
一种玻璃钢化辊道的控制方法.pdf

是你****优呀


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种玻璃钢化辊道的控制方法.pdf
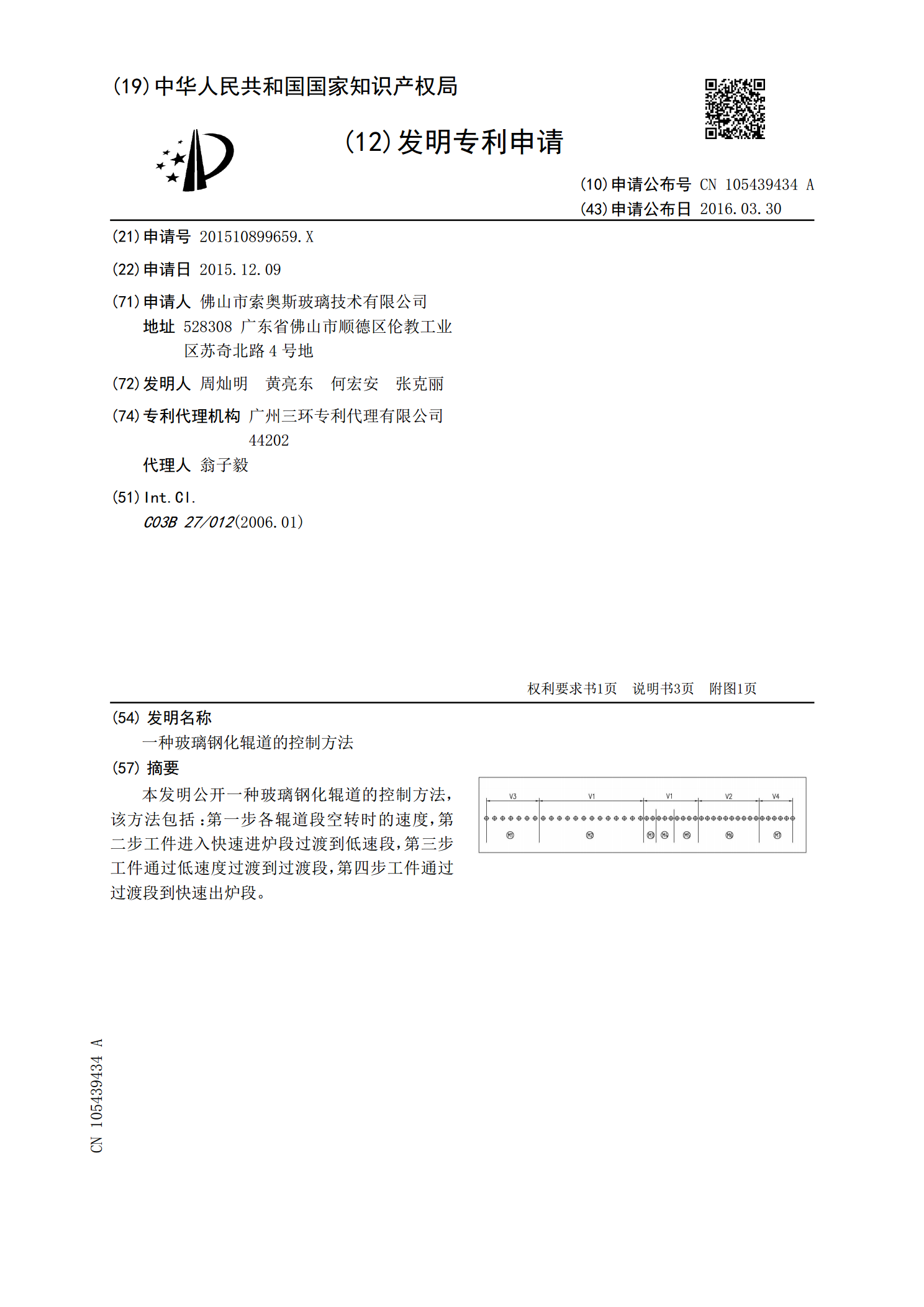
本发明公开一种玻璃钢化辊道的控制方法,该方法包括:第一步各辊道段空转时的速度,第二步工件进入快速进炉段过渡到低速段,第三步工件通过低速度过渡到过渡段,第四步工件通过过渡段到快速出炉段。

一种玻璃钢化炉辊道绕绳器.pdf
本发明公开了一种玻璃钢化炉辊道绕绳器,属于绕绳器技术领域,包括机架构件、定轴组件和绕绳机构,机架构件包括主机架,主机架上布设有托辊轮和减速机,定轴组件包括轴筒,轴筒装配于减速机的轴端,轴筒滑动装配有工字件,轴筒上还周向活动装配有若干个弧形件,弧形件与所述工字件联动相接,绕绳机构包括丝杆和滑动件,伺服电机一端连接有丝杆,丝杆上装配有送绳杆,本发明通过在主机架上布设有定