
一种热镀锌双相钢选择性氧化控制方法.pdf

Do****76

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种热镀锌双相钢选择性氧化控制方法.pdf
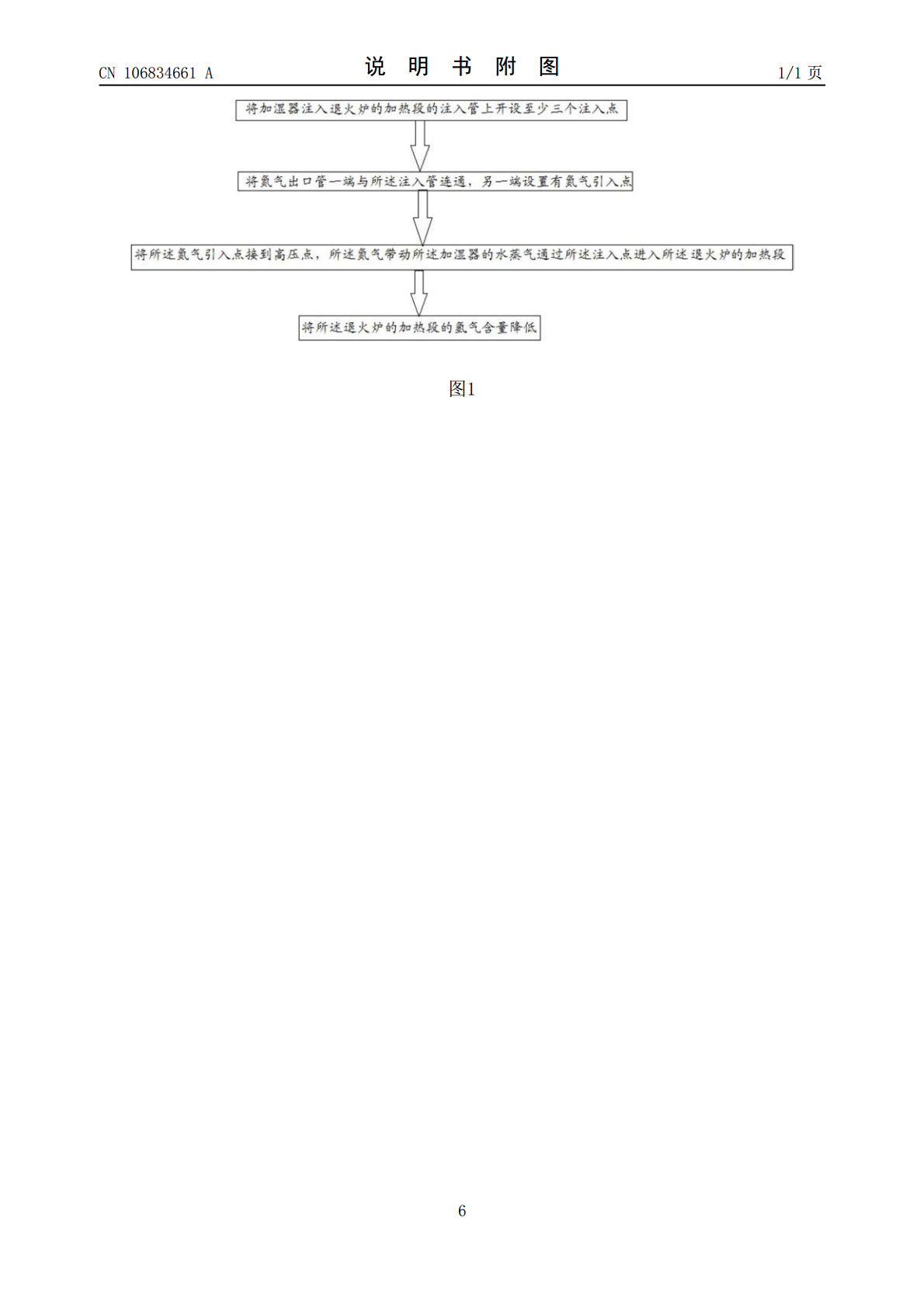
本发明公开了一种热镀锌双相钢选择性氧化控制方法,属于冷轧技术领域。所述热镀锌双相钢选择性氧化控制方法包括以下步骤:将加湿器注入退火炉的加热段的注入管上开设至少三个注入点;将氮气出口管一端与注入管连通,另一端设置有氮气引入点;将氮气引入点接到高压点,氮气带动加湿器的水蒸气通过注入点进入所述退火炉的加热段;将退火炉的加热段的氢气含量降低。本发明热镀锌双相钢选择性氧化控制方法使退火炉加区热段达到更高露点,把带钢中的合金元素的外氧化转变成内氧化,较短的时间内把退火炉加热段露点提高到目标值以避免露点提高对非双相钢表
