
一种辊道用辊的制造方法.pdf

努力****凌芹


1/7
2/7

3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种辊道用辊的制造方法.pdf
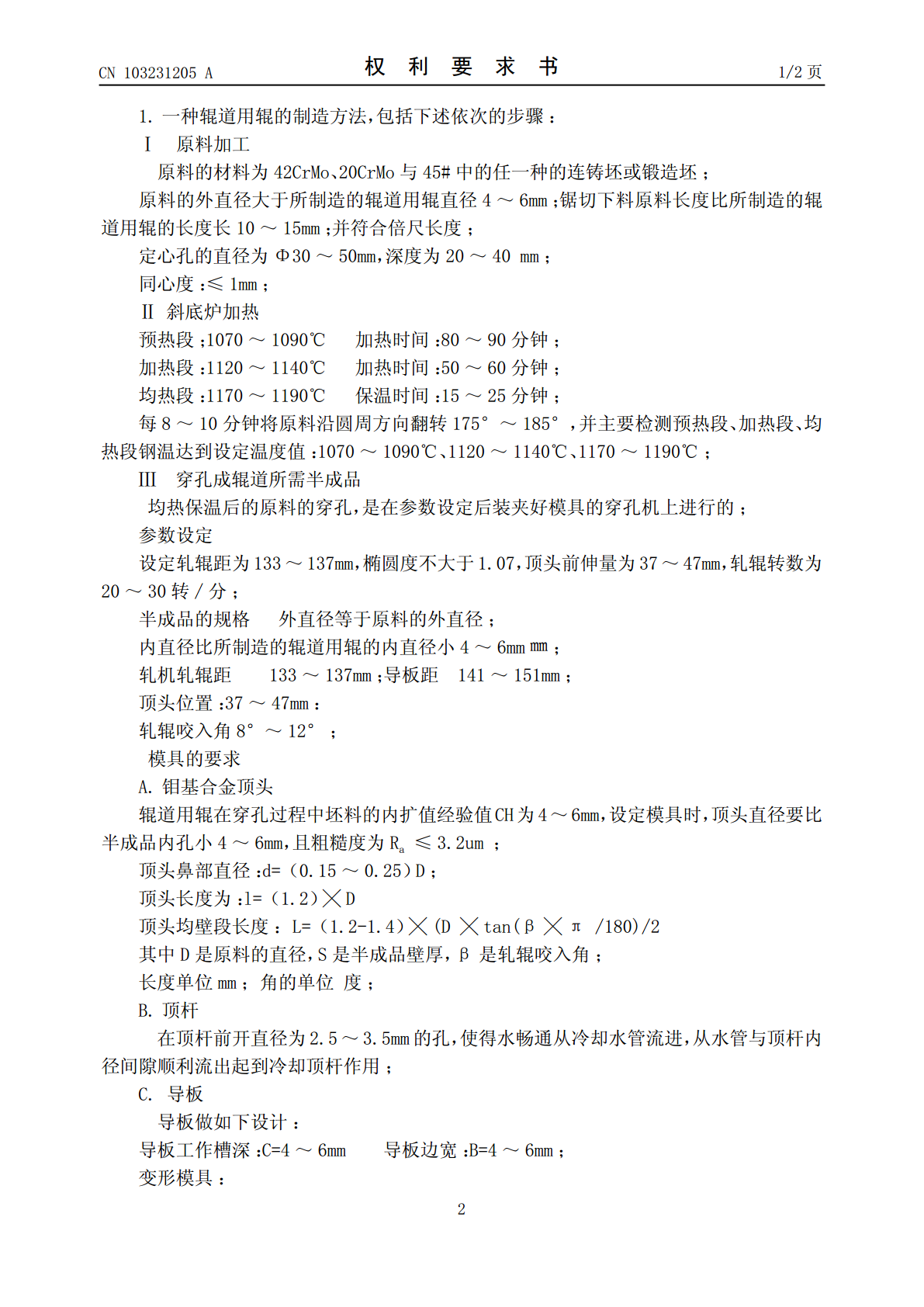
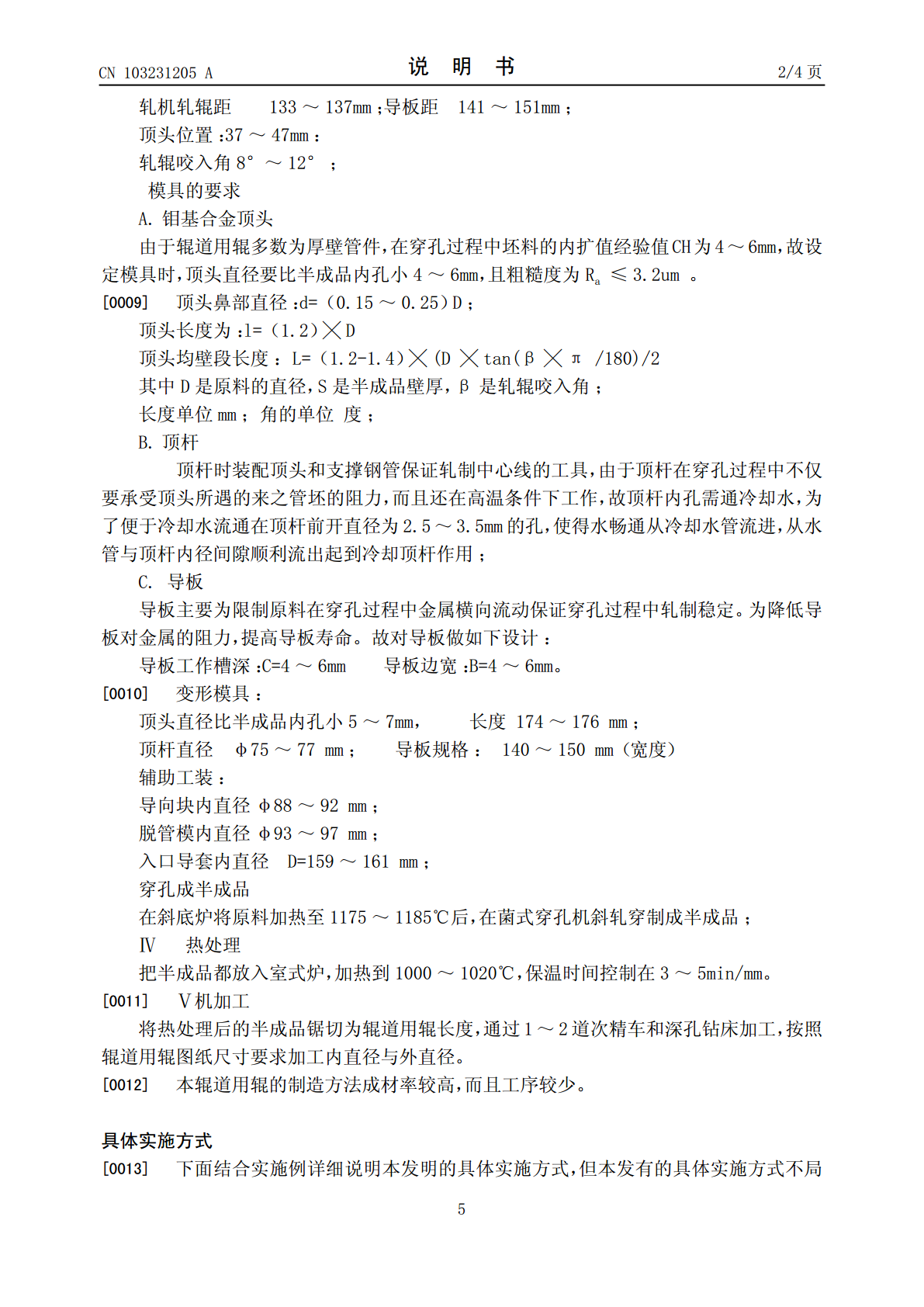
本发明涉及一种辊道用辊的制造方法,包括下述依次的步骤:Ⅰ、原料加工:原料的外直径大于所制造的辊道用辊直径;锯切下料原料长度比所制造的辊道用辊的长度长;Ⅱ、斜底炉加热分为预热段、加热段与均热段,并沿圆周方向翻转175°~185°;Ⅲ、穿孔成辊道所需半成品:均热保温后的原料的穿孔,是在参数设定后装夹好模具的穿孔机上进行的,在斜底炉将原料