
一种极薄铼箔的制造方法.pdf

努力****凌芹

1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种极薄铼箔的制造方法.pdf
本发明涉及一种极薄铼箔的制造方法。包括如下步骤:将粒度为‑100~‑300目、纯度4N以上的铼粉置于压力机中,在压力100~200Mpa下制成厚度为10mm的纯铼压坯;将纯铼压坯置于真空炉或高温炉中,进行高温烧结,制备出结晶均匀的纯铼板坯;对纯铼板坯采用多辊轧机和退火联动的连续化轧制,进行连续化轧制与退火直到得到铼薄片材;将铼薄片材采用化学刻蚀减薄与多辊轧机精轧并行的联合轧制流程,最终获得目标产品厚度为9~11微米的极薄铼箔。本发明的方法具有效率高,表面质量好,设备投资省等优点。

一种超薄高纯铼箔的制造方法.pdf
本发明公开一种超薄高纯铼箔的制造方法,包括如下步骤:1)原料制备:首先将高纯铼粉进行射频等离子体球化处理,得到易于粉末轧制成形的高纯球形铼粉或者类球形铼粉;2)纯铼压坯制备:在球化处理后的高纯铼粉中加入的粘结剂,使用粉末轧机,轧制出纯铼压坯;3)烧结:采用真空炉或其他形式高温炉对纯铼压坯进行高