轴组件和绕绳机构,能够驱动辊道定轴转动的同时,利用丝杆的转动驱动一端的送绳杆匀速滑动,从而配合轴筒的转动完成自动绕绳动作,使得绕绳更加均匀,且

消除辊伤的玻璃钢化方法.pdf
本发明提出了一种消除辊伤的玻璃钢化方法,其特征在于,在对玻璃钢化炉中的陶瓷辊擦拭时,利用无水硫酸钠分析纯和纯净水配置的溶液进行擦拭,用以将无水硫酸钠分析纯结晶填充在陶瓷辊的蜂窝状孔中,其中,所述溶液中的无水硫酸钠分析纯充分溶解在纯净水中。本发明的消除辊伤的玻璃钢化方法,避免玻璃在钢化过程中出现点状辊伤。
一种玻璃钢化炉辊道故障停转报警装置.pdf
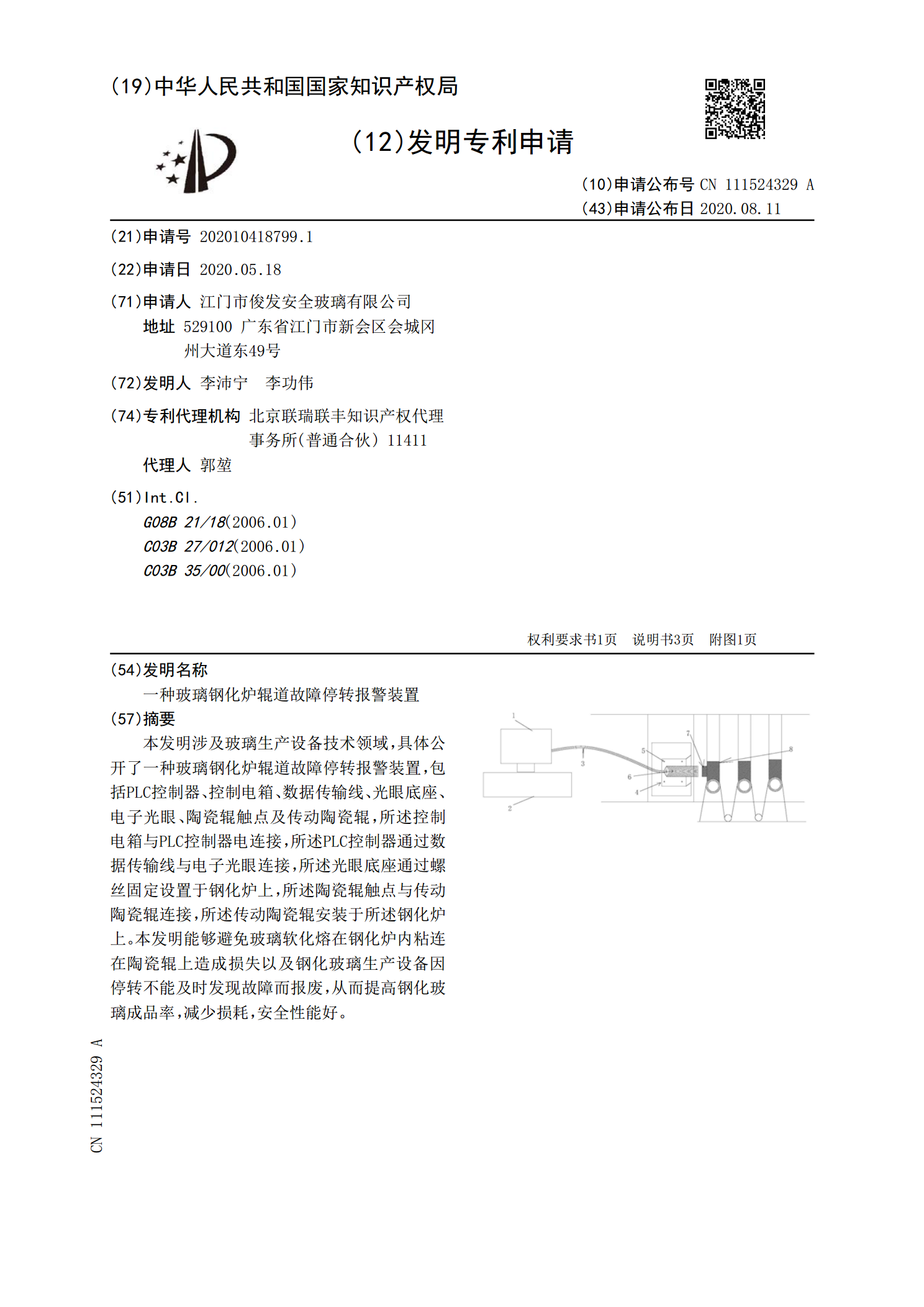
本发明涉及玻璃生产设备技术领域,具体公开了一种玻璃钢化炉辊道故障停转报警装置,包括PLC控制器、控制电箱、数据传输线、光眼底座、电子光眼、陶瓷辊触点及传动陶瓷辊,所述控制电箱与PLC控制器电连接,所述PLC控制器通过数据传输线与电子光眼连接,所述光眼底座通过螺丝固定设置于钢化炉上,所述陶瓷辊触点与传动陶瓷辊连接,所述传动陶瓷辊安装于所述钢化炉上。