
一种立式连续退火炉返回卷平稳过渡控制方法.pdf

贤惠****66


1/10
2/10
3/10

4/10
5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种立式连续退火炉返回卷平稳过渡控制方法.pdf
本发明涉及一种立式连续退火炉返回卷平稳过渡控制方法,所述方法包括以下步骤:步骤S1、对返回卷的表面状态、使用次数和板型进行判定;步骤S2、对返回卷的性能进行判定;步骤S3、判断返回卷在宽度跳跃时是否需要进行挖边作业;步骤S4、返回卷挖边作业;步骤S5、返回卷运行过程中根据焊缝前后带钢的厚度和宽度对炉内带钢的张力和运行速度进行匹配设定。该技术方案根据不同厚度的返回卷在其厚度变化时均给出明确的张力与速度匹配值的参考范围,方便现场生产人员的参考和学习,达到有效降低返回卷在退火炉内运行过程中出现起筋或断带风险的目
一种连续立式退火炉控制方法.pdf
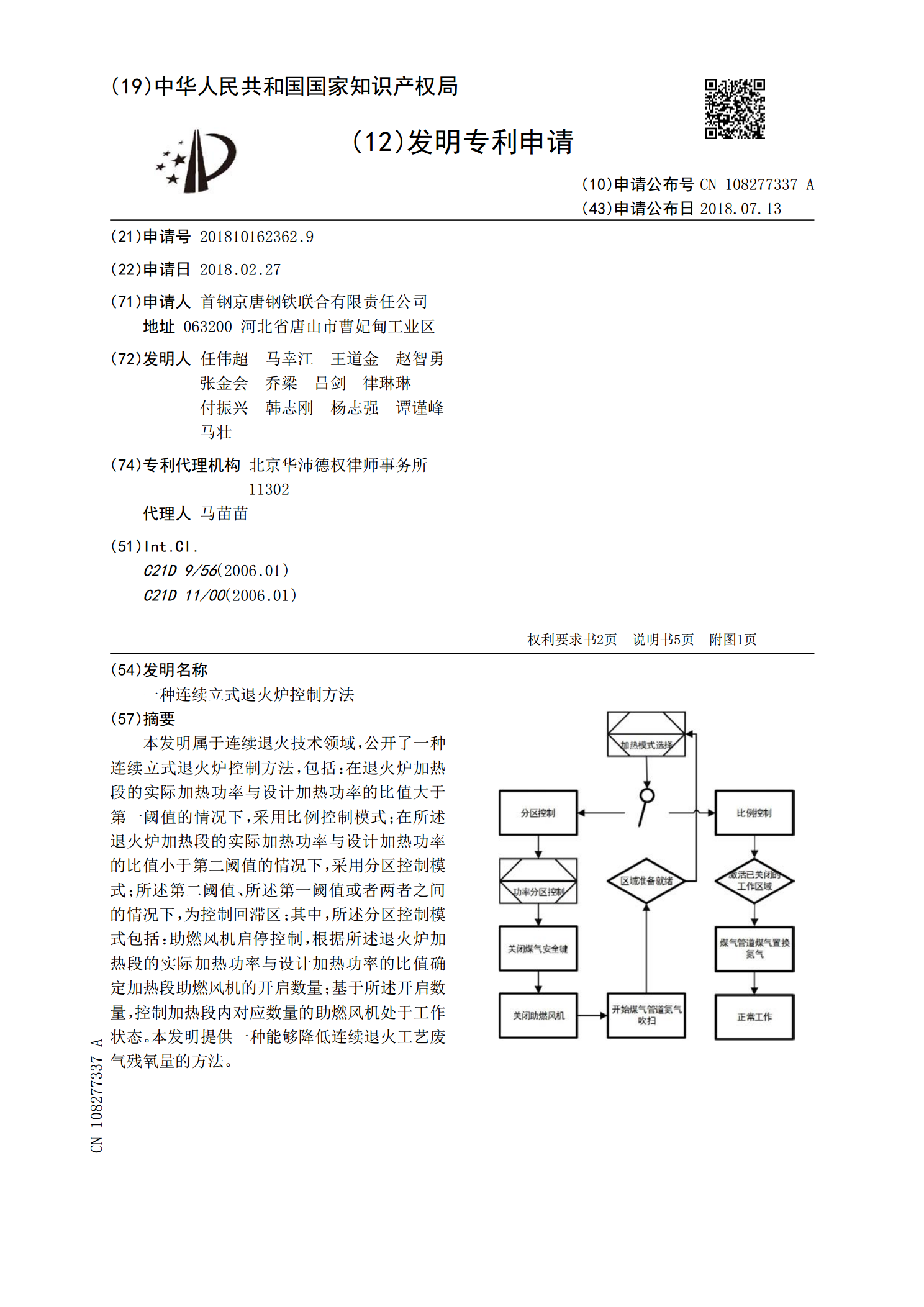