温烧结,制备出结晶均匀的纯铼板坯;4)连续化轧制及退火:对纯铼板坯采用多辊轧机和退火联动的连续化轧制;将纯铼板坯表面涂覆润滑剂,连续化轧制与退火,直到得到所需尺寸的成品铼箔。具有轧制流程短,退火效率高,表面质量好等优

一种制备极薄金属钼箔材的方法.pdf
一种制备极薄金属钼箔材的方法,将纯钨箔材和纯钼箔材加工成完全相同尺寸的片材;按照纯钨箔材/纯钼箔材/纯钨箔材进行堆叠;将堆叠后的材料放入加热炉内加热,加热温度为700℃‑850℃之间,加热3‑5分钟;将加热后材料取出,进行冷轧;将轧制后的材料继续放入加热炉内加热,加热温度为700℃‑850℃之间,加热2‑3分钟;将加热后材料取出,进行冷轧;在冷轧过程中,利用钨片和钼片之间的摩擦力将钼表层的氧化物进行机械剥离;重复直到钼材厚度降低到1μm以下,本发明利用钼箔与钨箔进行叠轧,制备出极薄钼箔材。本发明所得钼箔厚
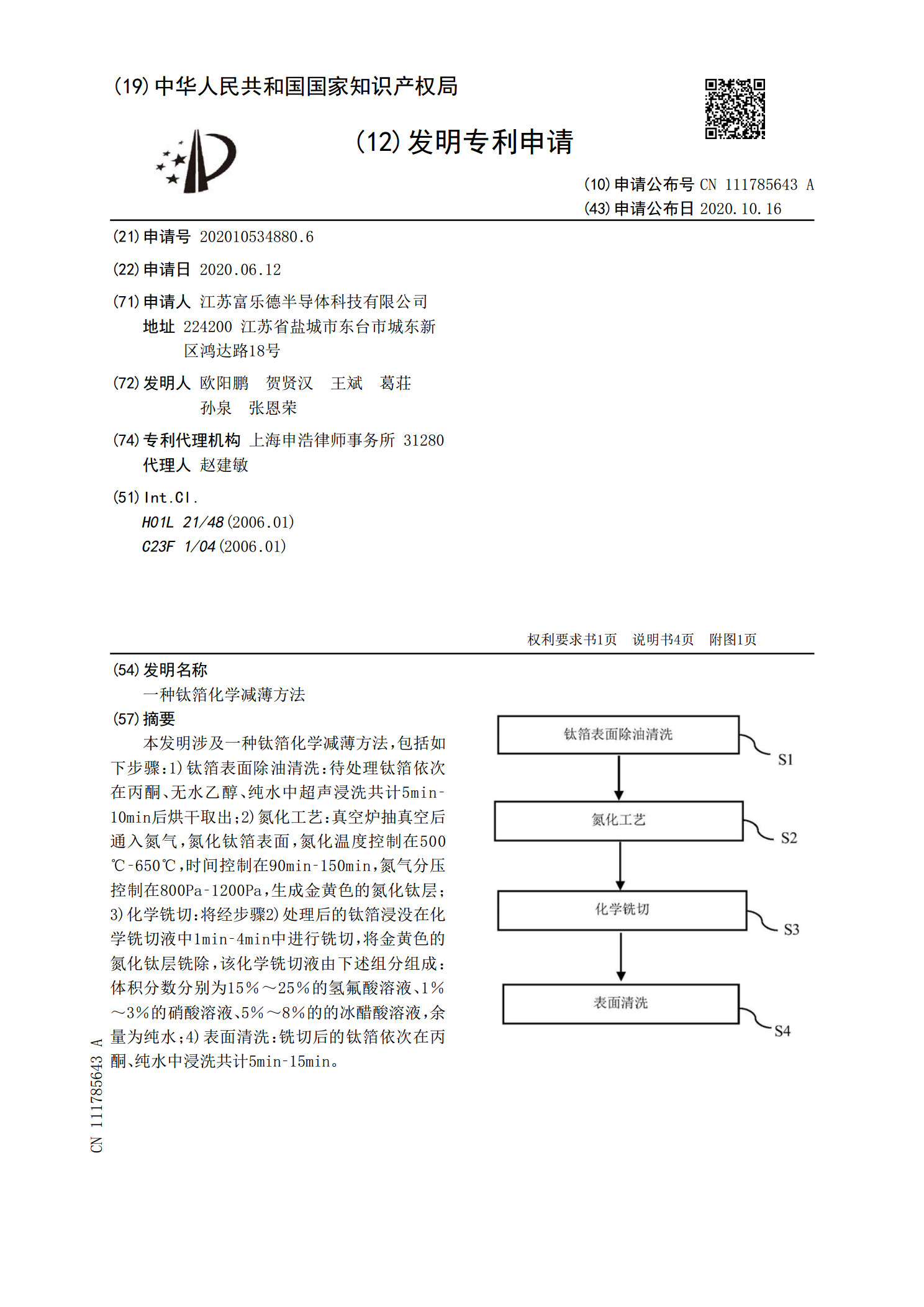
一种钛箔化学减薄方法.pdf
