
一种提高780MPa级镀锌双相钢性能均匀性的方法.pdf

如灵****姐姐


1/10

2/10
3/10

4/10

5/10
6/10

7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种提高780MPa级镀锌双相钢性能均匀性的方法.pdf
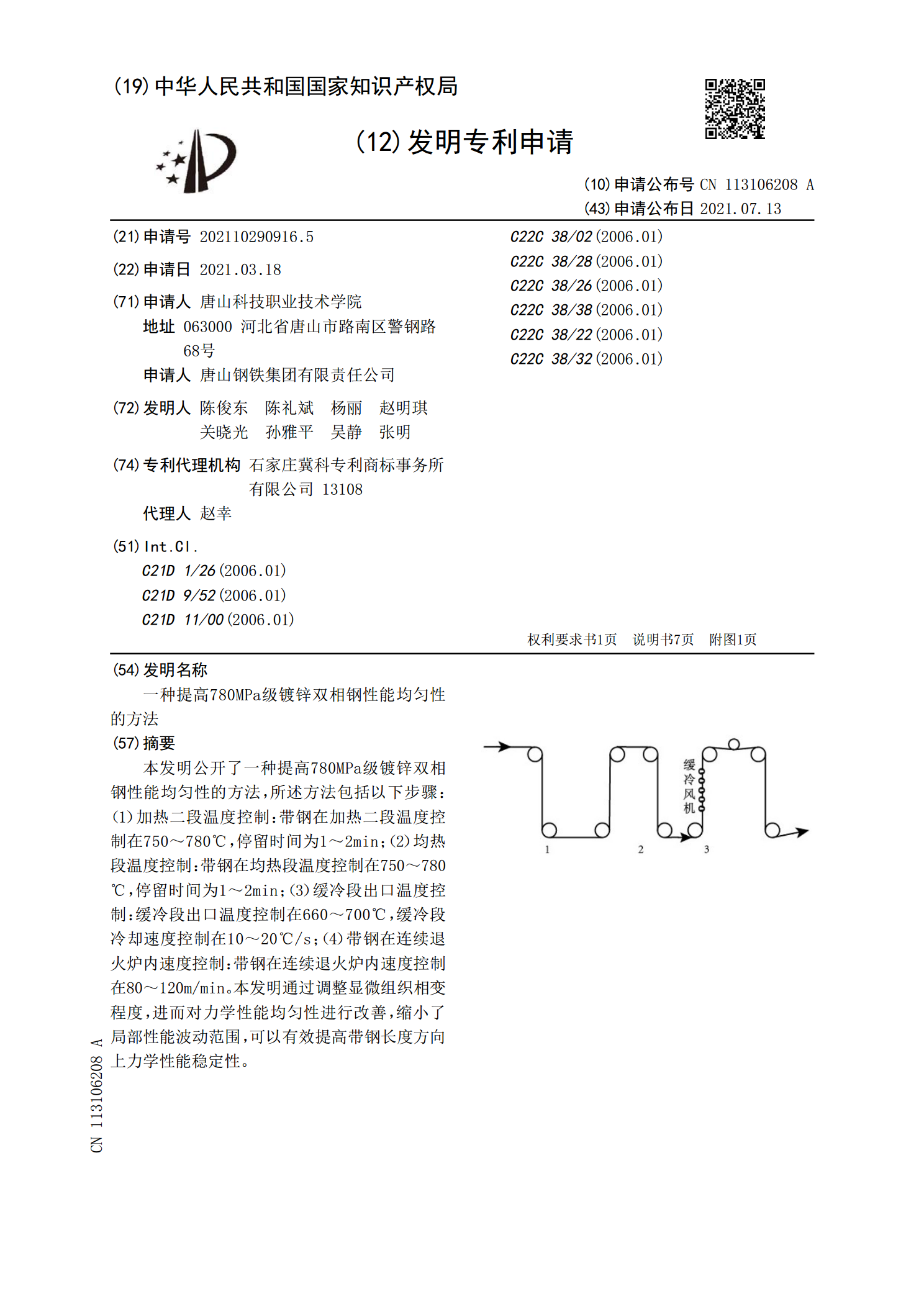
本发明公开了一种提高780MPa级镀锌双相钢性能均匀性的方法,所述方法包括以下步骤:(1)加热二段温度控制:带钢在加热二段温度控制在750~780℃,停留时间为1~2min;(2)均热段温度控制:带钢在均热段温度控制在750~780℃,停留时间为1~2min;(3)缓冷段出口温度控制:缓冷段出口温度控制在660~700℃,缓冷段冷却速度控制在10~20℃/s;(4)带钢在连续退火炉内速度控制:带钢在连续退火炉内速度控制在80~120m/min。本发明通过调整显微组织相变程度,进而对力学性能均匀性进行改善,

