
一种新型耐磨金属铸件的成型工艺.pdf

St****36


1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种新型耐磨金属铸件的成型工艺.pdf
本发明涉及耐磨金属铸件加工相关技术领域,公开了一种新型耐磨金属铸件的成型工艺,包括以下步骤,S1、根据耐磨金属铸件尺寸和造型制造出浇注模具,在浇注模具的浇注区域涂覆耐磨涂料和耐腐蚀涂料,然后置入高温烤箱进行烘干成型处理,等待铸件原料熔液的浇注;S2、按照耐磨金属铸件重量份数配比原料导入中频炉并进行高温熔化,待熔融金属温度达到1600~1850℃区间时,取出熔融金属原料并进行成分分析。该新型耐磨金属铸件的成型工艺,使得耐磨金属铸件在升温的过程中内部金属分子能够充分受热,中频炉内的熔融金属液整体温度保持一致,
一种金属铸件成型装置.pdf
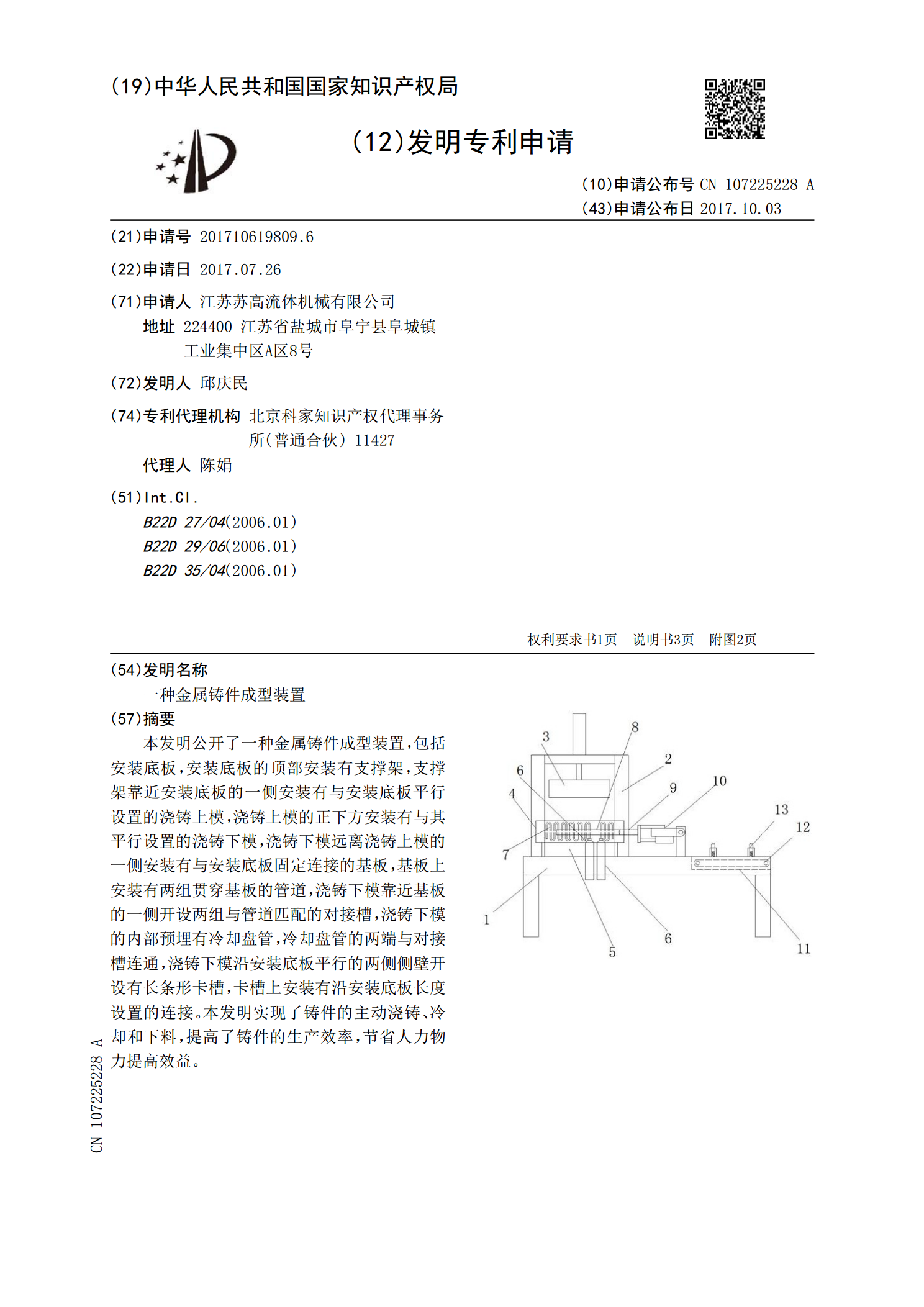
本发明公开了一种金属铸件成型装置,包括安装底板,安装底板的顶部安装有支撑架,支撑架靠近安装底板的一侧安装有与安装底板平行设置的浇铸上模,浇铸上模的正下方安装有与其平行设置的浇铸下模,浇铸下模远离浇铸上模的一侧安装有与安装底板固定连接的基板,基板上安装有两组贯穿基板的管道,浇铸下模靠近基板的一侧开设两组与管道匹配的对接槽,浇铸下模的内部预埋有冷却盘管,冷却盘管的两端与对接槽连通,浇铸下模沿安装底板平行的两侧侧壁开设有长条形卡槽,卡槽上安装有沿安装底板长度设置的连接。本发明实现了铸件的主动浇铸、冷却和下料,提
一种金属铸件加工用热压成型装置及其加工工艺.pdf
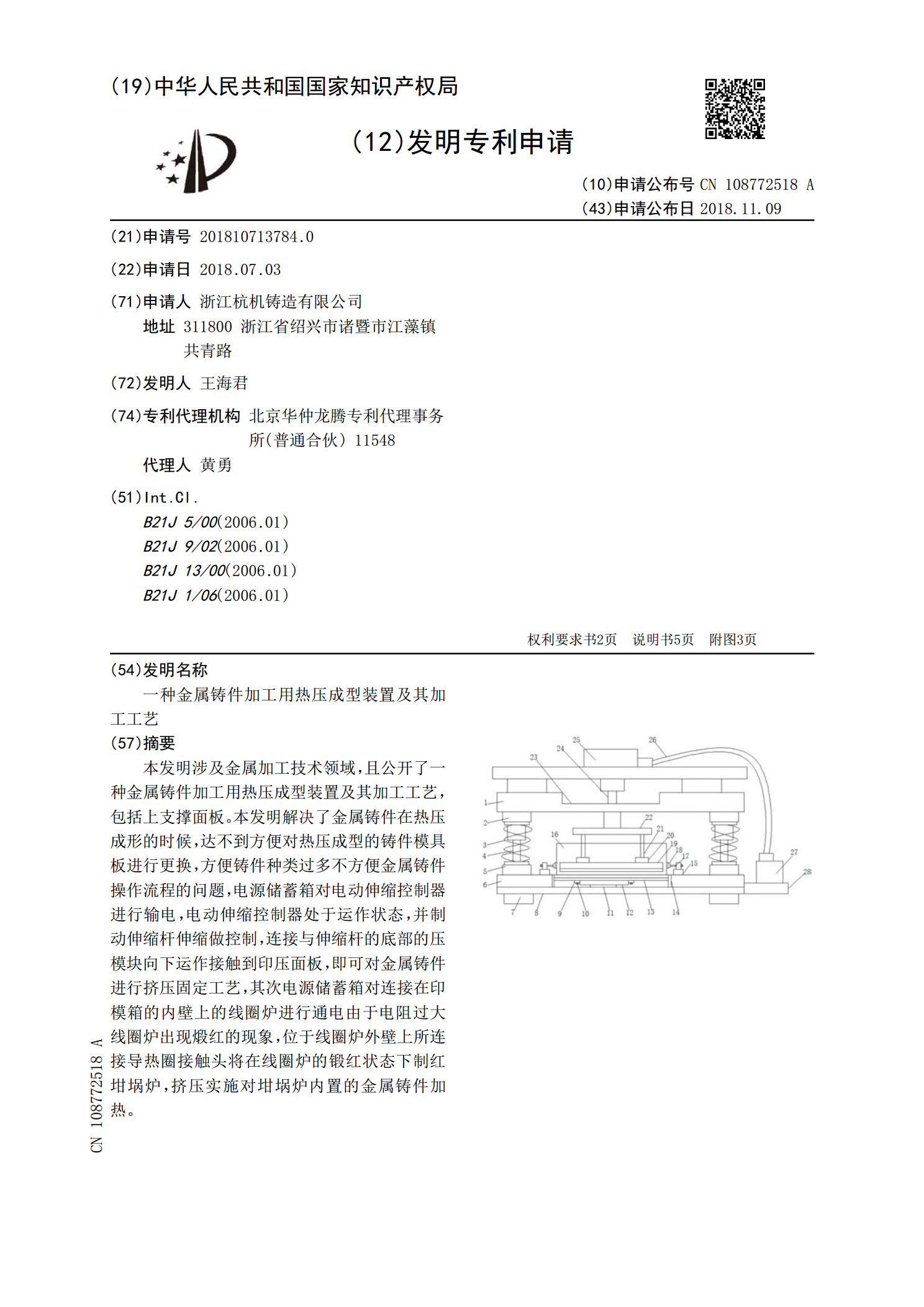
