
一种厚规格高强钢板材的生产方法.pdf

含平****ng


1/10
2/10

3/10
4/10
5/10

6/10
7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种厚规格高强钢板材的生产方法.pdf
本发明公开了一种厚规格高强钢板材的生产方法,所述生产方法包括转炉冶炼、LF精炼、RH精炼、连铸、加热、粗轧除鳞、粗轧、精轧除鳞、精轧、冷却和缓冷工序;RH精炼真空度≤120KPa、保持时间≥8min;连铸时采用重压下和电磁搅拌,重压下压下量15~30mm,电磁搅拌电流≥440A;粗轧单道次压下率15~25%,总压下率50~70%,开轧温度1000~1200℃;精轧开轧温度850~930℃,终轧温度750~850℃,精轧单道次压下率8~20%,总压下率30~50%。本发明不仅缓解了高合金钢铸坯内部质量缺陷的
一种700MPa级厚规格高强钢及其生产方法.pdf
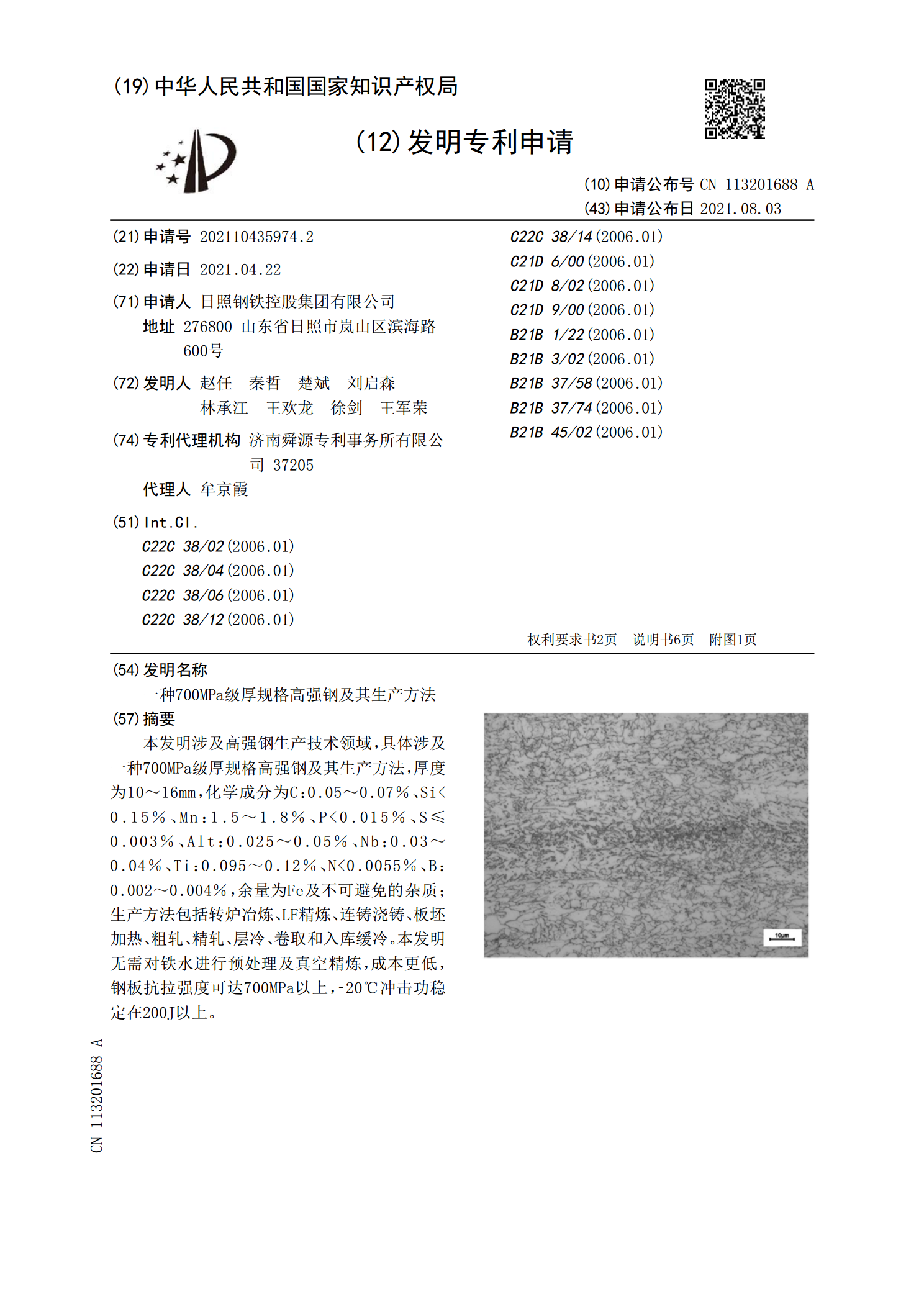
本发明涉及高强钢生产技术领域,具体涉及一种700MPa级厚规格高强钢及其生产方法,厚度为10~16mm,化学成分为C:0.05~0.07%、Si炉冶炼、LF精炼、连铸浇铸、板坯加热、粗轧、精轧、层冷、卷取和入库缓冷。本发明无需对铁水进行预处理及真空精炼,成本更低,钢板抗拉强度可达700MPa以上,‑20℃冲击功稳定在200J以上。

