
一种无镍耐硫酸露点腐蚀用钢的生产方法.pdf

努力****恨风


1/10

2/10
3/10
4/10
5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种无镍耐硫酸露点腐蚀用钢的生产方法.pdf
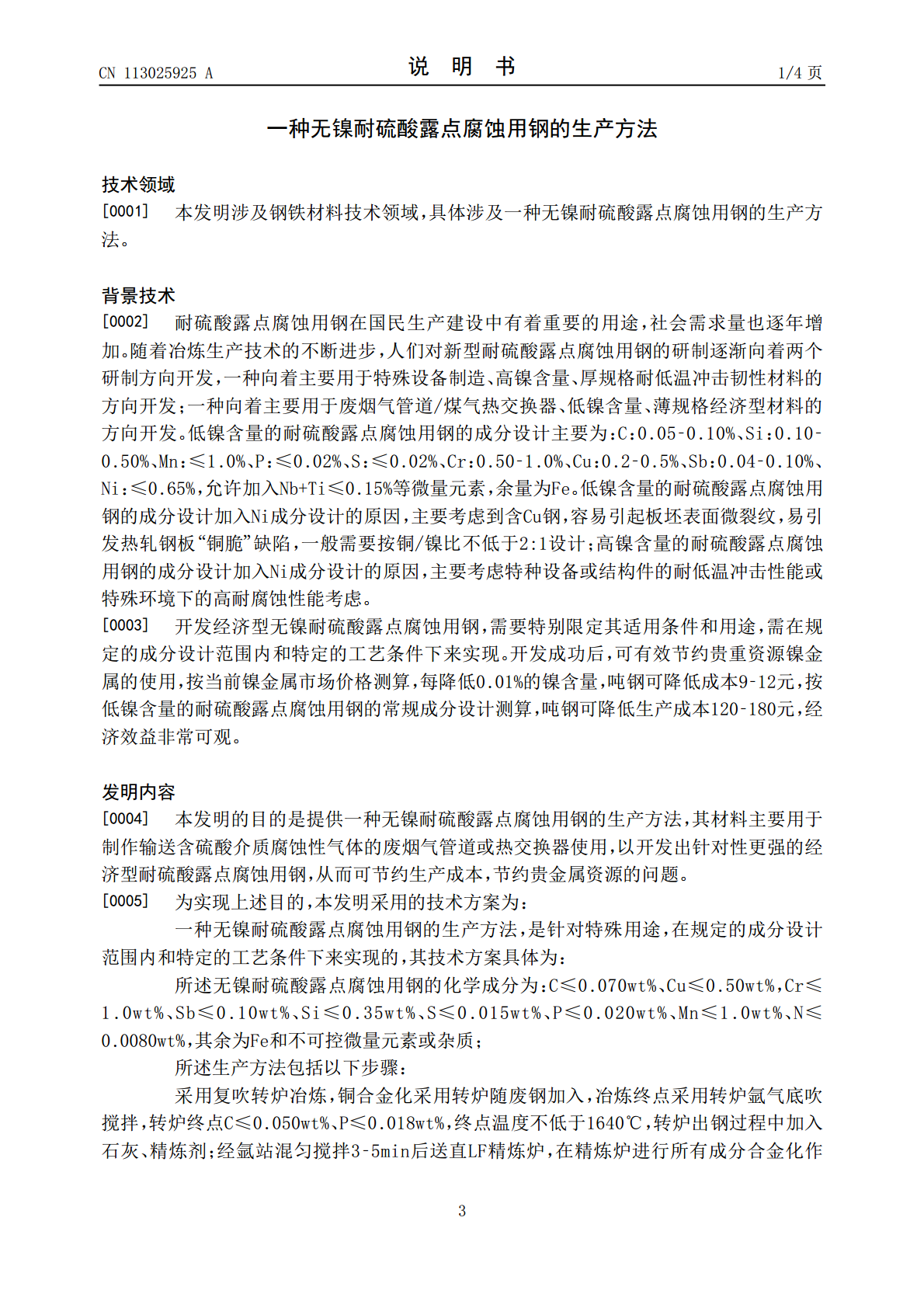
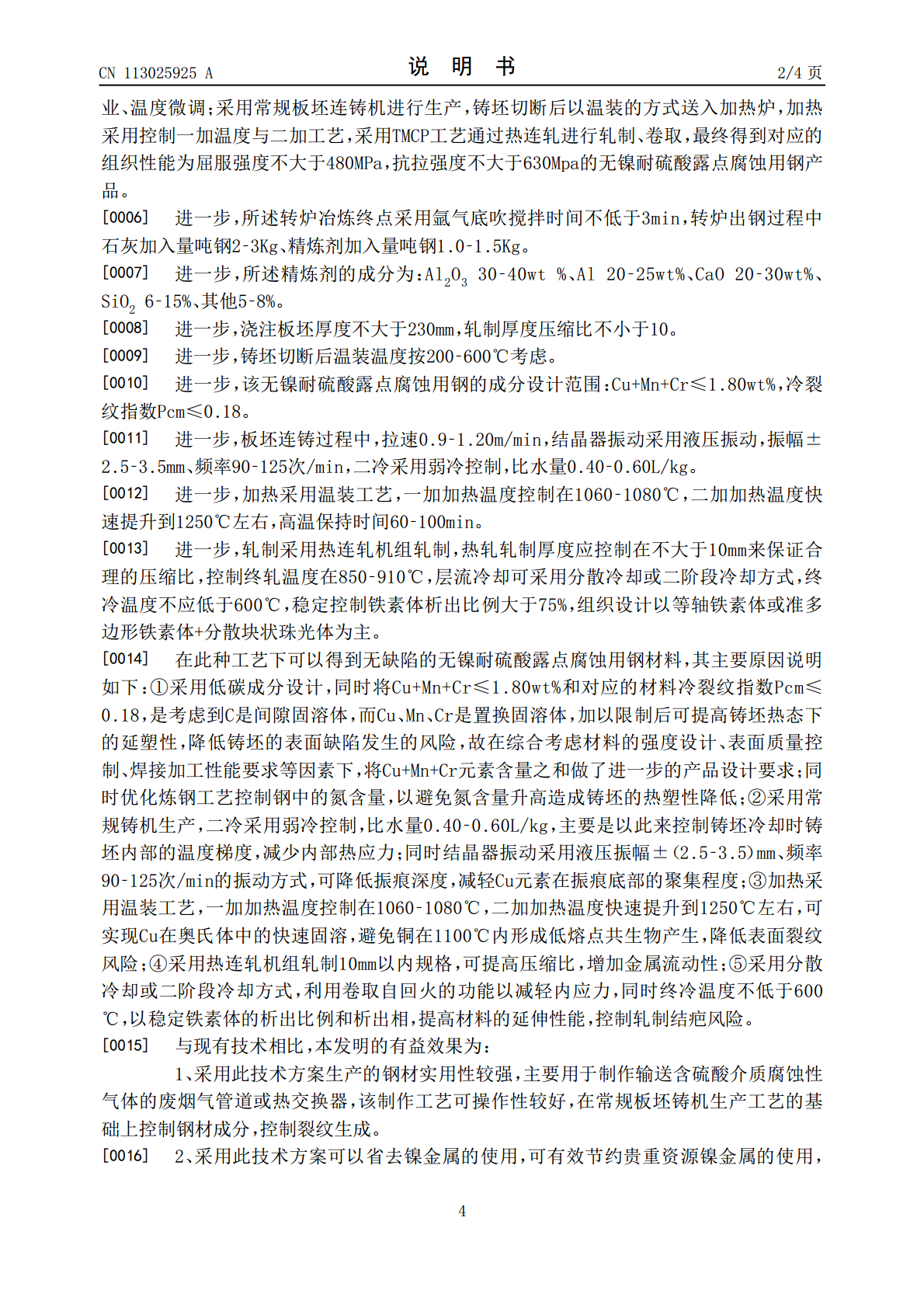
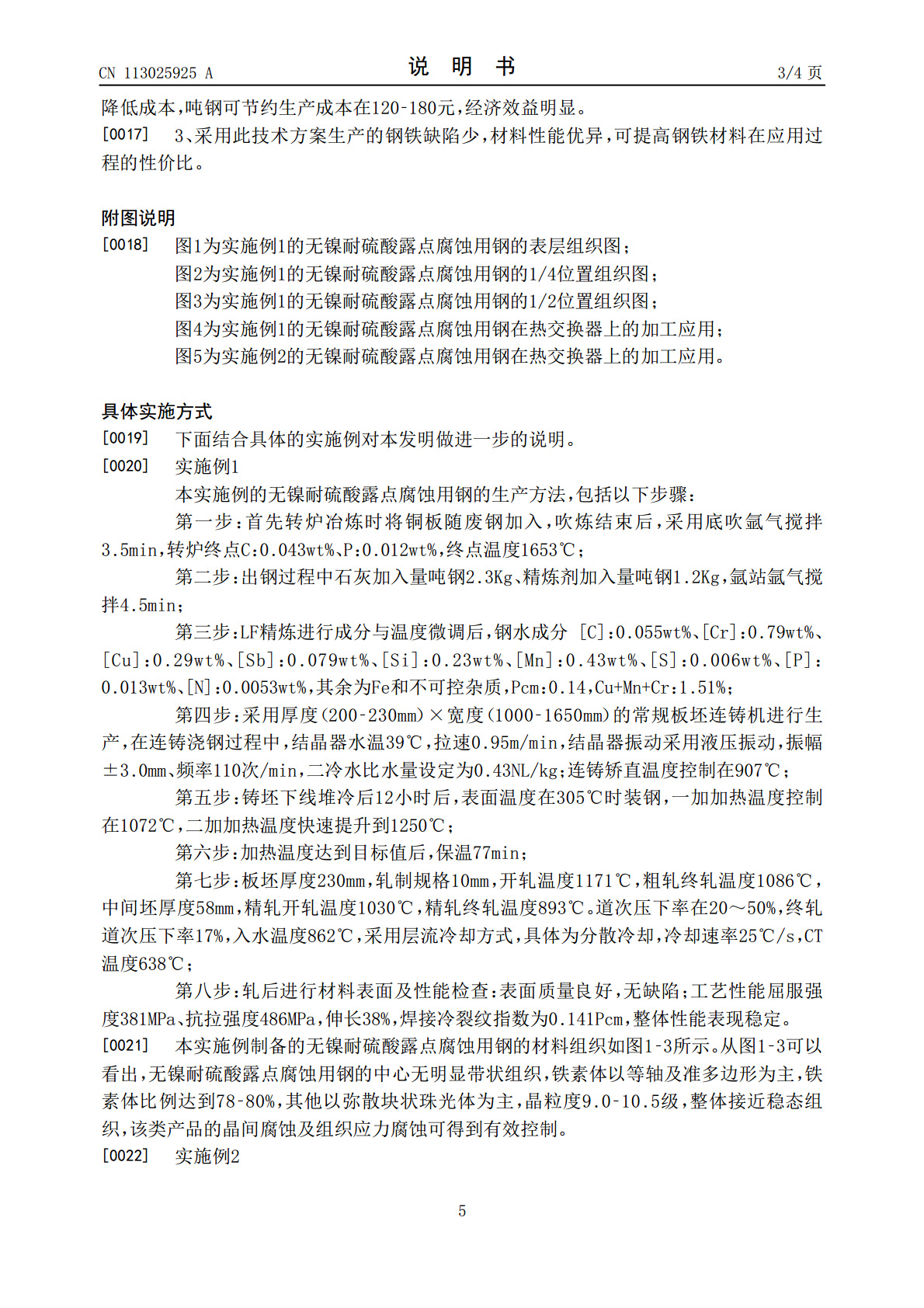
本发明提供了一种无镍耐硫酸露点腐蚀用钢的生产方法,其化学成分为:C≤0.070wt%、Cu≤0.50wt%,Cr≤1.0wt%、Sb≤0.10wt%、Si≤0.35wt%、S≤0.015wt%、P≤0.020wt%、Mn≤1.0wt%、N≤0.0080wt%,其余为Fe和不可控微量元素或杂质。