
一种油气弹簧内缸筒气密性改进方法.pdf

努力****凌芹


1/5

2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种油气弹簧内缸筒气密性改进方法.pdf
本技术提供的是一种油气弹簧内缸筒气密性的改进方法,将内缸筒经超声波振动频率60~120KHz、功率密度0.5~0.8W/C,清洗工件表面的油污及多余物;380~400℃的温度下,炉中加热30~60min;600~630℃的盐浴中浸泡180min;400~450℃下,氧化15min,清水漂洗,抛光;重复以上步骤3‑4次,直至内缸筒表面生成氧化层。本技术提供的是油气弹簧内缸筒气密性该进方法,表面形成氧化层,增加防腐能力,提高耐磨性、改变了材料表面的特性。

单活塞杆双缸筒油气弹簧缸.pdf
本发明提出了单活塞杆双缸筒油气弹簧缸,相当于两个油气弹簧缸共用一根活塞杆,两端各有一个独立的缸筒,各自装配成为一个独立的油气弹簧缸,一端的油气弹簧缸内充高压氮气,另一端的油气弹簧缸内充低压氮气,相当于两个刚度不相等的弹簧叠加,当低载荷时,充低压氮气的油气弹簧缸(低气压端)工作,当载荷达到一定值后,两个油气弹簧缸串联一起工作,达到有效刚度的大范围变化要求和空载与满载时均有适宜的缓冲行程。
一种油气弹簧动力缸、油气悬架及汽车.pdf
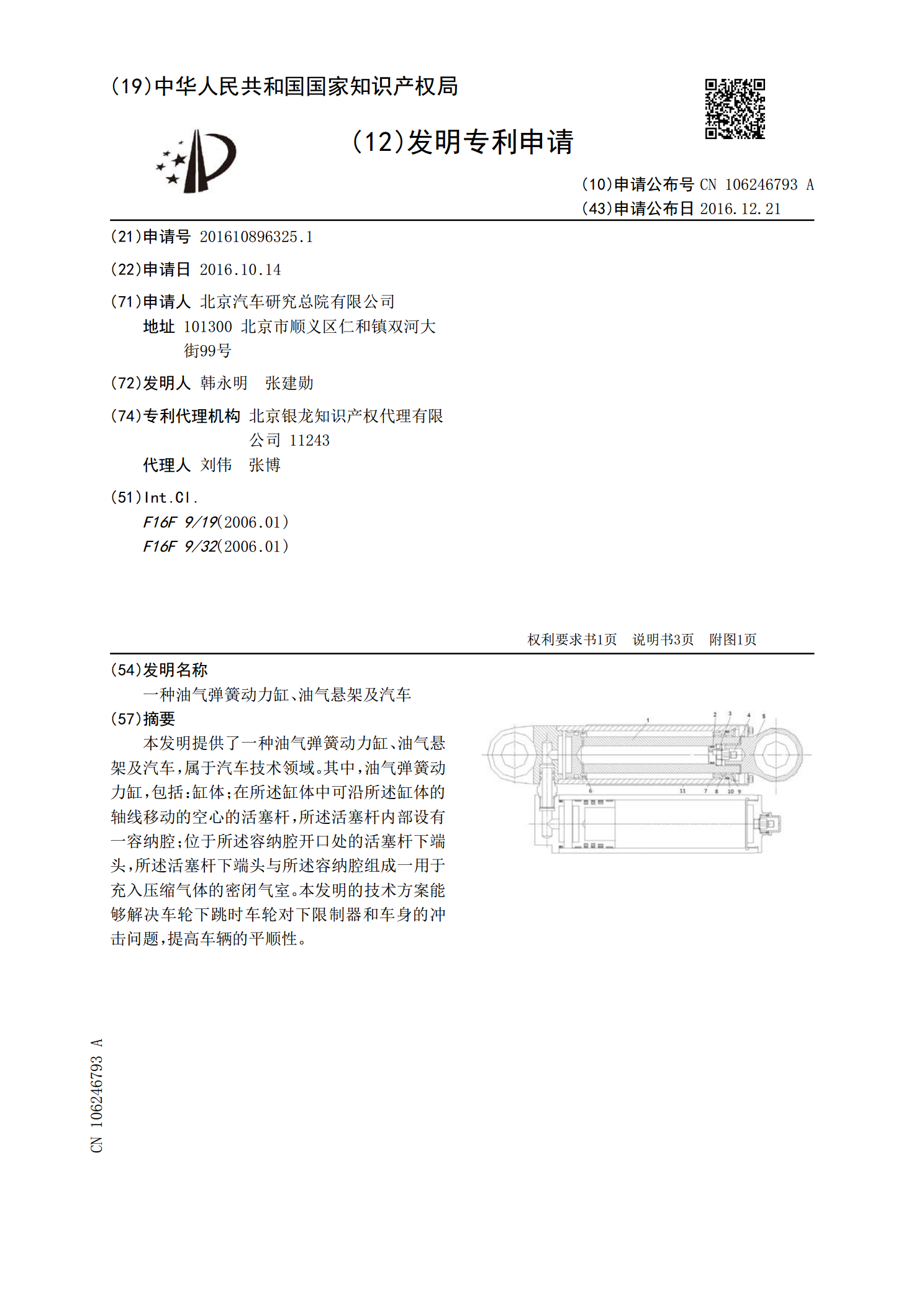
本发明提供了一种油气弹簧动力缸、油气悬架及汽车,属于汽车技术领域。其中,油气弹簧动力缸,包括:缸体;在所述缸体中可沿所述缸体的轴线移动的空心的活塞杆,所述活塞杆内部设有一容纳腔;位于所述容纳腔开口处的活塞杆下端头,所述活塞杆下端头与所述容纳腔组成一用于充入压缩气体的密闭气室。本发明的技术方案能够解决车轮下跳时车轮对下限制器和车身的冲击问题,提高车辆的平顺性。

缸筒内孔的加工方法.pdf
本发明公开了一种缸筒内孔的加工方法,它在精镗内孔完成后,再对缸筒内孔进行滚压,其粗镗、精镗和滚压均在采用普通车床改装制成的专用机床进行,该机床的导向尾座装在所述卡盘与所述溜板箱之间,所述溜板箱的上面固定连接有一根穿过所述导向尾座通孔中的镗杆,在所述导向尾座与所述卡盘之间还装有缸筒托架,所述缸筒托架的支撑端装有用于支撑和定位缸筒另一端的滚轮;所述滚压头的滚子是圆柱体,其圆柱面与两个端面之间圆滑过渡;所述承压体是通过内螺纹与所述镗杆外螺纹连接的,外侧面为圆锥面的筒形体,所述承压体与所述镗杆之间装有限位销。这种

油气弹簧缸研究.docx
油气弹簧缸研究一、研究背景油气弹簧缸是一种广泛应用于各种重载设备和机械系统中的冲击吸收和减震装置。它的核心组成部分是气缸和活塞,通过油气混合物的作用在不同位置和状态下实现机械能的存储和释放。因其具有体积小、弹性好、调节范围大等优点,被广泛应用于建筑机械、冶金机械、矿山机械、铁路机车等领域。然而,随着机械行业的快速发展和技术的逐步升级,现有的油气弹簧缸在耐久性、泄漏等方面出现问题,难以适应高强度、高效率、高智能化的机械设备的需求。二、研究内容1.油气弹簧缸的结构和工作原理油气弹簧缸通常由气缸体、活塞、活塞杆