本发明属于连续退火技术领域,公开了一种连续立式退火炉控制方法,包括:在退火炉加热段的实际加热功率与设计加热功率的比值大于第一阈值的情况下,采用比例控制模式;在所述退火炉加热段的实际加热功率与设计加热功率的比值小于第二阈值的情况下,采用分区控制模式;所述第二阈值、所述第一阈值或者两者之间的情况下,为控制回滞区;其中,所述分区控制模式包括:助燃风机启停控制,根据所述退火炉加热段的实际加热功率与设计加热功率的比值确定加热段助燃风机的开启数量;基于所述开启数量,控制加热段内对应数量的助燃风机处于工作状态。本发明提
一种立式连续退火炉料规切换的稳定控制方法.pdf
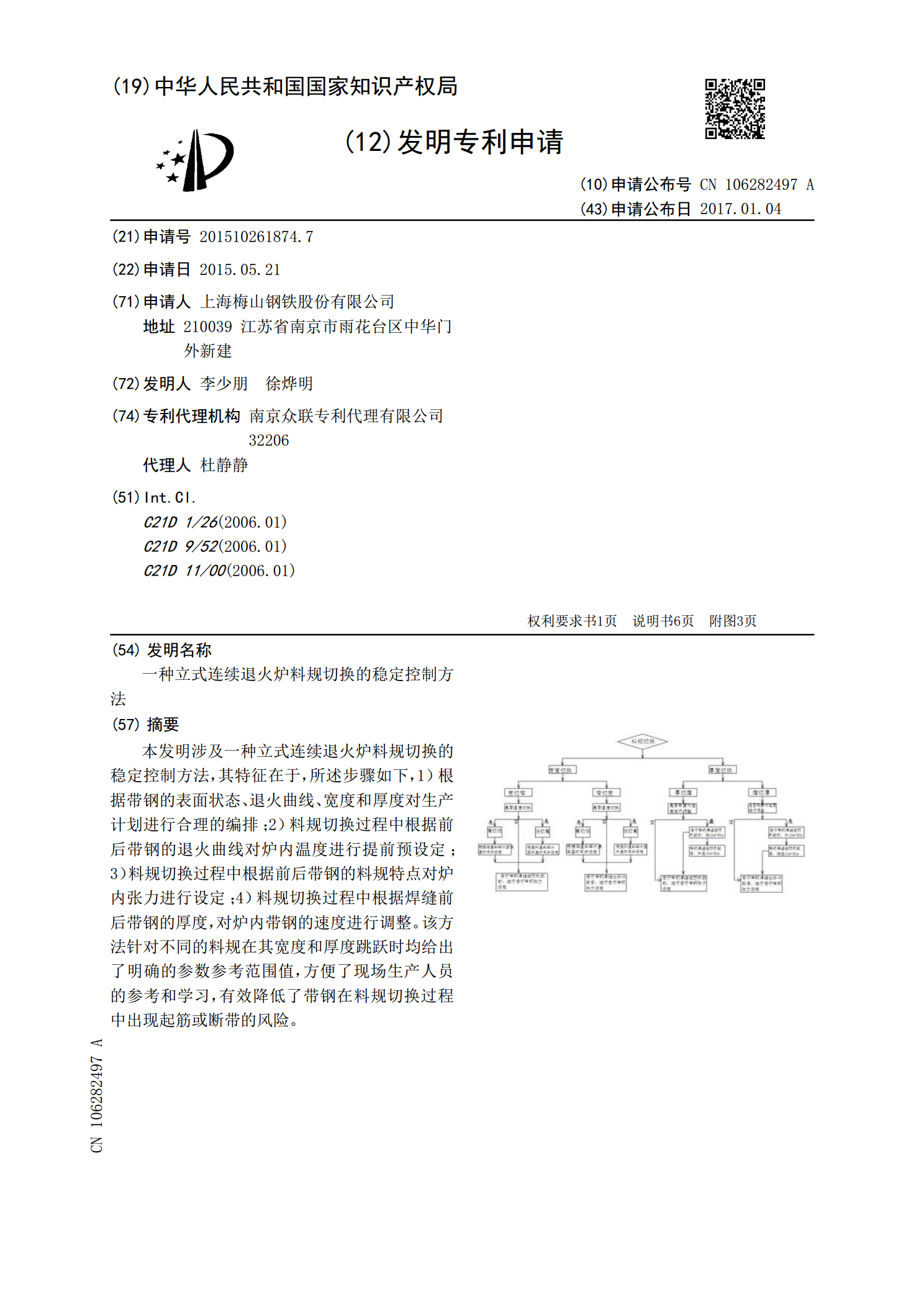
本发明涉及一种立式连续退火炉料规切换的稳定控制方法,其特征在于,所述步骤如下,1)根据带钢的表面状态、退火曲线、宽度和厚度对生产计划进行合理的编排;2)料规切换过程中根据前后带钢的退火曲线对炉内温度进行提前预设定;3)料规切换过程中根据前后带钢的料规特点对炉内张力进行设定;4)料规切换过程中根据焊缝前后带钢的厚度,对炉内带钢的速度进行调整。