
一种均热炉辊道的控制方法.pdf

冬易****娘子


1/7

2/7
3/7
4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种均热炉辊道的控制方法.pdf
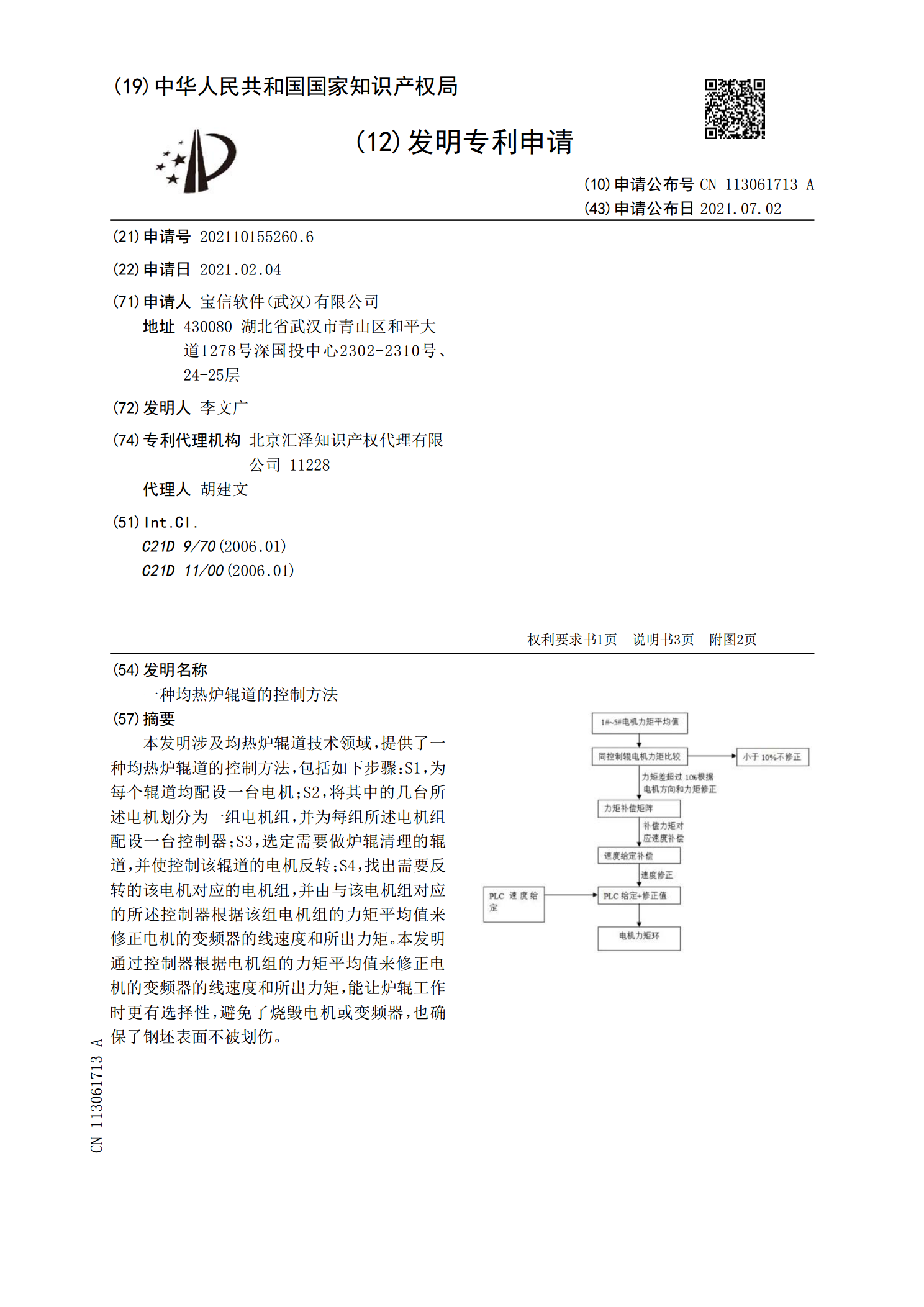
本发明涉及均热炉辊道技术领域,提供了一种均热炉辊道的控制方法,包括如下步骤:S1,为每个辊道均配设一台电机;S2,将其中的几台所述电机划分为一组电机组,并为每组所述电机组配设一台控制器;S3,选定需要做炉辊清理的辊道,并使控制该辊道的电机反转;S4,找出需要反转的该电机对应的电机组,并由与该电机组对应的所述控制器根据该组电机组的力矩平均值来修正电机的变频器的线速度和所出力矩。本发明通过控制器根据电机组的力矩平均值来修正电机的变频器的线速度和所出力矩,能让炉辊工作时更有选择性,避免了烧毁电机或变频器,也确保

