
一种700MPa级厚规格高强钢及其生产方法.pdf

Th****84


1/10
2/10

3/10
4/10

5/10

6/10
7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种700MPa级厚规格高强钢及其生产方法.pdf
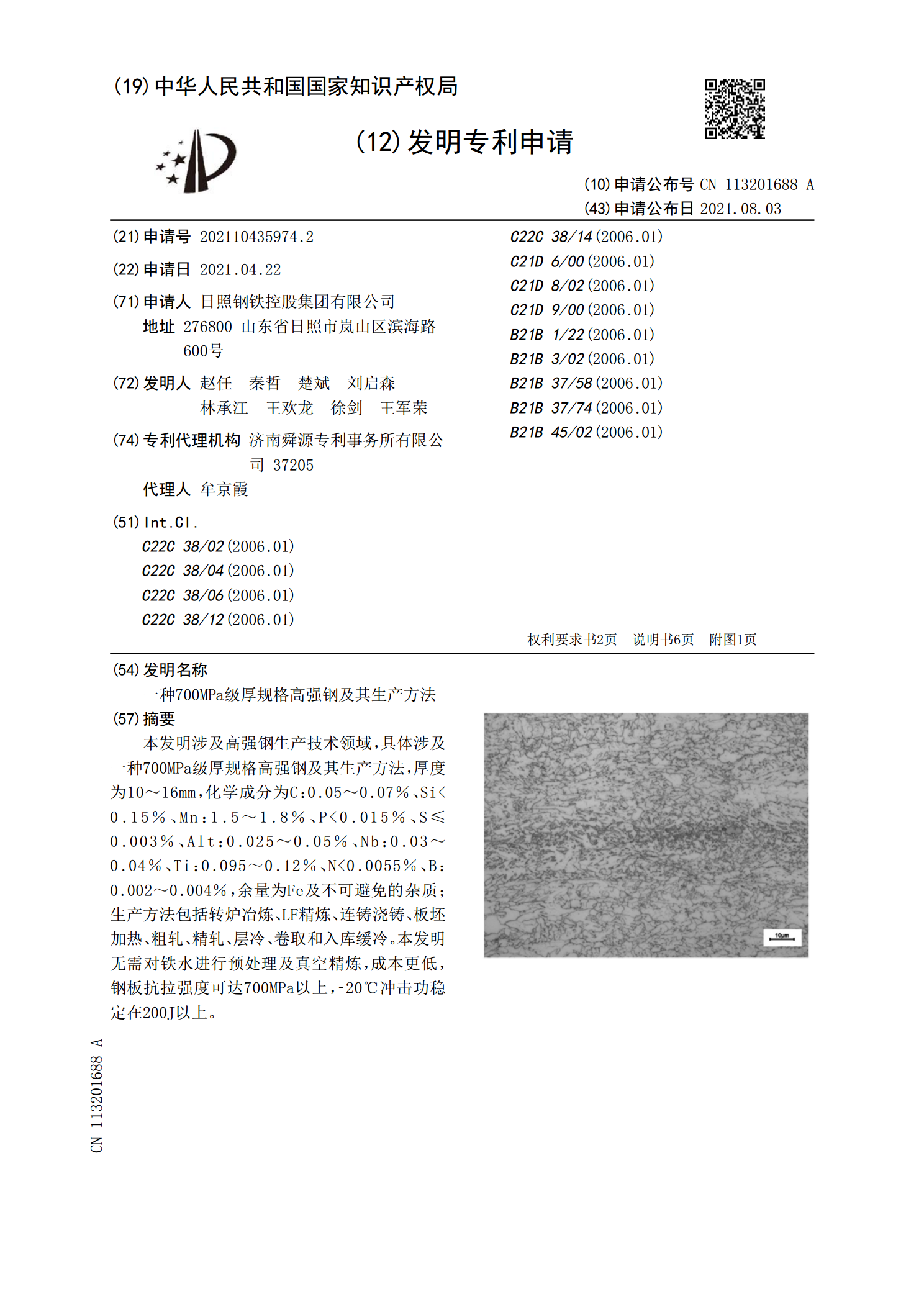
本发明涉及高强钢生产技术领域,具体涉及一种700MPa级厚规格高强钢及其生产方法,厚度为10~16mm,化学成分为C:0.05~0.07%、Si炉冶炼、LF精炼、连铸浇铸、板坯加热、粗轧、精轧、层冷、卷取和入库缓冷。本发明无需对铁水进行预处理及真空精炼,成本更低,钢板抗拉强度可达700MPa以上,‑20℃冲击功稳定在200J以上。

一种700MPa级高强汽车钢热轧酸洗板及其生产方法.pdf
本发明提供了一种700MPa级高强汽车钢热轧酸洗板及其生产方法,属于轧钢技术领域,700MPa级高强汽车钢热轧酸洗板的成分按重量百分比计包括:C:0.05~0.1%、Si≤0.08%、Mn:1.70~1.90%、P≤0.020%、S≤0.010%、Nb:0.03~0.05%、Ti:0.07~0.09%、V:0.01~0.03%,其余为铁和不可避免的杂质;生产方法包括以下步骤:制备板坯并将板坯置于加热炉加热后进行高压水除磷,再将板坯进行轧制、冷却和卷取。本发明一种700MPa级高强汽车钢热轧酸洗板在钢中加入
一种厚规格高强钢板材的生产方法.pdf
本发明公开了一种厚规格高强钢板材的生产方法,所述生产方法包括转炉冶炼、LF精炼、RH精炼、连铸、加热、粗轧除鳞、粗轧、精轧除鳞、精轧、冷却和缓冷工序;RH精炼真空度≤120KPa、保持时间≥8min;连铸时采用重压下和电磁搅拌,重压下压下量15~30mm,电磁搅拌电流≥440A;粗轧单道次压下率15~25%,总压下率50~70%,开轧温度1000~1200℃;精轧开轧温度850~930℃,终轧温度750~850℃,精轧单道次压下率8~20%,总压下率30~50%。本发明不仅缓解了高合金钢铸坯内部质量缺陷的

一种厚规格高强钢卷取样装置及取样方法.pdf
本发明提供了一种厚规格高强钢卷取样装置及取样方法,包括升降机构、压辊机构A、压辊机构B、托辊机构、取样机构、收集机构和钢卷:所述升降机构包括鞍座,所述鞍座的上端设置有带槽,下端连接有导向柱和升降液压缸,所述带槽上放置钢卷;所述压辊机构A包括机架,所述机架的一端连接有摆杆,另一端连接有压辊液压缸的一端,所述摆杆上连接有压辊A,所述压辊液压缸的另一端与摆杆铰接连接;所述压辊机构B包括压紧液压缸A、杆A、杆B和压紧臂A,所述压紧液压缸A、杆A、杆B和压紧臂A相互连接形成一个四边形结构。取样方便快捷,提高工作效率
厚规格含钒管线钢及其生产方法.pdf
本发明涉及厚规格含钒管线钢及其生产方法,属于管线钢技术领域。本发明解决的技术问题是提供一种低成本的、焊接热影响区性能优良的厚规格含钒管线钢的生产方法。该方法按通常铁水脱硫、转炉冶炼、将钢水成分控制在一定范围内,经连铸成板坯再进行轧制,通过严格控制轧制参数以及钢水的化学成分,得到厚度为12.5~22.0mm的厚规格含钒管线钢。本发明取消了昂贵的Nb合金元素,采用V微合金化方式进行生产,通过析出强化达到提高强度的目的,生产的管线钢屈强比低,焊接过程中由于V的二次析出,焊接热影响区性能优良,具有低成本、轧制工艺