
一种基于钎焊方式的靶材绑定方法.pdf

音景****ka

1/8
2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种基于钎焊方式的靶材绑定方法.pdf
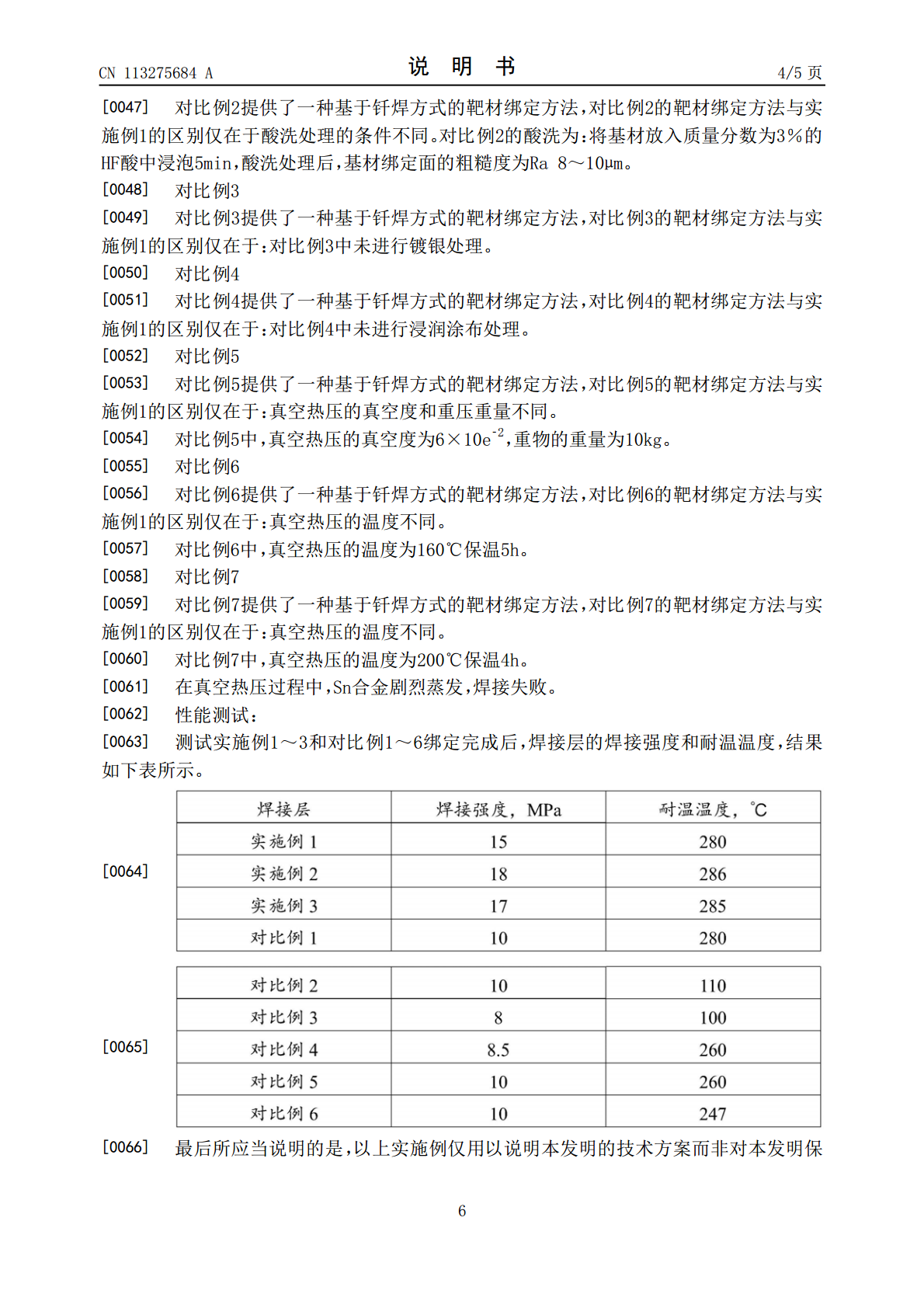
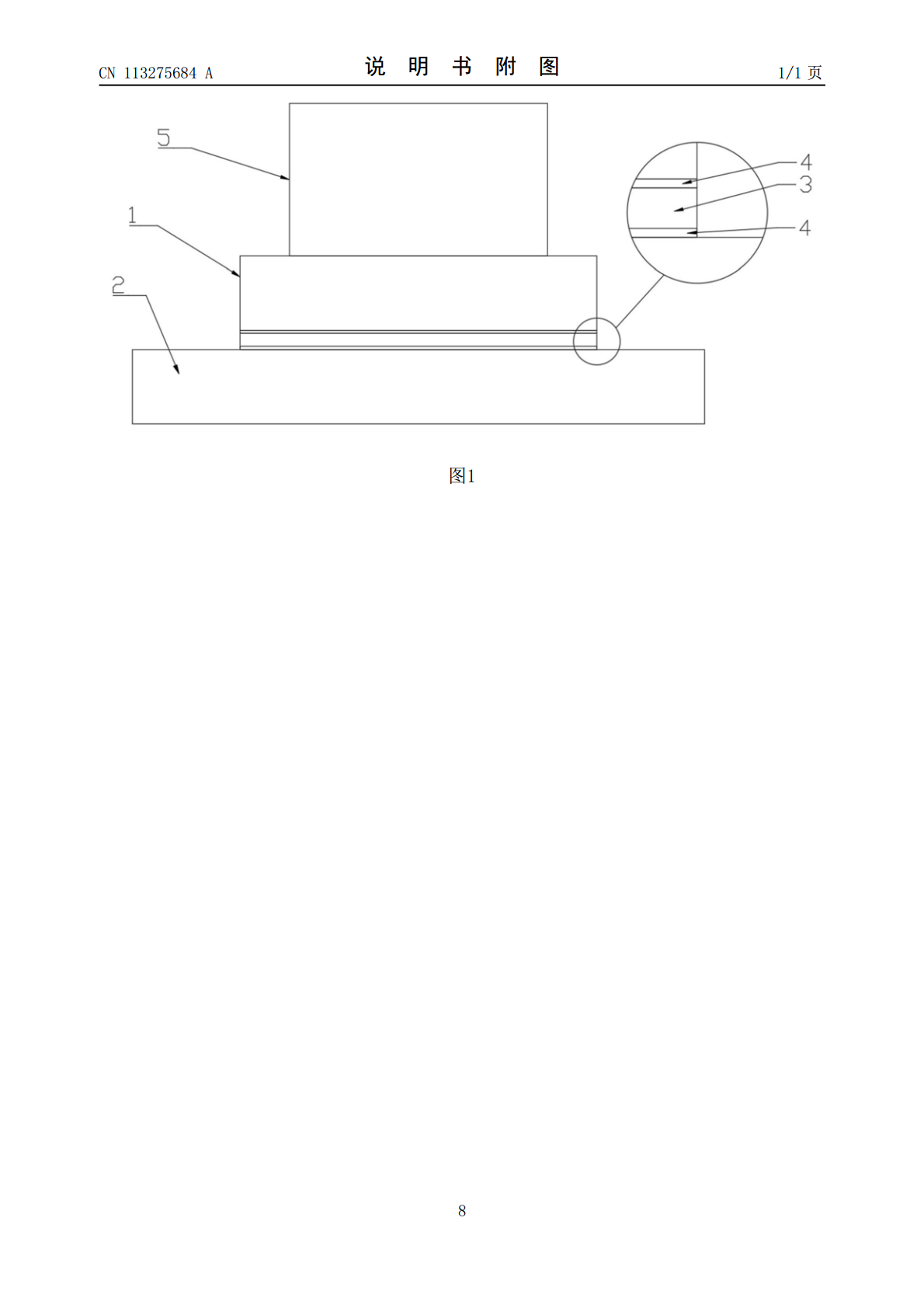
本发明公开了一种基于钎焊方式的靶材绑定方法,包括如下步骤:(1)对靶材和背板的绑定面进行机加工,使绑定面的平面度≤0.1μm、以及粗糙度≤Ra2μm;(2)对靶材和背板进行酸洗,酸洗后绑定面的粗糙度为Ra2.8~3.2μm;(3)使用PVD磁控溅射方式在靶材和背板的绑定面上进行镀银处理;(4)使用熔融的SnAg合金对靶材和背板的绑定面进行浸润涂布;(5)将靶材和背板放入真空钎焊炉内,在靶材和背板的绑定面之间夹置SnCu合金箔片,然后在靶材上放置重物以施加压力,炉内抽真空至真空度≤6×10e

