
立式连续退火炉张力的设定方法.pdf

春波****公主

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
立式连续退火炉张力的设定方法.pdf
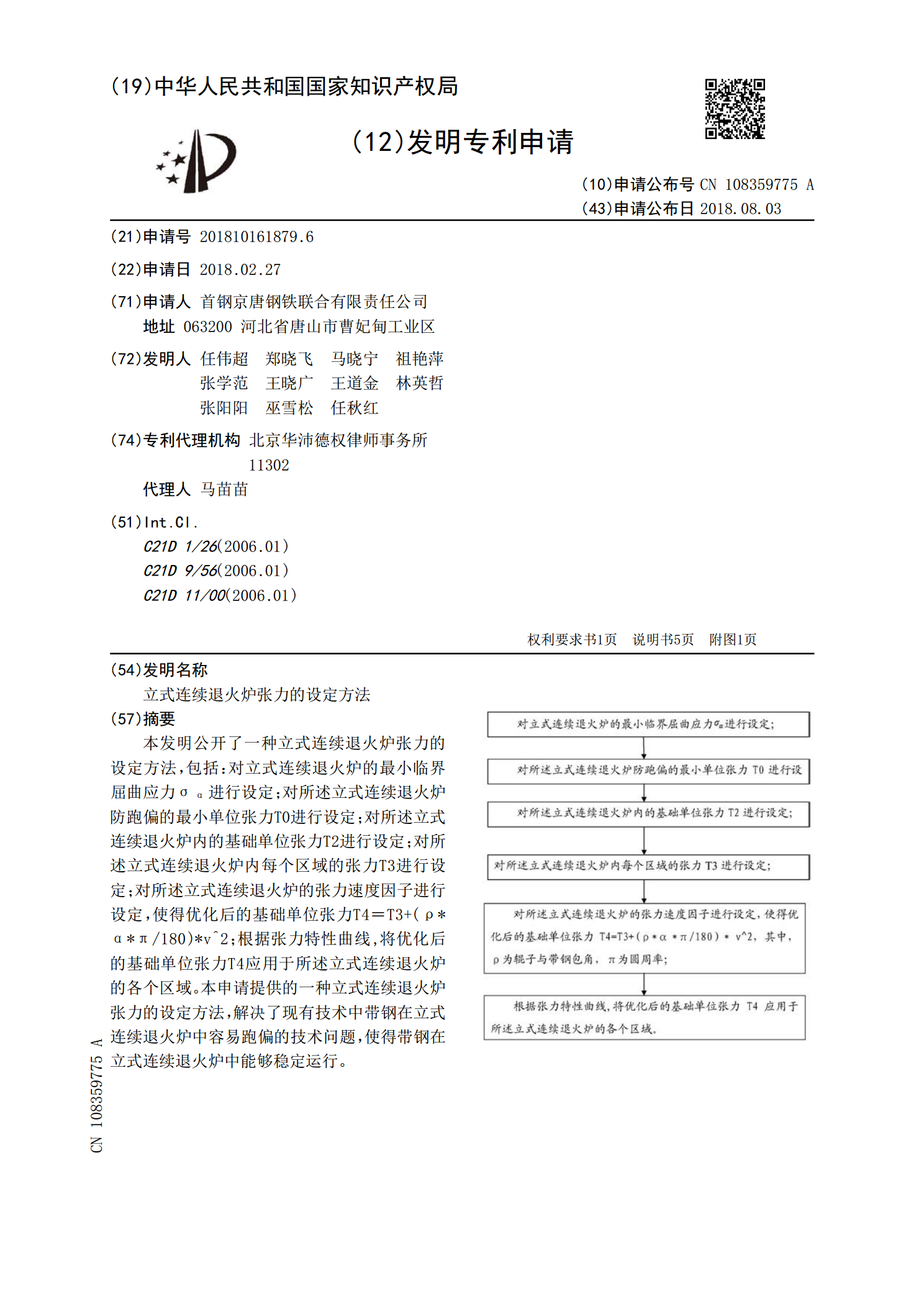
本发明公开了一种立式连续退火炉张力的设定方法,包括:对立式连续退火炉的最小临界屈曲应力σ
冷轧连续退火炉炉温升降速率设定方法.pdf
本发明公开了一种冷轧连续退火炉炉温升降速率设定方法,包括以下步骤:将带钢的厚度H分为M个厚度范围,将所述带钢的出口目标温度T分为K个温度范围,对于每个厚度范围内的带钢,使所述连续退火炉的升温速率和/或降温速率随所述K个温度范围的递增而呈降低趋势或保持不变。本发明的冷轧连续退火炉炉温升降速率设定方法,使得带钢的温度能够稳定过渡,保证了带钢的产品性能。