本发明涉及金属加工技术领域,且公开了一种金属铸件加工用热压成型装置及其加工工艺,包括上支撑面板。本发明解决了金属铸件在热压成形的时候,达不到方便对热压成型的铸件模具板进行更换,方便铸件种类过多不方便金属铸件操作流程的问题,电源储蓄箱对电动伸缩控制器进行输电,电动伸缩控制器处于运作状态,并制动伸缩杆伸缩做控制,连接与伸缩杆的底部的压模块向下运作接触到印压面板,即可对金属铸件进行挤压固定工艺,其次电源储蓄箱对连接在印模箱的内壁上的线圈炉进行通电由于电阻过大线圈炉出现煅红的现象,位于线圈炉外壁上所连接导热圈接触

一种耐磨的超锰钢铸件制备工艺.pdf
本发明公开了一种耐磨的超锰钢铸件制备工艺,本发明涉及超锰钢铸件制备技术领域,具体包括以下步骤:步骤一、选料:首先选择较好的废旧锰钢和废钢,对的废旧锰钢和废钢进行杂物清洗,之后对废旧锰钢和废钢除锈处理,之后对清理后的废旧锰钢和废钢进行烘干处理;步骤二、原料冶炼:将步骤一中的清理后的废旧锰钢和废钢投放到电炉内部进行融化,入炉废钢熔化30‑32%时进行吹氧助熔。