均热炉水冷炉辊辊环及其制造方法.pdf
本发明公开了一种均热炉水冷炉辊辊环及其制造方法,所述均热炉水冷炉辊辊环采用ZG45Cr28Ni48W5Co3材质,且包括六个扇形件,扇形件包括外圈、凹槽和内圈,凹槽位于外圈的内侧,内圈位于凹槽的一端上。本发明解决辊环高温蠕变打、铸件缺陷引起水冷炉辊过早失效的技术问题,提高了抗蠕变强度,提高均热炉水冷辊的寿命。
一种辊道用辊的制造方法.pdf
本发明涉及一种辊道用辊的制造方法,包括下述依次的步骤:Ⅰ、原料加工:原料的外直径大于所制造的辊道用辊直径;锯切下料原料长度比所制造的辊道用辊的长度长;Ⅱ、斜底炉加热分为预热段、加热段与均热段,并沿圆周方向翻转175°~185°;Ⅲ、穿孔成辊道所需半成品:均热保温后的原料的穿孔,是在参数设定后装夹好模具的穿孔机上进行的,在斜底炉将原料加热至175~185后,在菌式穿孔机斜轧穿制成半成品;Ⅳ、热处理:把半成品都放入室式炉,加热到1000~1020℃;Ⅴ、机加工:将热处理后的半成品锯切为辊道用辊长度,按照图纸尺