本发明涉及一种钛箔化学减薄方法,包括如下步骤:1)钛箔表面除油清洗:待处理钛箔依次在丙酮、无水乙醇、纯水中超声浸洗共计5min‑10min后烘干取出;2)氮化工艺:真空炉抽真空后通入氮气,氮化钛箔表面,氮化温度控制在500℃‑650℃,时间控制在90min‑150min,氮气分压控制在800Pa‑1200Pa,生成金黄色的氮化钛层;3)化学铣切:将经步骤2)处理后的钛箔浸没在化学铣切液中1min‑4min中进行铣切,将金黄色的氮化钛层铣除,该化学铣切液由下述组分组成:体积分数分别为15%~25%的氢氟酸溶
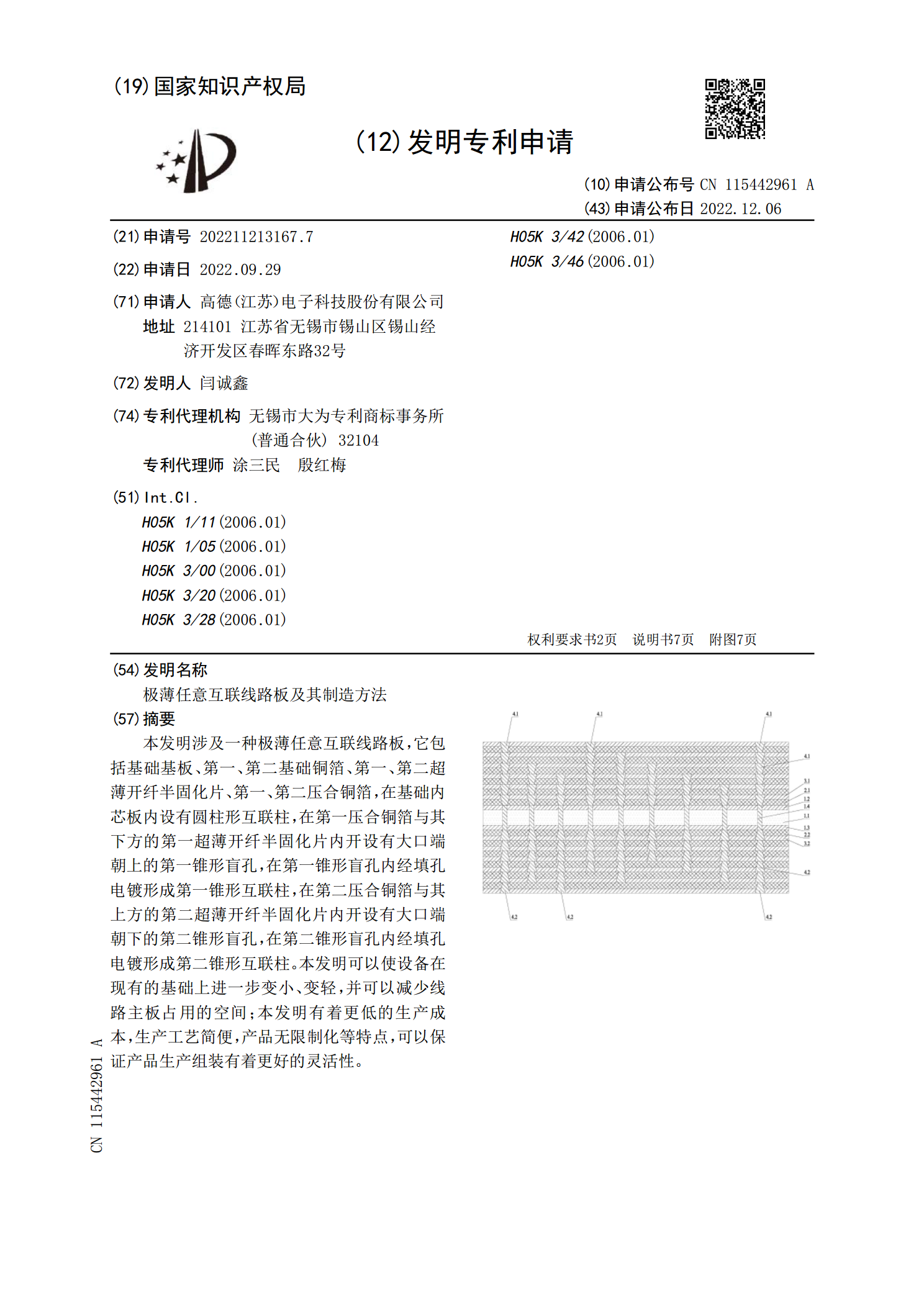
极薄任意互联线路板及其制造方法.pdf
本发明涉及一种极薄任意互联线路板,它包括基础基板、第一、第二基础铜箔、第一、第二超薄开纤半固化片、第一、第二压合铜箔,在基础内芯板内设有圆柱形互联柱,在第一压合铜箔与其下方的第一超薄开纤半固化片内开设有大口端朝上的第一锥形盲孔,在第一锥形盲孔内经填孔电镀形成第一锥形互联柱,在第二压合铜箔与其上方的第二超薄开纤半固化片内开设有大口端朝下的第二锥形盲孔,在第二锥形盲孔内经填孔电镀形成第二锥形互联柱。本发明可以使设备在现有的基础上进一步变小、变轻,并可以减少线路主板占用的空间;本发明有着更低的生产成本,生产工艺