一种厚规格高强钢卷取样装置及取样方法.pdf
本发明提供了一种厚规格高强钢卷取样装置及取样方法,包括升降机构、压辊机构A、压辊机构B、托辊机构、取样机构、收集机构和钢卷:所述升降机构包括鞍座,所述鞍座的上端设置有带槽,下端连接有导向柱和升降液压缸,所述带槽上放置钢卷;所述压辊机构A包括机架,所述机架的一端连接有摆杆,另一端连接有压辊液压缸的一端,所述摆杆上连接有压辊A,所述压辊液压缸的另一端与摆杆铰接连接;所述压辊机构B包括压紧液压缸A、杆A、杆B和压紧臂A,所述压紧液压缸A、杆A、杆B和压紧臂A相互连接形成一个四边形结构。取样方便快捷,提高工作效率
一种提高厚规格高强钢低温冲击韧性的方法.pdf
本发明公开了一种提高厚规格高强钢低温冲击韧性的方法,主要解决现有厚度为10‑16mm、屈服强度为600MPa级别及以上热连轧钢板的低温冲击功值较低的技术问题。一种提高厚规格高强钢低温冲击韧性的方法,包括,1)用加热炉对厚度为210~230mm的高强钢连铸板坯进行加热处理;2)粗轧,除鳞后的板坯输送至粗轧机R1和R2进行6道次轧制;3)精轧,中间坯经精轧机F1~F7进行7道次连续轧制,精轧结束温度为800~840℃;精轧后,钢板厚度为10~16mm,卷取温度为510~580℃时卷取得热轧钢卷。本发明满足了工
保证厚规格高强钢低温韧性的热处理方法.pdf
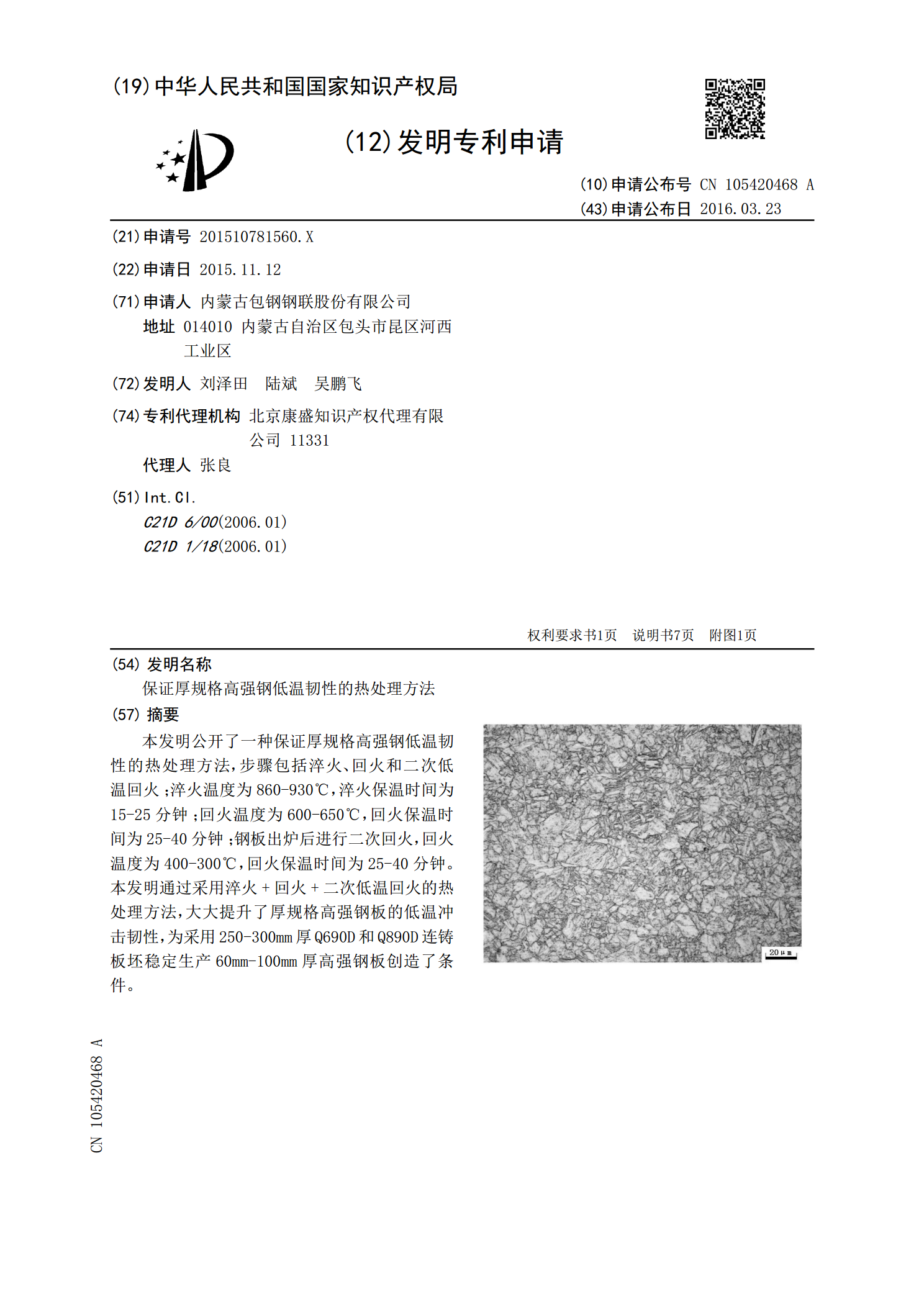
本发明公开了一种保证厚规格高强钢低温韧性的热处理方法,步骤包括淬火、回火和二次低温回火;淬火温度为860-930℃,淬火保温时间为15-25分钟;回火温度为600-650℃,回火保温时间为25-40分钟;钢板出炉后进行二次回火,回火温度为400-300℃,回火保温时间为25-40分钟。本发明通过采用淬火+回火+二次低温回火的热处理方法,大大提升了厚规格高强钢板的低温冲击韧性,为采用250-300mm厚Q690D和Q890D连铸板坯稳定生产60mm-100mm厚高强钢板创造了条件。