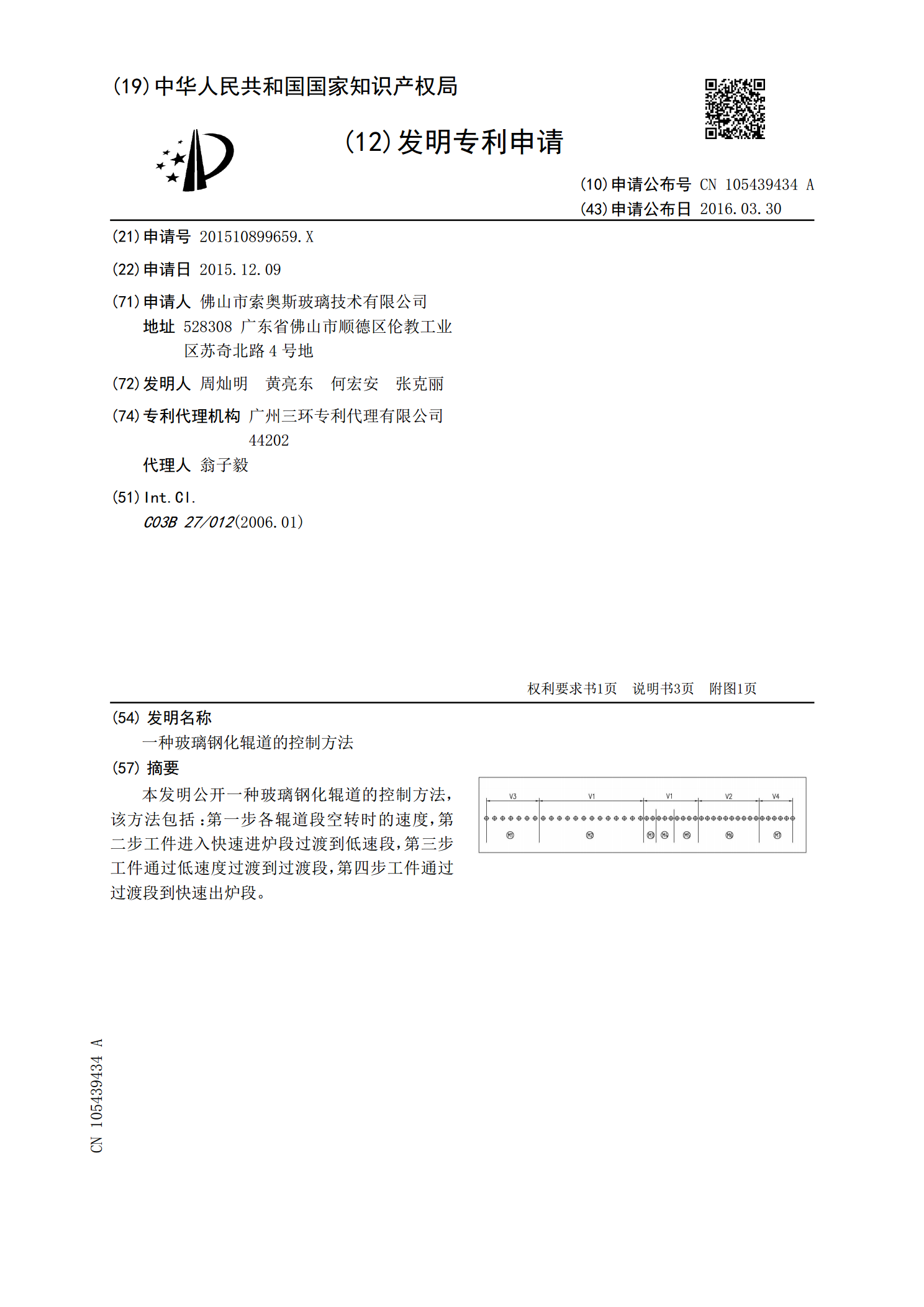
一种玻璃钢化辊道的控制方法.pdf
本发明公开一种玻璃钢化辊道的控制方法,该方法包括:第一步各辊道段空转时的速度,第二步工件进入快速进炉段过渡到低速段,第三步工件通过低速度过渡到过渡段,第四步工件通过过渡段到快速出炉段。
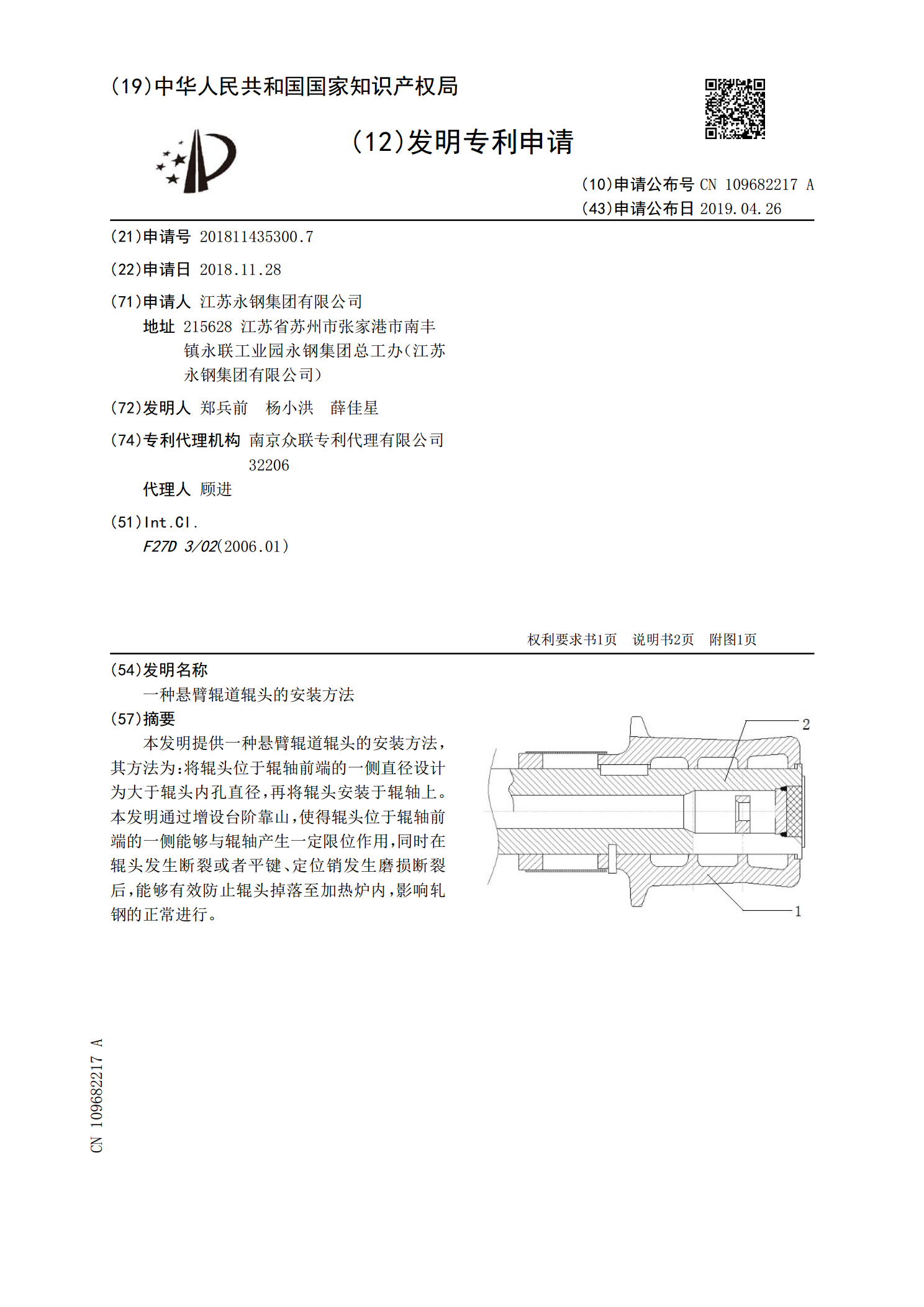
一种悬臂辊道辊头的安装方法.pdf
本发明提供一种悬臂辊道辊头的安装方法,其方法为:将辊头位于辊轴前端的一侧直径设计为大于辊头内孔直径,再将辊头安装于辊轴上。本发明通过增设台阶靠山,使得辊头位于辊轴前端的一侧能够与辊轴产生一定限位作用,同时在辊头发生断裂或者平键、定位销发生磨损断裂后,能够有效防止辊头掉落至加热炉内,影响轧钢的正常进行。