一种冷轧热镀锌双相钢及其制备方法.pdf
本发明涉及一种冷轧热镀锌双相钢,其化学成分重量百分比分别为:C:0.11-0.14%,Si:0.1-0.3%,Mn:1.2-1.5%,P:≤0.01%,S:≤0.01%,Al:0.03-0.07%,Cr:0.5-0.7%,Ti:0-0.03%,B≤0.005%,余量为Fe。还涉及一种冷轧热镀锌双相钢的制备方法,包括以下步骤:钢水经过转炉冶炼后采用连铸方式获得连铸坯;连铸坯经过热轧获得热轧板,热轧板经冷轧得到冷硬带钢;冷硬带钢经过连续镀锌退火工艺处理得到冷轧热镀锌双相钢成品。本发明使冷轧热镀锌双相钢在满足强
一种改善冷轧热镀锌高强双相钢边部成形的控制方法.pdf
本发明公开了一种改善冷轧热镀锌高强双相钢边部成形的控制方法包括以下步骤:S1、满足800MPa级C‑Si‑Mn‑Cr系冷轧热镀锌双相钢成份设计的钢进行脱硫、转炉吹炼、RH真空精炼、连铸得到连铸坯;S2、将连铸坯经常规加热后进行热轧,终轧温度控制在850~950℃;S3、层冷过程中,降低开始层冷冷却速度,控制在50~60℃/s,卷取温度控制在530~650℃;S4、经常规酸洗后进行冷轧,控制冷轧总压下率为50~70%,冷轧板卷厚度为0.5~2.2mm。通过组织工艺降低软硬相之间的硬度差异,同时匹配合适的剪切
一种冷轧连续退火工序双相钢氧化色控制方法.pdf
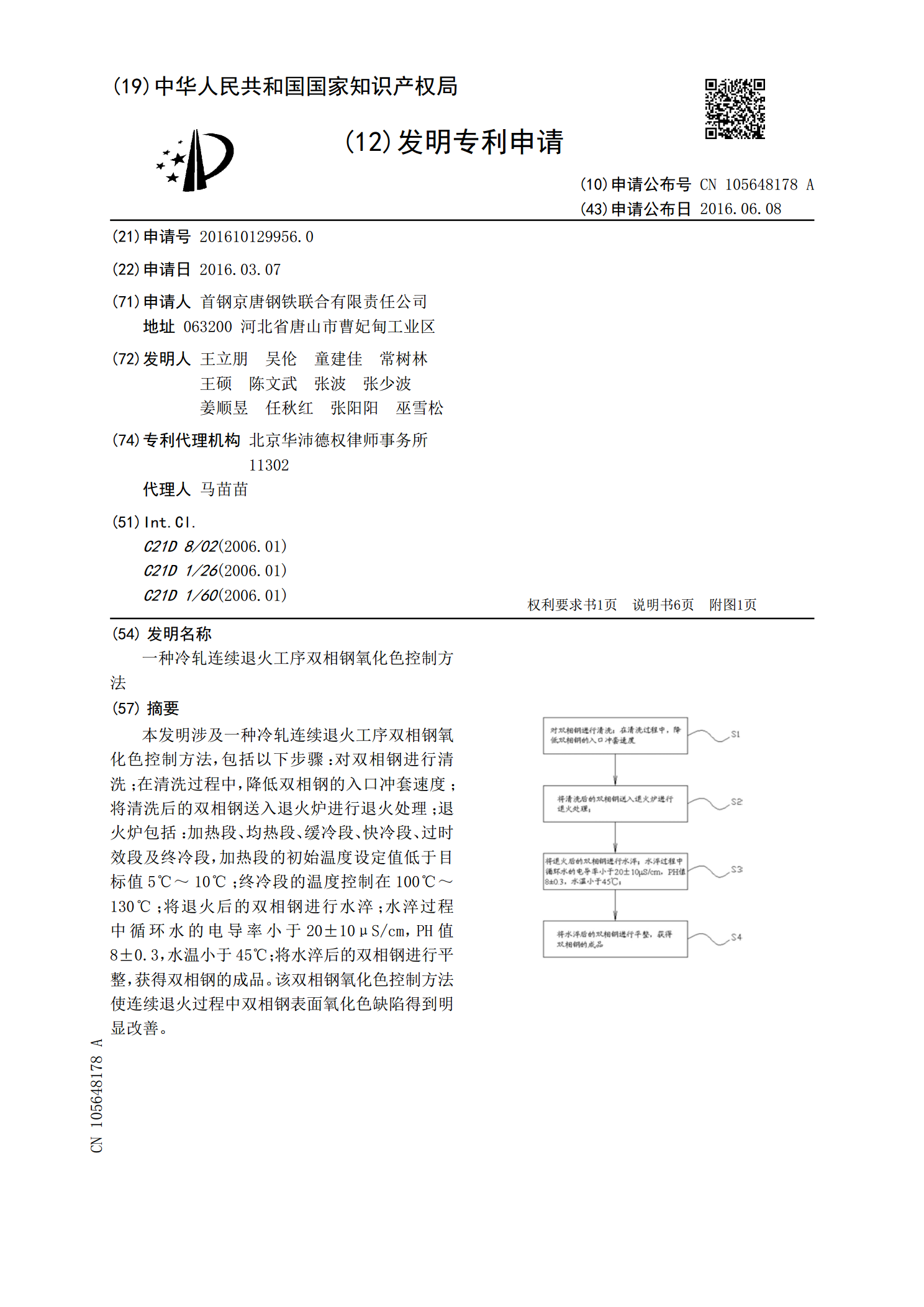
本发明涉及一种冷轧连续退火工序双相钢氧化色控制方法,包括以下步骤:对双相钢进行清洗;在清洗过程中,降低双相钢的入口冲套速度;将清洗后的双相钢送入退火炉进行退火处理;退火炉包括:加热段、均热段、缓冷段、快冷段、过时效段及终冷段,加热段的初始温度设定值低于目标值5℃~10℃;终冷段的温度控制在100℃~130℃;将退火后的双相钢进行水淬;水淬过程中循环水的电导率小于20±10μS/cm,PH值8±0.3,水温小于45℃;将水淬后的双相钢进行平整,获得双相钢的成品。