本发明通过设置原料冶炼、造型、淬火处理,可以有效的提升原料冶炼过程中的混合效率,提升锰的含量,有效的提高超锰钢铸件的耐磨效果,增加淬火处理的受热均匀性和
一种铸件浇注装置及浇注成型工艺.pdf
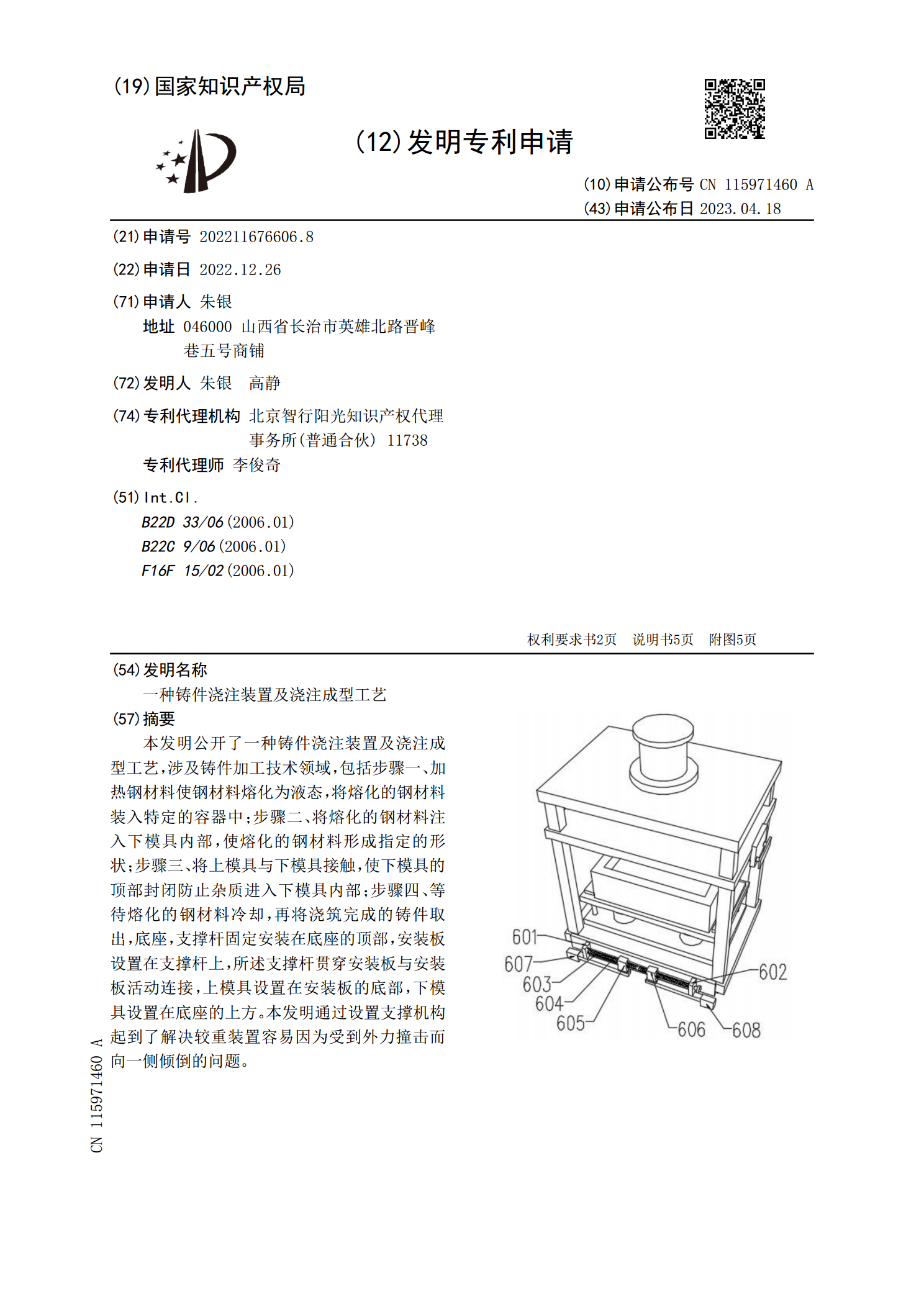
本发明公开了一种铸件浇注装置及浇注成型工艺,涉及铸件加工技术领域,包括步骤一、加热钢材料使钢材料熔化为液态,将熔化的钢材料装入特定的容器中;步骤二、将熔化的钢材料注入下模具内部,使熔化的钢材料形成指定的形状;步骤三、将上模具与下模具接触,使下模具的顶部封闭防止杂质进入下模具内部;步骤四、等待熔化的钢材料冷却,再将浇筑完成的铸件取出,底座,支撑杆固定安装在底座的顶部,安装板设置在支撑杆上,所述支撑杆贯穿安装板与安装板活动连接,上模具设置在安装板的底部,下模具设置在底座的上方。本发明通过设置支撑机构起到了解决