加热至175~185后,在菌式穿孔机斜轧穿制成半成品;Ⅳ、热处理:把半成品都放入室式炉,加热到1000~1020℃;Ⅴ、机加工:将热处理后的半成品锯切为辊道用辊长度,按照图纸尺

一种梅花辊、梅花辊制造装置以及梅花辊的制造方法.pdf
本发明公开了一种梅花辊、梅花辊制造装置以及梅花辊的制造方法,梅花辊的制造方法是,对辊体(1)进行抛光处理,定心杆(11)和丝杆(12)将圆桶状辊体(1)推进成型箱体(2)前端,装上连接板(19),无凹凸槽呈圆桶状辊体(1)在成型箱体(2)中最先进入直径最大的槽座(3),从直径最小的槽座(3)出来,再经同尺寸的压轮(5)和槽芯(4)的挤压,使得凹凸槽(7-1)由浅变深,形成弧形凹凸槽(7-1),成形后辊体(1)通过后压盖(10)推出成型箱体(2)后端50-75厘米时停机,在辊体(2)尾端设置外模锥度芯组合件
辊压辊的制造方法.pdf
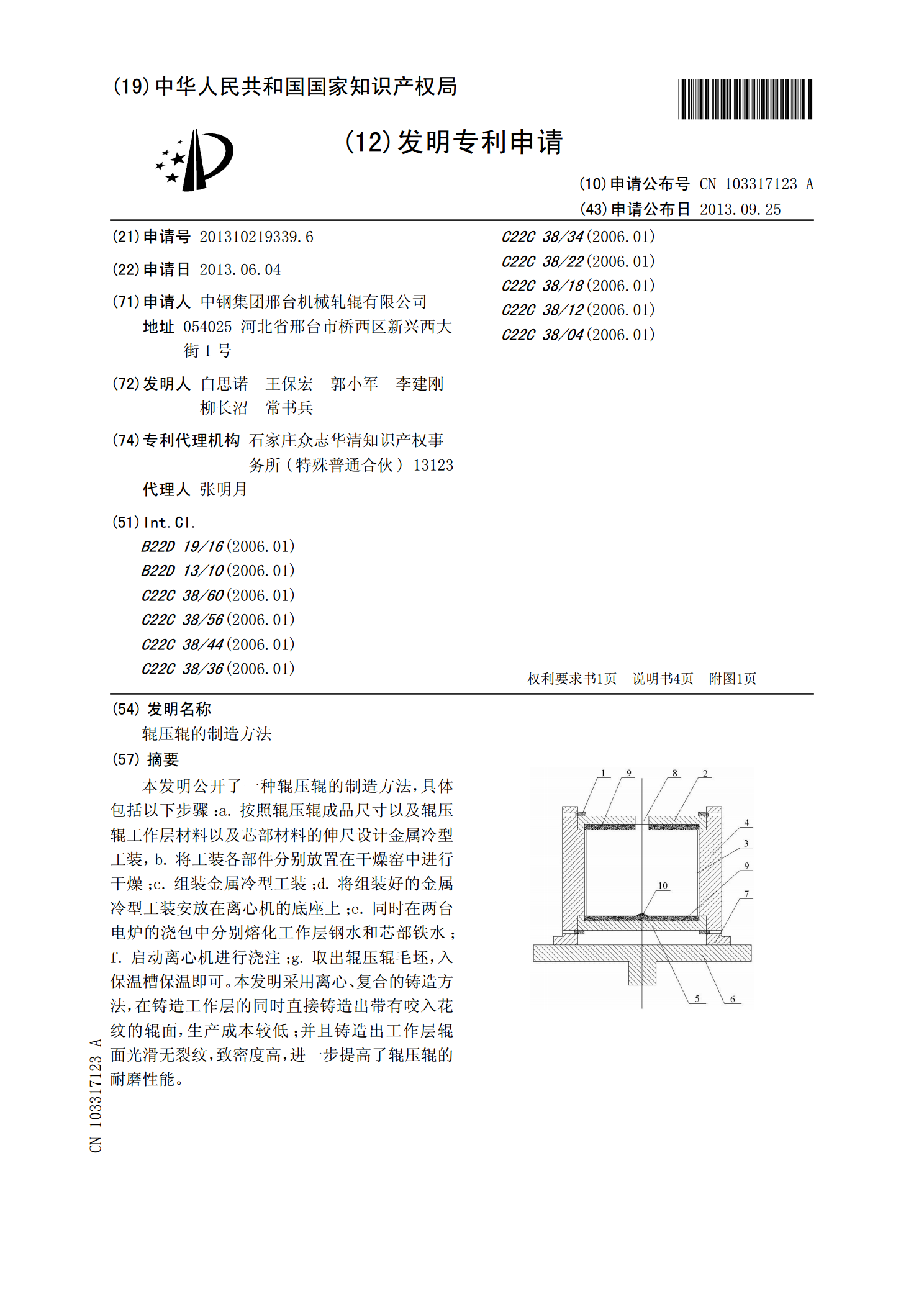
本发明公开了一种辊压辊的制造方法,具体包括以下步骤:a.按照辊压辊成品尺寸以及辊压辊工作层材料以及芯部材料的伸尺设计金属冷型工装,b.将工装各部件分别放置在干燥窑中进行干燥;c.组装金属冷型工装;d.将组装好的金属冷型工装安放在离心机的底座上;e.同时在两台电炉的浇包中分别熔化工作层钢水和芯部铁水;f.启动离心机进行浇注;g.取出辊压辊毛坯,入保温槽保温即可。本发明采用离心、复合的铸造方法,在铸造工作层的同时直接铸造出带有咬入花纹的辊面,生产成本较低;并且铸造出工作层辊面光滑无裂纹,致密度高,进一步提高了
辊涂层辊及其制造方法.pdf