该方法针对不同的料规在其宽度和厚度跳跃时均给出了明确的参数参考范围值,方便了现场生产人员的参考和学习,有效降低了带钢在料规切换过程中出现起筋或断带的风险。
立式连续退火炉张力的设定方法.pdf
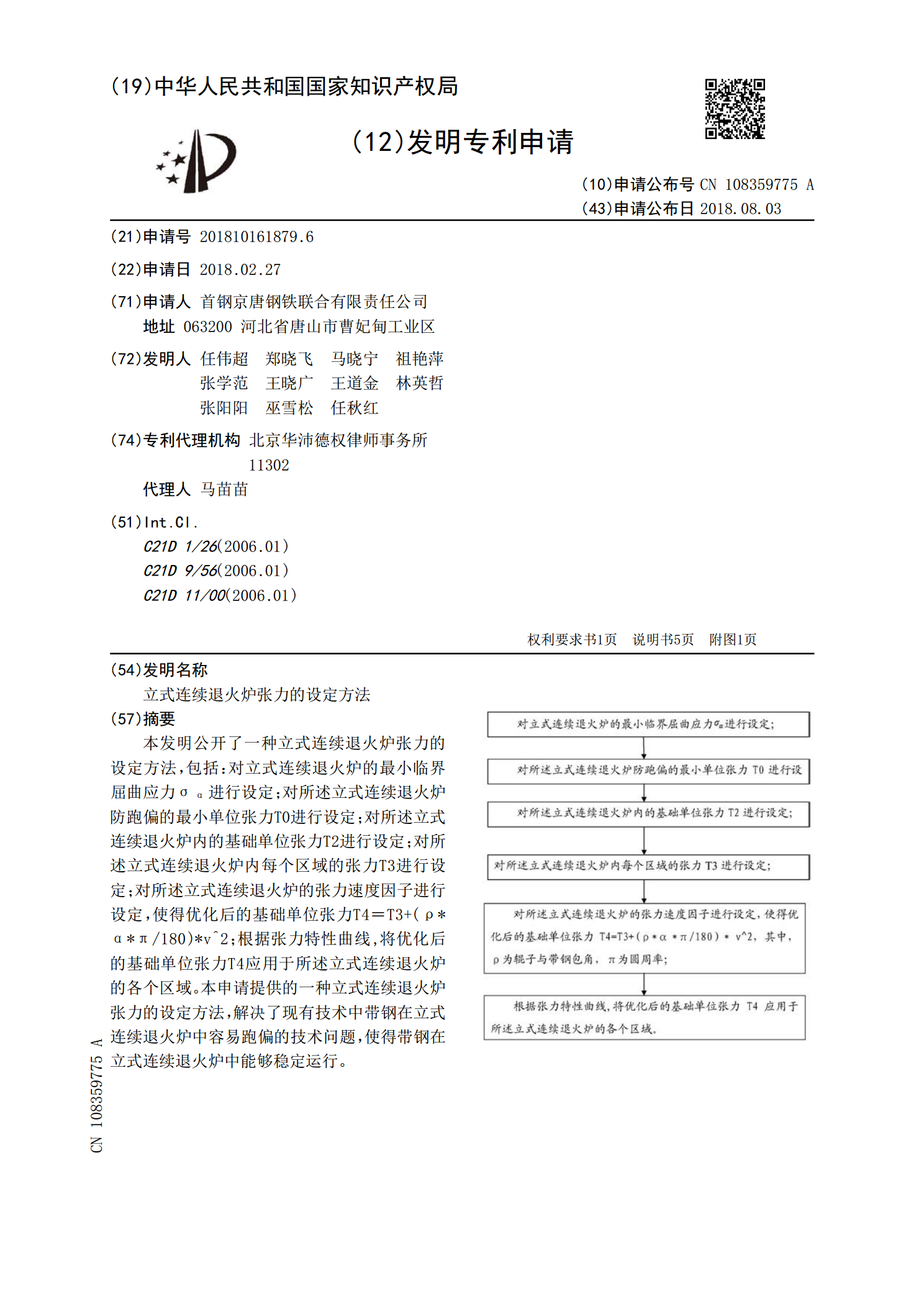
本发明公开了一种立式连续退火炉张力的设定方法,包括:对立式连续退火炉的最小临界屈曲应力σ

立式连续退火炉炉内反向穿带控制方法.pdf
本发明涉及一种立式连续退火炉炉内反向穿带控制方法,所述控制方法如下:S1、机组停机,退火炉切换至降温模式;S2、确认炉内断带位置和出口活套套量是否充足,决定是否采用反向穿带作业方法;S3、待炉温降低至开炉盖温度以下,结合炉内断带情况,打开相应炉盖并进行废钢处理和穿绳作业,在断带带尾制作带头,并与穿带绳连接;S4、选择需要联动的炉辊;S5、根据出口活套套量,设定出口活套张力,采用退火炉出口张紧辊收紧炉内带钢;S6、操作出口张紧辊和炉辊反向全联动,进行炉内反向穿带作业,直至带尾穿至退火炉入口张紧辊处;S7、关