
缸筒内孔的加工方法.pdf

努力****采萍

1/8

2/8

3/8

4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

缸筒内孔的加工方法.pdf
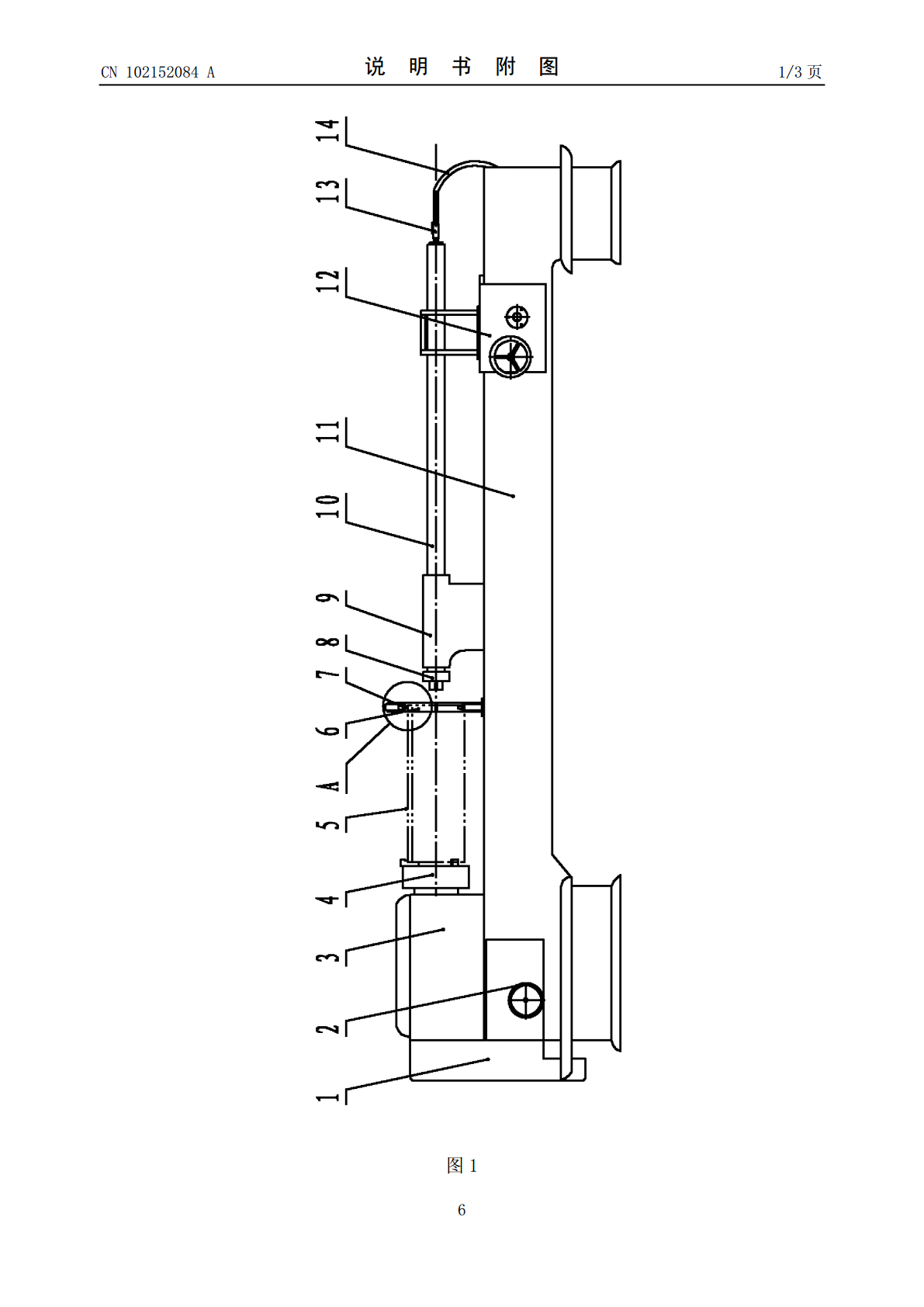
本发明公开了一种缸筒内孔的加工方法,它在精镗内孔完成后,再对缸筒内孔进行滚压,其粗镗、精镗和滚压均在采用普通车床改装制成的专用机床进行,该机床的导向尾座装在所述卡盘与所述溜板箱之间,所述溜板箱的上面固定连接有一根穿过所述导向尾座通孔中的镗杆,在所述导向尾座与所述卡盘之间还装有缸筒托架,所述缸筒托架的支撑端装有用于支撑和定位缸筒另一端的滚轮;所述滚压头的滚子是圆柱体,其圆柱面与两个端面之间圆滑过渡;所述承压体是通过内螺纹与所述镗杆外螺纹连接的,外侧面为圆锥面的筒形体,所述承压体与所述镗杆之间装有限位销。这种