本发明能够避免玻璃软化熔在钢化炉内粘连在陶瓷辊上造成损失以及钢化玻璃生产设备因停转不能及时发现故障而报废,从而提高钢化玻璃成品率,减少损耗,安全性能好。
一种玻璃钢化炉用辊道的辊子绕绳装置.pdf
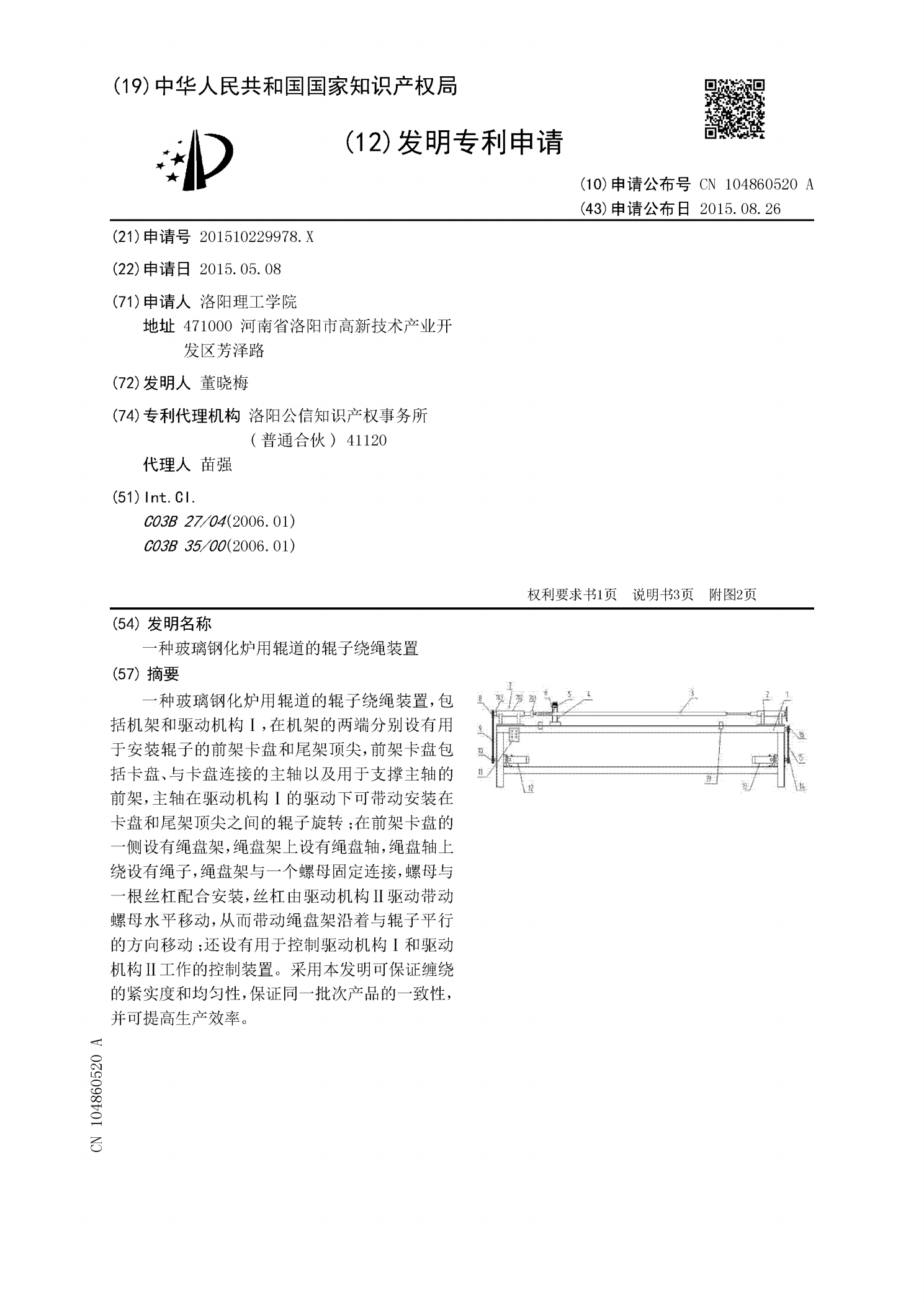
一种玻璃钢化炉用辊道的辊子绕绳装置,包括机架和驱动机构Ⅰ,在机架的两端分别设有用于安装辊子的前架卡盘和尾架顶尖,前架卡盘包括卡盘、与卡盘连接的主轴以及用于支撑主轴的前架,主轴在驱动机构Ⅰ的驱动下可带动安装在卡盘和尾架顶尖之间的辊子旋转;在前架卡盘的一侧设有绳盘架,绳盘架上设有绳盘轴,绳盘轴上绕设有绳子,绳盘架与一个螺母固定连接,螺母与一根丝杠配合安装,丝杠由驱动机构Ⅱ驱动带动螺母水平移动,从而带动绳盘架沿着与辊子平行的方向移动;还设有用于控制驱动机构Ⅰ和驱动机构Ⅱ工作的控制装置。采用本发明可保证缠绕的紧实