该双相钢氧化色控制方法使连续退火过程中双相钢表
一种高强度热镀锌双相钢及其制备方法.pdf
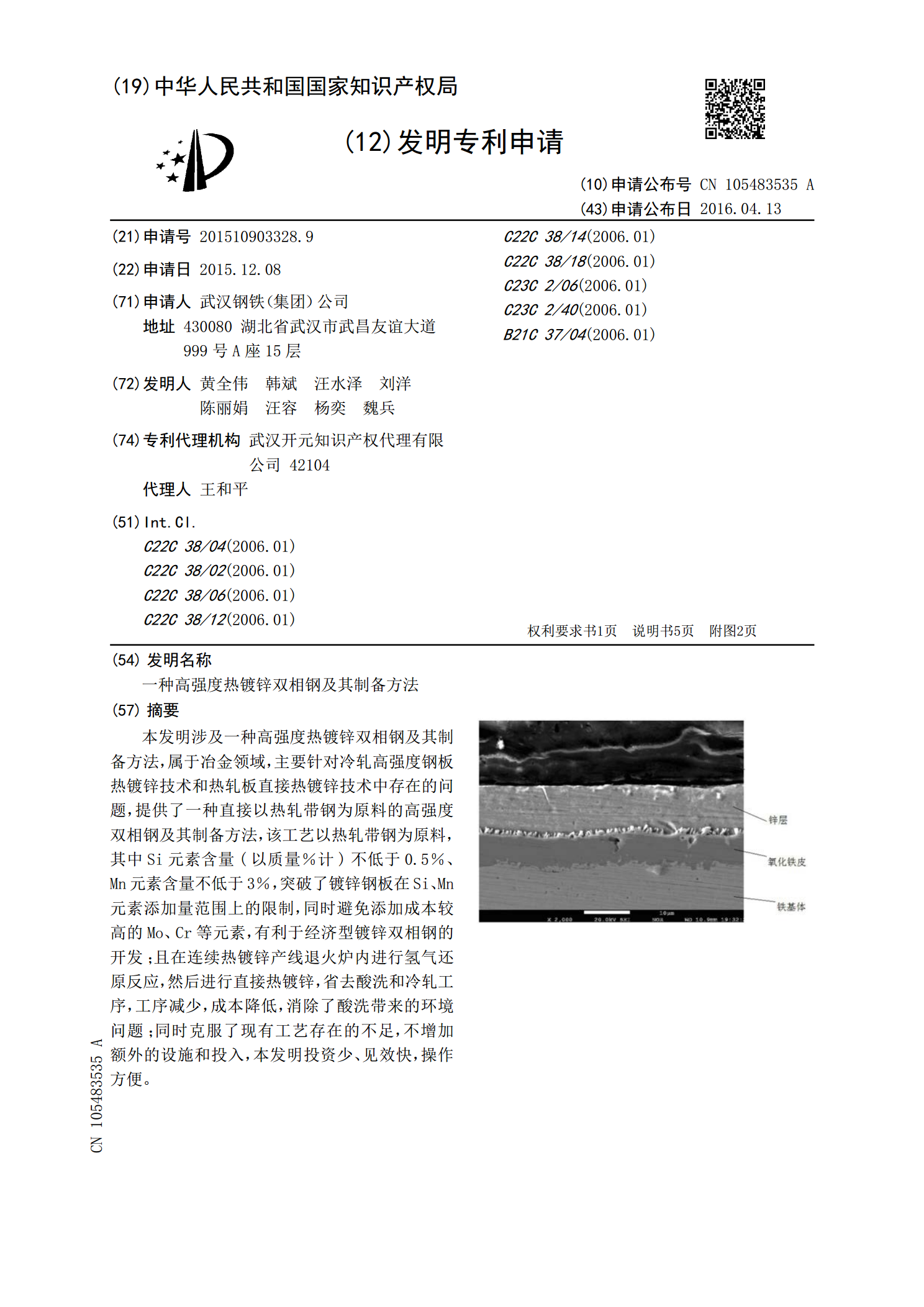
本发明涉及一种高强度热镀锌双相钢及其制备方法,属于冶金领域,主要针对冷轧高强度钢板热镀锌技术和热轧板直接热镀锌技术中存在的问题,提供了一种直接以热轧带钢为原料的高强度双相钢及其制备方法,该工艺以热轧带钢为原料,其中Si元素含量(以质量%计)不低于0.5%、Mn元素含量不低于3%,突破了镀锌钢板在Si、Mn元素添加量范围上的限制,同时避免添加成本较高的Mo、Cr等元素,有利于经济型镀锌双相钢的开发;且在连续热镀锌产线退火炉内进行氢气还原反应,然后进行直接热镀锌,省去酸洗和冷轧工序,工序减少,成本降低,消除了