780MPa级合金化镀锌双相钢组织和性能的优化.docx
780MPa级合金化镀锌双相钢组织和性能的优化780MPa级合金化镀锌双相钢组织和性能的优化摘要:随着汽车工业的迅速发展和对高强度轻量化材料的需求,780MPa级合金化镀锌双相钢作为一种理想的材料,得到了广泛的应用。本文通过对780MPa级合金化镀锌双相钢的组织和性能进行分析,提出了一系列的优化措施,旨在进一步提高该钢材的力学性能和耐腐蚀性能,以满足汽车工业对材料的要求。1.引言汽车工业对材料的要求越来越高,要求材料具有高强度和良好的耐腐蚀性能。780MPa级合金化镀锌双相钢具有较高的屈服强度和良好的耐腐
双相钢镀锌的方法.pdf
本申请提供了一种双相钢镀锌的方法,包括以下步骤:将带钢依次进行预热、加热、还原、冷却和镀锌;其中,加热在无氧化加热炉中使用明火加热,预热以及加热的氧气含量的体积分数为0.5%~1.5%,加热的炉温为1100℃~1150℃,加热的带钢温度为570℃~630℃。本申请提供的双相钢镀锌的方法,利用明火加热的方式控制加热段的氧气含量,通过一定的氧化气氛来控制Mn和Si在铁基体里面氧化的程度,使得合金氧化物生成在钢板的亚表面,解决了此类氧化物无法还原而引起的漏镀缺陷;同时通过采取直接燃烧的方式加热,加热效率高,控制