缸筒内孔超行程磨削加工方法.pdf
本发明涉及一种磨削方法,具体涉及一种缸筒内孔超行程磨削加工方法,为解决不能够有效保证缸筒的形位公差的技术问题,提供了一种缸筒内孔超行程磨削加工方法,所采用的技术方案为包括:数显深孔内圆磨床,按照以下步骤进行,a、对缸筒进行热处理、粗车等前期加工;b、深孔镗削,留磨量0.5~0.6mm;c、找正内孔在0.1mm以内,并在距离两端200mm处外圆车两条宽80mm的基准带;d、粗磨内孔;e、停车6h后对内孔尺寸再次测量,保证满足尺寸要求,否则需要进一步精磨以满足要求;f、进行接刀磨削,粗磨内孔,随车修整砂轮,再
缸筒类零件内孔的加工方法.pdf
本发明缸筒类零件内孔的加工方法涉及机械加工领域,具体涉及缸筒类零件内孔的加工方法,包括以下步骤:预处理,对缸筒坯料进行调质处理,并校直;对预处理后的缸筒坯料两端车出镗孔用的工艺定位止口,焊接缸体外部构件;粗镗,上专用机床进行粗镗缸筒内孔;将缸筒坯料在专用机床上定位,用粗镗刀进行镗孔;精镗,拆下粗镗刀,在镗杆上安装精镗刀对缸筒内孔进行精镗;滚压,拆下精镗刀,在镗杆上安装滚子式滚压头对缸筒内孔进行滚压。本发明加工过程简单,可保证较高的成品率,加工效率高,能有效降低生产成本。
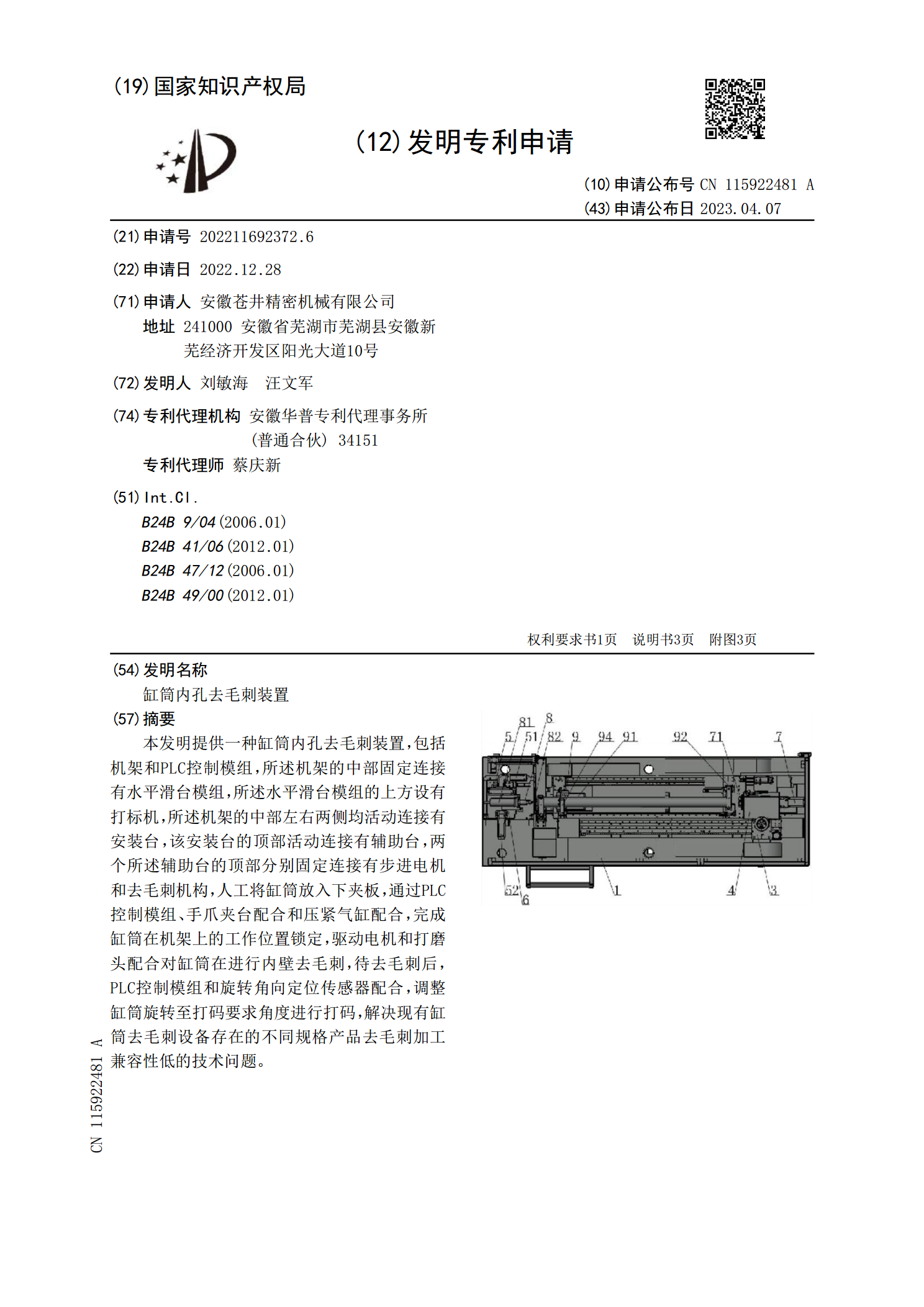
