有通气管道,通气管道一端伸出搅拌轴与氮气发生器连接,通气管道的另一端与石墨转子的气孔连通。本发明的铝液精炼除气除渣装置能够去除铝液中的氢气和非金属杂质,净化铝液,减少铝液在浇铸成铸
铝合金熔体高效除气装置及基于该装置的除气方法.pdf
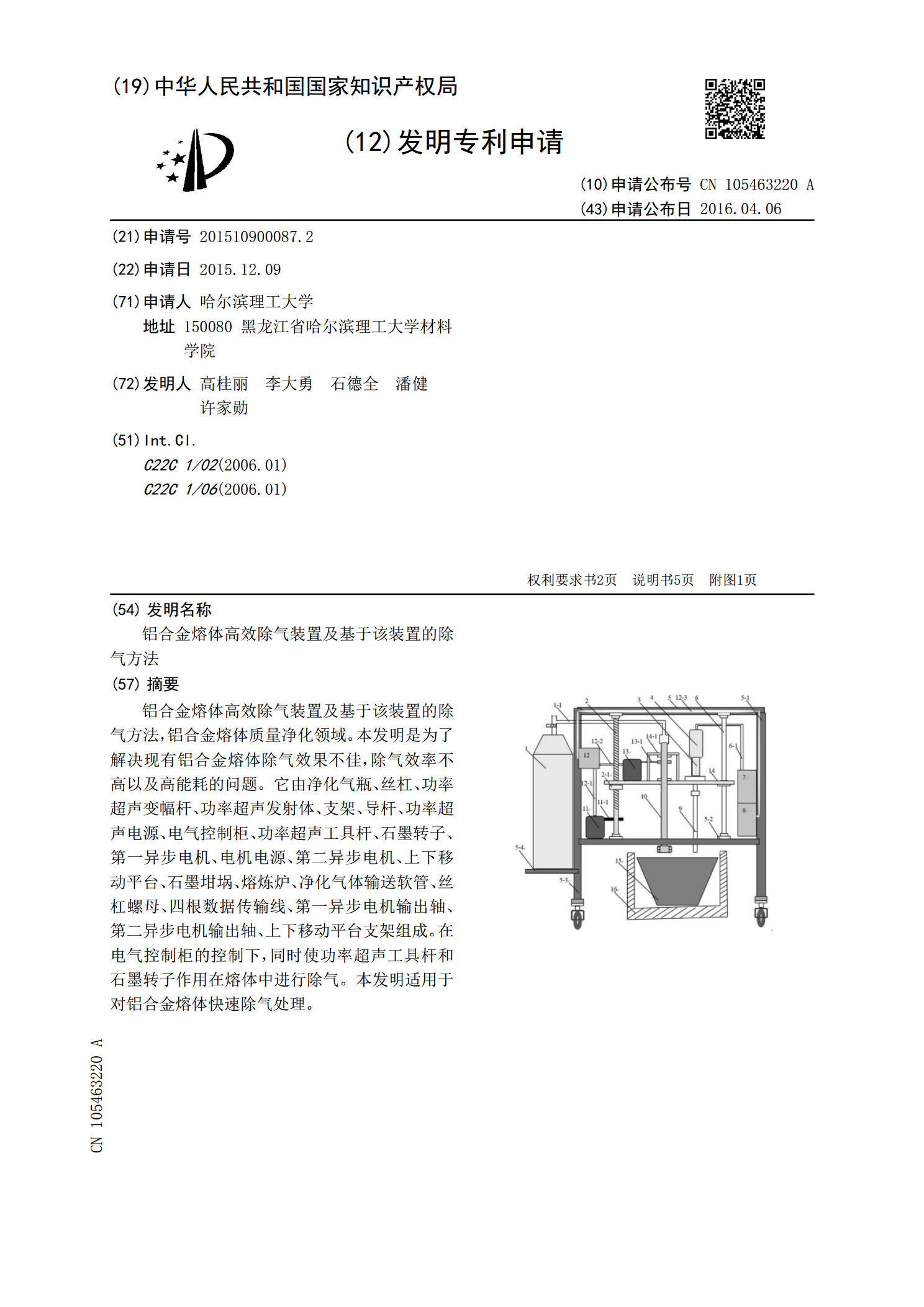
铝合金熔体高效除气装置及基于该装置的除气方法,铝合金熔体质量净化领域。本发明是为了解决现有铝合金熔体除气效果不佳,除气效率不高以及高能耗的问题。它由净化气瓶、丝杠、功率超声变幅杆、功率超声发射体、支架、导杆、功率超声电源、电气控制柜、功率超声工具杆、石墨转子、第一异步电机、电机电源、第二异步电机、上下移动平台、石墨坩埚、熔炼炉、净化气体输送软管、丝杠螺母、四根数据传输线、第一异步电机输出轴、第二异步电机输出轴、上下移动平台支架组成。在电气控制柜的控制下,同时使功率超声工具杆和石墨转子作用在熔体中进行除气。