一种平面靶材的绑定方法.pdf
本发明涉及靶材绑定技术领域,具体涉及一种平面靶材的绑定方法。本发明提供的平面靶材的绑定方法,包括以下步骤:将背板、绑定材料和靶坯依次叠层放置,进行真空绑定,得到绑定后的平面靶材。本发明利用绑定材料与背板之间,绑定材料与靶坯之间的毛细和扩散作用,进行真空绑定,使得靶坯与背板粘接牢固;本发明采用真空绑定,无需定制高功率的加热平台,无需专业的钎焊炉,相比于普通绑定技术效率高,成本低。实施例结果表明,采用本发明提供的绑定方法,有效绑定面积高达97%以上,无明显的孔洞;能够在500~700℃的高温环境中使用。

一种石墨旋转靶材的绑定方法.pdf
本发明公开了一种石墨旋转靶材的绑定方法,它涉及磁控溅射镀膜旋转靶材绑定的技术领域;其步骤是:先在不锈钢衬管外壁均匀涂刷一层导热胶;然后在水平工作台放置一张0.3mm石墨纸,石墨纸上放筛孔尺寸为80‑120目的铜网;在铜网上均匀刷涂一层导热胶后,把石墨纸和铜网整体绑定在不锈钢衬管上,待石墨纸和铜网牢固绑定在不锈钢衬管后,固定旋转,再在石墨纸外壁涂一层导热胶,同时在石墨管套筒靶材内壁涂满一层导热胶;最后把石墨管套筒靶材旋入已绑定好石墨纸和铜网的不锈钢衬管内;它采用整根靶材绑定的方式,可以简单高效完成长尺寸靶材
一种挤压式金属平面靶材的绑定方式.pdf
本发明公开了一种挤压式金属平面靶材的绑定方式,涉及靶材制备领域,其技术方案要点:背板及靶材放置绑定加热台以2‑5℃/min升温速率加热160‑180℃,保温0.2‑1.0h;铟锭熔化液态;均匀铺在背板及靶材表面,对铟料超声分散,以1‑2℃/min降温速率降至120‑140℃,保温0.5‑1.5h,以1‑5℃/min降温速率降温至60‑90℃,保温,靶材及背板表面的铟层滚花或划线;靶材及背板放入绑定模具,用滚轮式挤压设备纵向挤压,在空气中降至室温后取出靶材。