缸筒内孔去毛刺装置.pdf
本发明提供一种缸筒内孔去毛刺装置,包括机架和PLC控制模组,所述机架的中部固定连接有水平滑台模组,所述水平滑台模组的上方设有打标机,所述机架的中部左右两侧均活动连接有安装台,该安装台的顶部活动连接有辅助台,两个所述辅助台的顶部分别固定连接有步进电机和去毛刺机构,人工将缸筒放入下夹板,通过PLC控制模组、手爪夹台配合和压紧气缸配合,完成缸筒在机架上的工作位置锁定,驱动电机和打磨头配合对缸筒在进行内壁去毛刺,待去毛刺后,PLC控制模组和旋转角向定位传感器配合,调整缸筒旋转至打码要求角度进行打码,解决现有缸筒去

汽轮机低压内缸腔体内的斜销孔的加工夹具及加工方法.pdf
本发明公开了一种汽轮机低压内缸腔体内的斜销孔的加工夹具,为一U字型槽块,它的两侧壁之间的距离与斜销孔周围的搭子宽度匹配,而槽深为搭子的高度,它的一侧壁开设若干安装孔,它的底壁内表面为与其两侧壁垂直的平面,而它的底壁外表面为一与底壁内表面成一角度为α的斜面,该α为所述销孔轴线与销孔周围端面之间的夹角,它的底壁上以与其底壁内表面垂直的方式开设若干钻孔。本发明还公开了一种汽轮机低压内缸腔体内的斜销孔的加工方法,包括下列步骤:划线步骤;安装夹具的步骤;安装吸铁钻的步骤;吸牢吸铁钻的步骤;完成钻斜销孔的步骤。本发明