泵阀真空除气装置.pdf
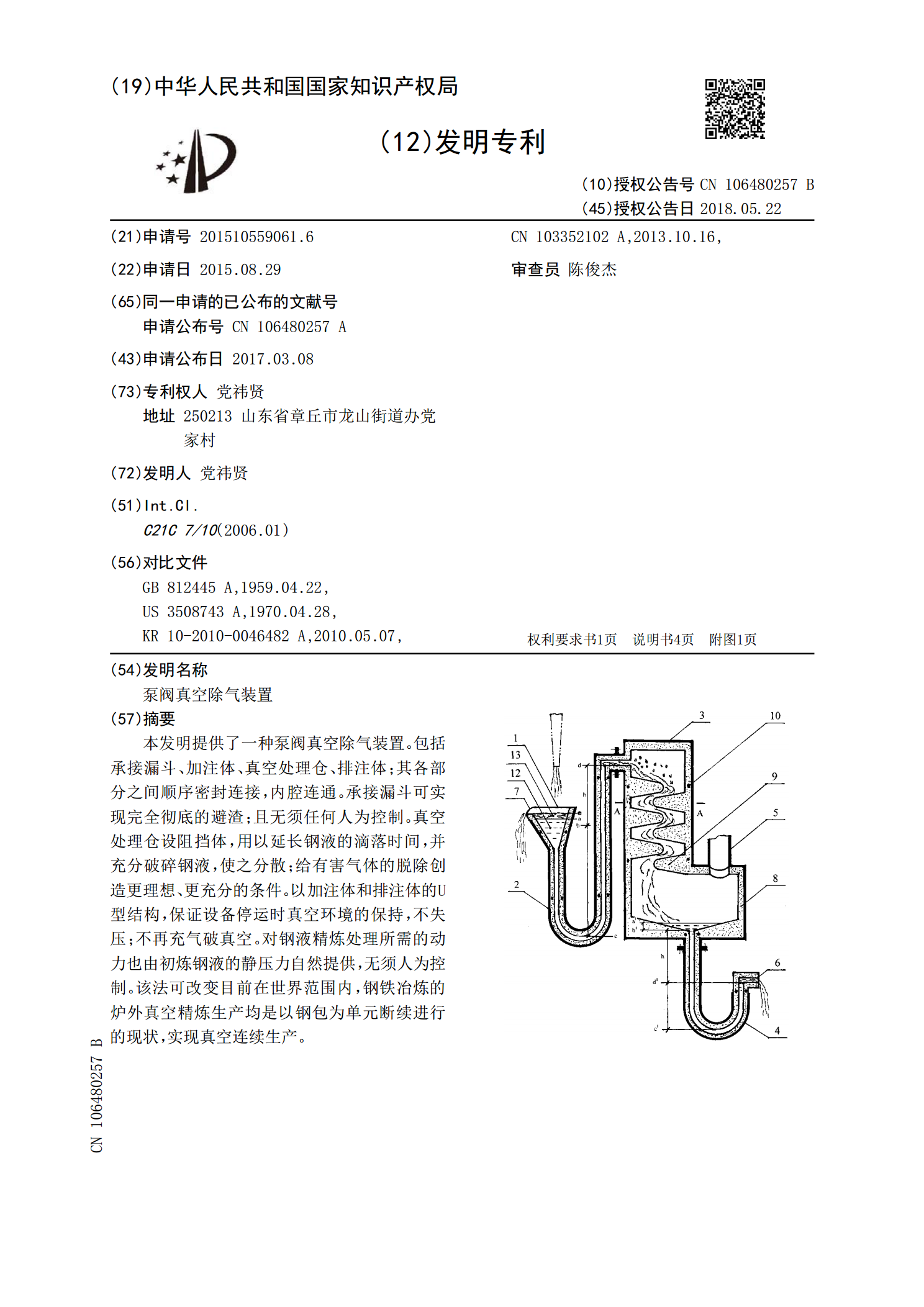
本发明提供了一种泵阀真空除气装置。包括承接漏斗、加注体、真空处理仓、排注体;其各部分之间顺序密封连接,内腔连通。承接漏斗可实现完全彻底的避渣;且无须任何人为控制。真空处理仓设阻挡体,用以延长钢液的滴落时间,并充分破碎钢液,使之分散;给有害气体的脱除创造更理想、更充分的条件。以加注体和排注体的U型结构,保证设备停运时真空环境的保持,不失压;不再充气破真空。对钢液精炼处理所需的动力也由初炼钢液的静压力自然提供,无须人为控制。该法可改变目前在世界范围内,钢铁冶炼的炉外真空精炼生产均是以钢包为单元断续进行的现状,