本发明的一种挤压式金属平面靶材的绑定方式在保证贴合
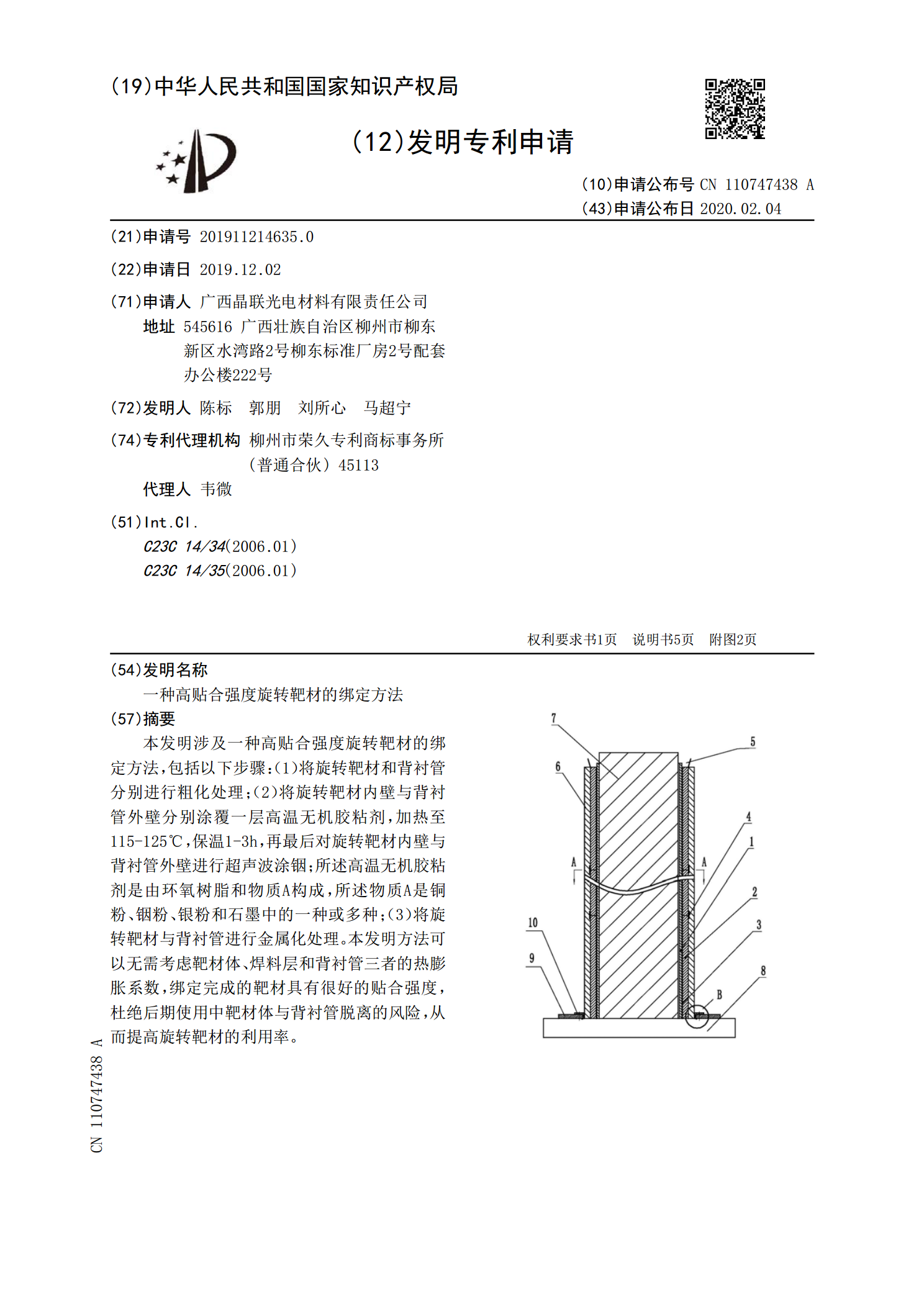
一种高贴合强度旋转靶材的绑定方法.pdf
本发明涉及一种高贴合强度旋转靶材的绑定方法,包括以下步骤:(1)将旋转靶材和背衬管分别进行粗化处理;(2)将旋转靶材内壁与背衬管外壁分别涂覆一层高温无机胶粘剂,加热至115‑125℃,保温1‑3h,再最后对旋转靶材内壁与背衬管外壁进行超声波涂铟;所述高温无机胶粘剂是由环氧树脂和物质A构成,所述物质A是铜粉、铟粉、银粉和石墨中的一种或多种;(3)将旋转靶材与背衬管进行金属化处理。本发明方法可以无需考虑靶材体、焊料层和背衬管三者的热膨胀系数,绑定完成的靶材具有很好的贴合强度,杜绝后期使用中靶材体与背衬管脱离的