一种连续立式退火炉控制方法.pdf
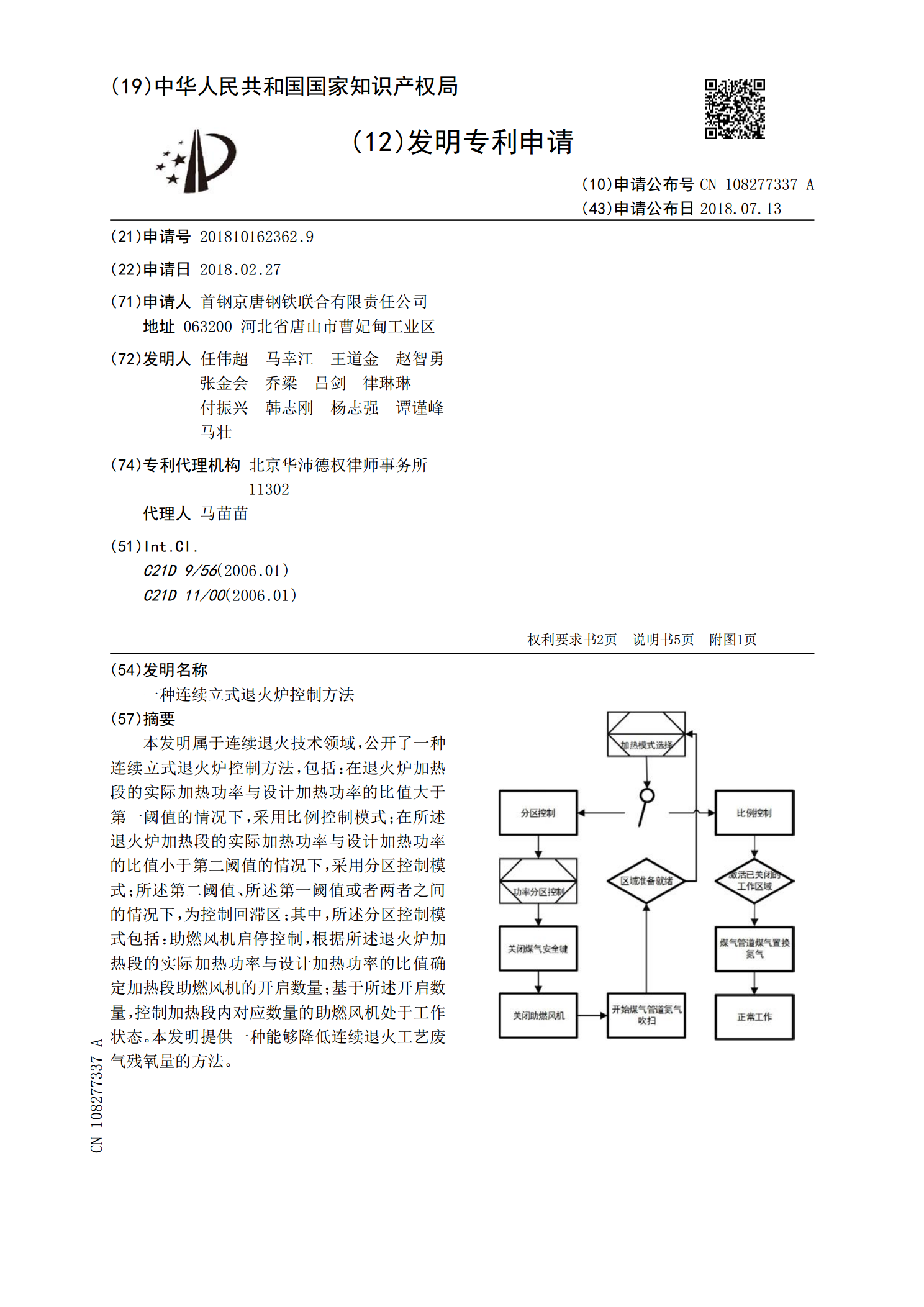
本发明属于连续退火技术领域,公开了一种连续立式退火炉控制方法,包括:在退火炉加热段的实际加热功率与设计加热功率的比值大于第一阈值的情况下,采用比例控制模式;在所述退火炉加热段的实际加热功率与设计加热功率的比值小于第二阈值的情况下,采用分区控制模式;所述第二阈值、所述第一阈值或者两者之间的情况下,为控制回滞区;其中,所述分区控制模式包括:助燃风机启停控制,根据所述退火炉加热段的实际加热功率与设计加热功率的比值确定加热段助燃风机的开启数量;基于所述开启数量,控制加热段内对应数量的助燃风机处于工作状态。本发明提
辐射管及立式连续退火炉.pdf
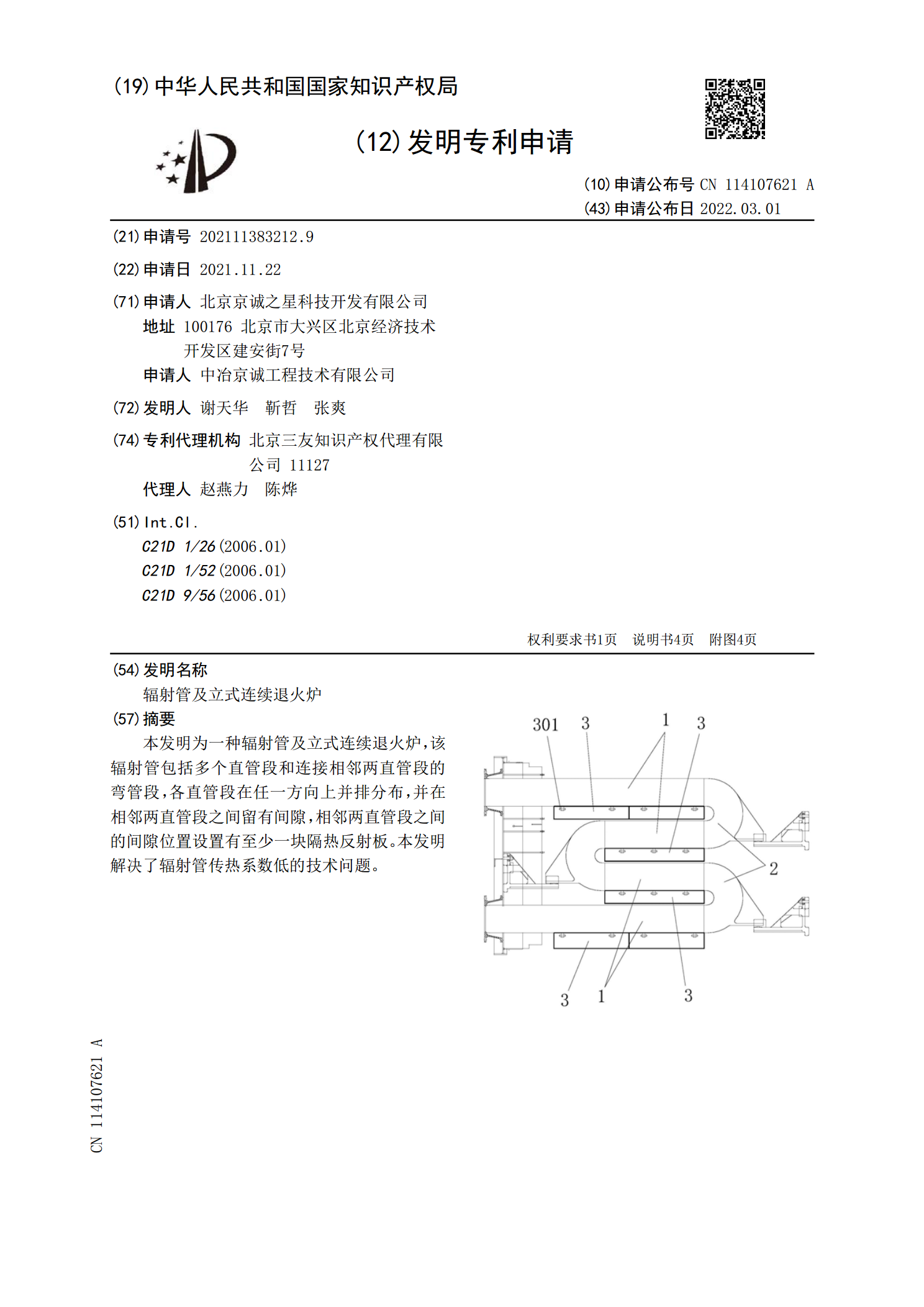
本发明为一种辐射管及立式连续退火炉,该辐射管包括多个直管段和连接相邻两直管段的弯管段,各直管段在任一方向上并排分布,并在相邻两直管段之间留有间隙,相邻两直管段之间的间隙位置设置有至少一块隔热反射板。本发明解决了辐射管传热系数低的技术问题。

立式连续退火炉炉内反向穿带控制方法.pdf
本发明涉及一种立式连续退火炉炉内反向穿带控制方法,所述控制方法如下:S1、机组停机,退火炉切换至降温模式;S2、确认炉内断带位置和出口活套套量是否充足,决定是否采用反向穿带作业方法;S3、待炉温降低至开炉盖温度以下,结合炉内断带情况,打开相应炉盖并进行废钢处理和穿绳作业,在断带带尾制作带头,并与穿带绳连接;S4、选择需要联动的炉辊;S5、根据出口活套套量,设定出口活套张力,采用退火炉出口张紧辊收紧炉内带钢;S6、操作出口张紧辊和炉辊反向全联动,进行炉内反向穿带作业,直至带尾穿至退火炉入口张紧辊处;S7、关