其生产方法为:采用复吹转炉冶炼,冶炼终点采用转炉氩气底吹搅拌,转炉终点C≤0.050wt%、P≤0.018wt%,终点温度不低于1640℃,转炉出钢过程中加入石灰、精炼剂;经氩站混匀搅拌送直LF精炼炉,在精炼炉进行所
一种低合金耐硫酸露点腐蚀用钢及其生产方法.pdf
本发明公开了一种低合金耐硫酸露点腐蚀用钢,其成分质量百分比为:C≤0.10%,Si0.10~0.40%,Mn0.40~1.00%,P≤0.025%,S≤0.035%,Als0.025~0.040%,Ni0.10~0.30,Cu0.30~0.50,Cr0.50~1.00,Sb0.04~0.15,其余为Fe和不可避免的杂质元素,生产方法包括炼钢、连铸和热轧,炼钢过程采用LF炉精炼,LF炉出站前喂FeS线,将[S]调至目标值,弱搅时间≥12min;连铸工艺过程中中间包温度控制在液相线温度以上15~30℃;热轧工
一种高强度耐硫酸露点腐蚀用钢及其生产方法.pdf
本发明公开了一种高强度耐硫酸露点腐蚀用钢及其生产方法,属于钢铁生产领域,其化学成分组成及其质量百分含量为:C:0.03~0.07%,Si:0.20~0.30%,Mn:1.20~1.60%,P:≤0.020%,S≤0.020%,Cu:0.20~0.55%,Ni:0.12~0.20%,Cr:0.30~0.60%,Mo:0.15‑0.25%,Al:0.015‑0.040%;余量为Fe及不可避免的杂质。与现有技术相比较具有耐腐蚀、高强度的特点。
一种耐硫酸露点腐蚀钢及其制备方法.pdf
本发明公开了一种耐硫酸露点腐蚀用钢及其制备方法,所述方法为采用电炉-薄板坯连铸连轧流程,钢水化学成分为:C:0.03~0.08wt%,Si:0.10~0.45wt%,Mn:0.40~1.0wt%,P:≤0.025wt%,S:≤0.035wt%,Cu:0.15~0.50wt%,Cr:0.40~1.0wt%,Sb:0.02~0.15wt%,Ni:0.04~0.30wt%,Ti:0.01~0.05wt%,N:≤100ppm;工艺参数为:连铸拉速3.5~5.5m/min,铸坯入炉温度为900~1050℃,均热温度

耐硫酸低温露点腐蚀钢09CrCuSb的生产方法.pdf
本发明公开了一种耐硫酸低温露点腐蚀钢09CrCuSb的生产方法,包括连铸过程、轧钢加热及轧制过程,其中:在连铸过程时,采用低碳包晶钢用保护渣,并控制水口插入结晶器的深度为90‑120mm;并采用低拉速,二冷段采取弱冷工艺;轧钢加热过程,连铸产生的连铸坯采取热装工艺,控制连铸坯的入炉温度为400~500℃,加热炉的均热段温度控制在1120±20℃;轧制过程时,开轧温度控制在1030±20℃。本发明的耐硫酸低温露点腐蚀钢09CrCuSb的生产方法,能大大减少Cu元素的析出,进而减少连铸坯料因为Cu元素析出产生