一种具有优异扩孔性能的780MPa级热轧双相钢及制备方法.pdf
一种具有优异扩孔性能的780MPa级热轧双相钢,其化学成分及wt%为:C:0.05~0.09%,Si:0.10~0.30%,Mn:1.40~1.60%,P≤0.010%,S≤0.003%,Ti:0.08~0.12%,Mo:0.20~0.24%,Nb:0.010~0.030%,V:0.08~0.12%;生产方法:经转炉冶炼后进行真空处理;连铸成坯后对铸坯加热;粗轧;精轧;二段式冷却;卷取。本发明铁素体+马氏体晶粒度等级≥10级;马氏体的面积率为30%~50%;铁素体基体内含有大量的纳米级簇团析出物,其尺寸在
一种热镀锌双相钢选择性氧化控制方法.pdf
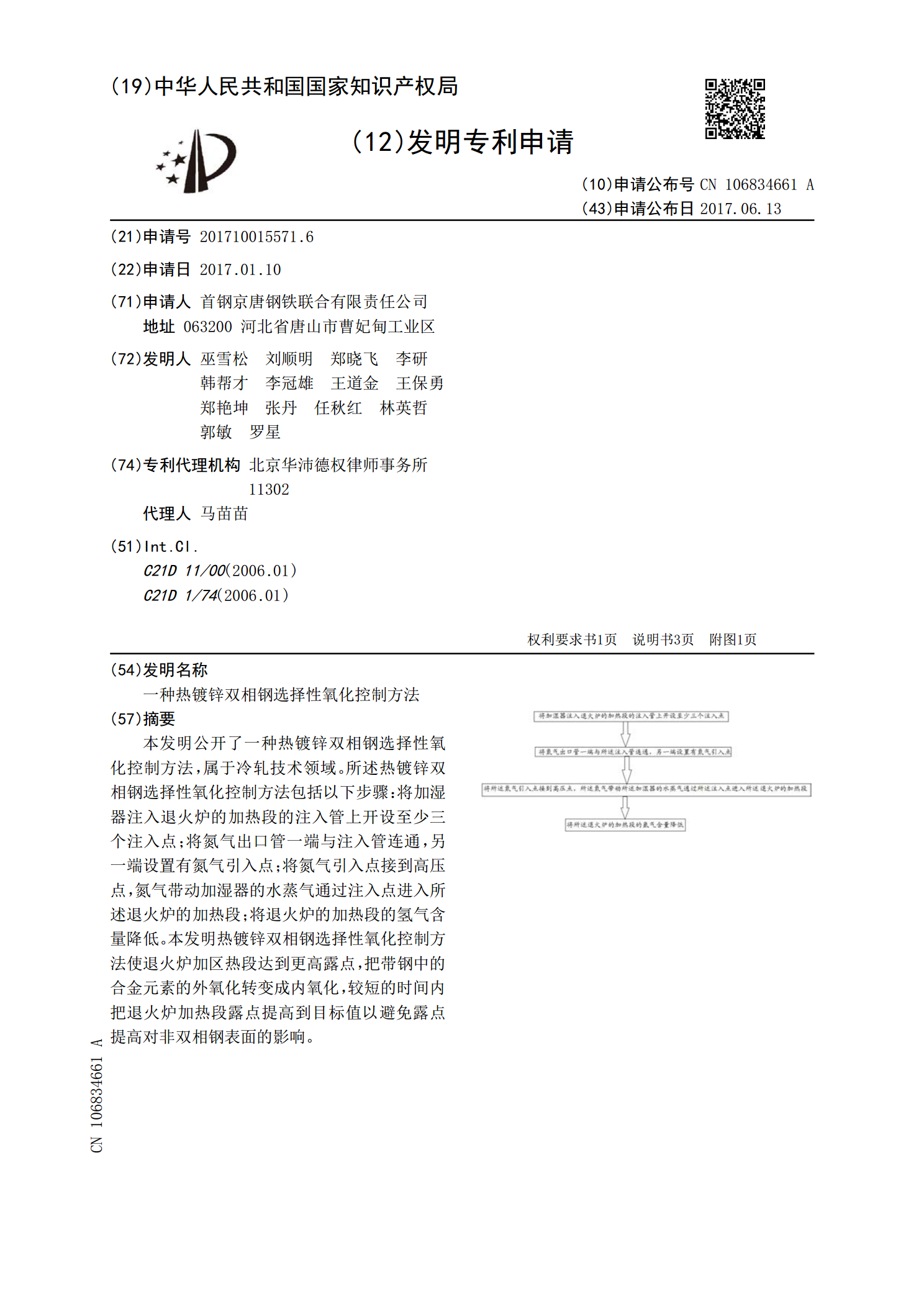
本发明公开了一种热镀锌双相钢选择性氧化控制方法,属于冷轧技术领域。所述热镀锌双相钢选择性氧化控制方法包括以下步骤:将加湿器注入退火炉的加热段的注入管上开设至少三个注入点;将氮气出口管一端与注入管连通,另一端设置有氮气引入点;将氮气引入点接到高压点,氮气带动加湿器的水蒸气通过注入点进入所述退火炉的加热段;将退火炉的加热段的氢气含量降低。本发明热镀锌双相钢选择性氧化控制方法使退火炉加区热段达到更高露点,把带钢中的合金元素的外氧化转变成内氧化,较短的时间内把退火炉加热段露点提高到目标值以避免露点提高对非双相钢表