本发明涉及辊涂层及其制造方法,所述辊涂层包括纤维和由芳香族异氰酸酯制成的聚氨酯。该辊涂层在其制造过程中刚制备出来时具有改善的强度,因此涂层能够以简易、高效和廉价的方式制造。本发明还涉及纤维幅材机的辊,其中该辊的辊体上包含聚合物材料的涂层。
一种花纹辊铣床及花纹辊制造方法.pdf
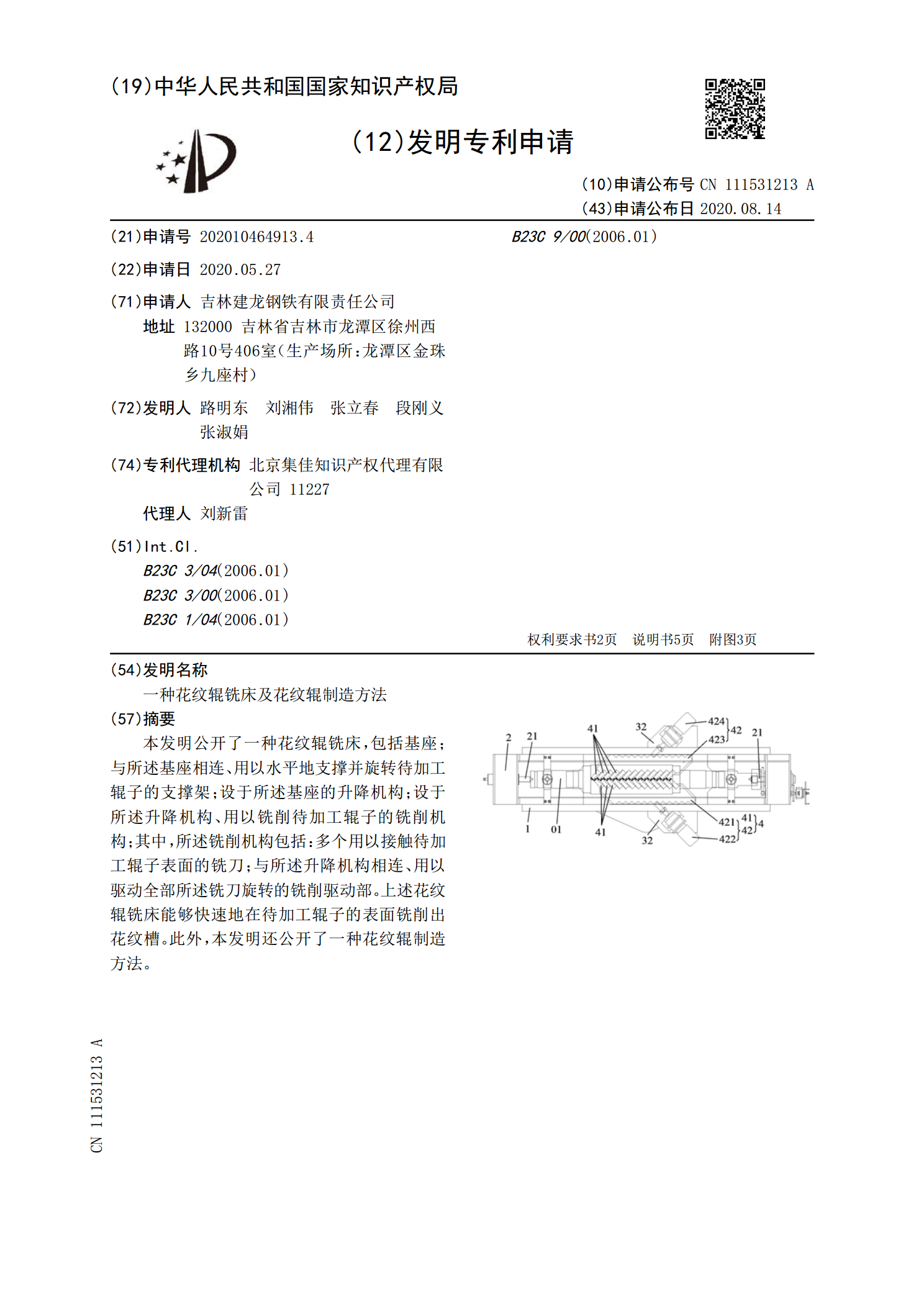
本发明公开了一种花纹辊铣床,包括基座;与所述基座相连、用以水平地支撑并旋转待加工辊子的支撑架;设于所述基座的升降机构;设于所述升降机构、用以铣削待加工辊子的铣削机构;其中,所述铣削机构包括:多个用以接触待加工辊子表面的铣刀;与所述升降机构相连、用以驱动全部所述铣刀旋转的铣削驱动部。上述花纹辊铣床能够快速地在待加工辊子的表面铣削出花纹槽。此外,本发明还公开了一种花纹辊制造方法。