
一种AMB陶瓷覆铜板生产方法.pdf

岚风****55

1/10

2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种AMB陶瓷覆铜板生产方法.pdf
本发明属于陶瓷‑金属复合材料制造技术领域,尤其涉及一种基于冷喷涂工艺的AMB陶瓷覆铜板的制备方法,包括如下步骤:将陶瓷基板进行超声清洗、烘干和喷砂处理;对AMB活性钎料粉末以惰性气体为介质进行冷喷涂,在陶瓷基板上先喷涂出一层活性钎料涂层;将高纯度铜粉末以惰性气体作为气动介质进行冷喷涂,在该活性钎料涂层上面叠加喷涂一层铜导电涂层;将复合涂层陶瓷板置于真空钎焊炉中进行高温钎焊,以实现陶瓷基板‑活性钎料涂层‑铜涂层三者之间的充分钎焊融合;对陶瓷覆铜板表面进行减薄直至获得设定的涂层厚度及符合工艺要求的表面粗糙度;

一种AMB陶瓷覆铜板.pdf
本发明属于陶瓷表面金属化技术领域,具体涉及一种利用预先制备好的活性钎料‑铜复合带材与陶瓷基板直接真空钎焊制备的AMB陶瓷覆铜板,包括依次设置的陶瓷板、钎焊层和无氧铜层,其制备方法至少包括如下步骤:将钎料粉末输入喷涂设备的送粉系统,采用喷涂工艺,在金属基板上形成活性钎料成分涂层,获得活性钎料‑铜复合材料胚板;对复合材料进行真空退火处理,获得软态复合胚板;对软态复合胚板进行机加工以及压延加工获得设定厚度的复合带材;将活性钎料‑铜复合带材进行冲压成与陶瓷板相同形状尺寸;对活性钎料面进行清洗,将洁净的活性钎料表面
一种陶瓷基PCB覆铜板及覆铜方法.pdf
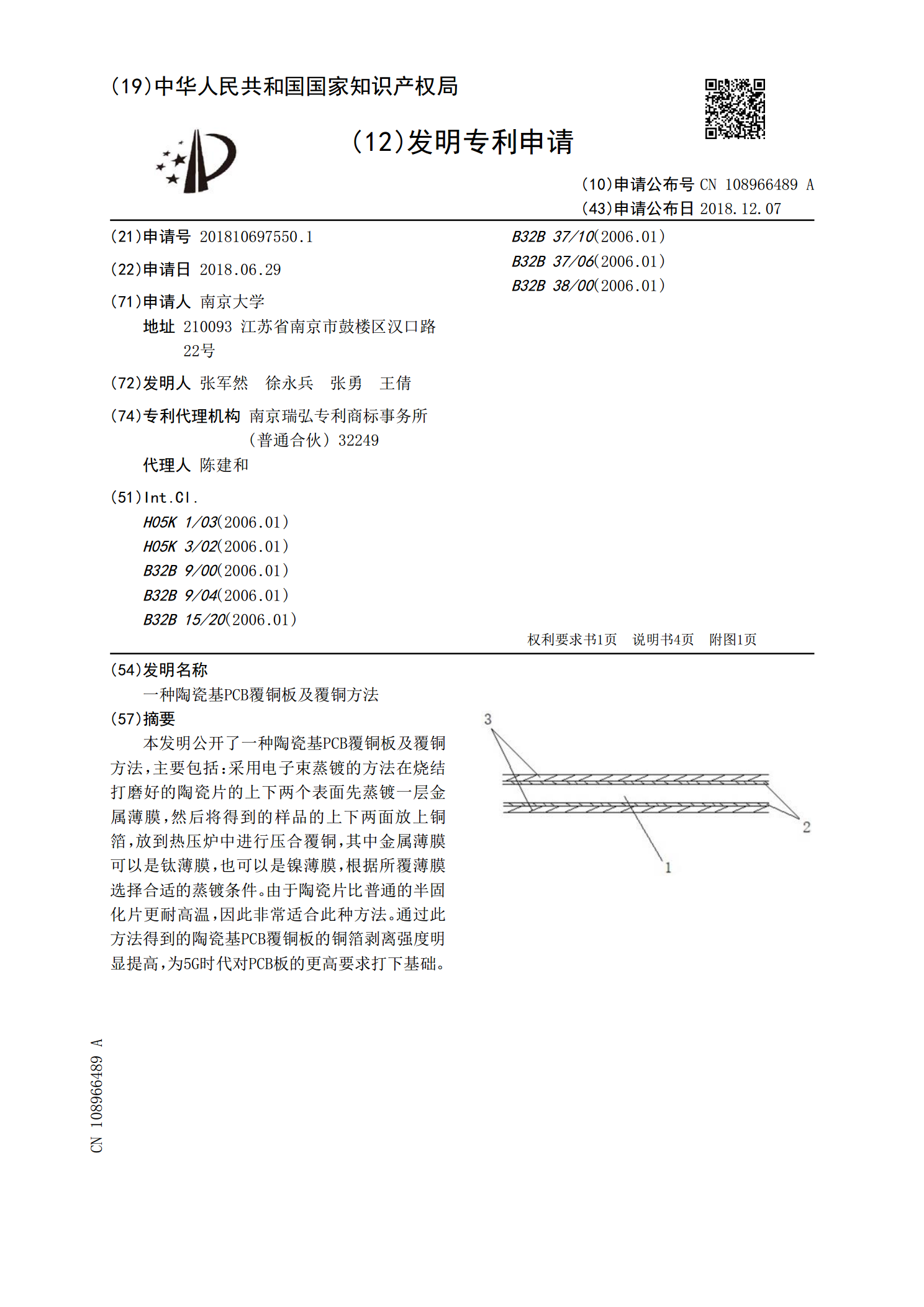
本发明公开了一种陶瓷基PCB覆铜板及覆铜方法,主要包括:采用电子束蒸镀的方法在烧结打磨好的陶瓷片的上下两个表面先蒸镀一层金属薄膜,然后将得到的样品的上下两面放上铜箔,放到热压炉中进行压合覆铜,其中金属薄膜可以是钛薄膜,也可以是镍薄膜,根据所覆薄膜选择合适的蒸镀条件。由于陶瓷片比普通的半固化片更耐高温,因此非常适合此种方法。通过此方法得到的陶瓷基PCB覆铜板的铜箔剥离强度明显提高,为5G时代对PCB板的更高要求打下基础。
一种陶瓷基覆铜板的制备方法.pdf
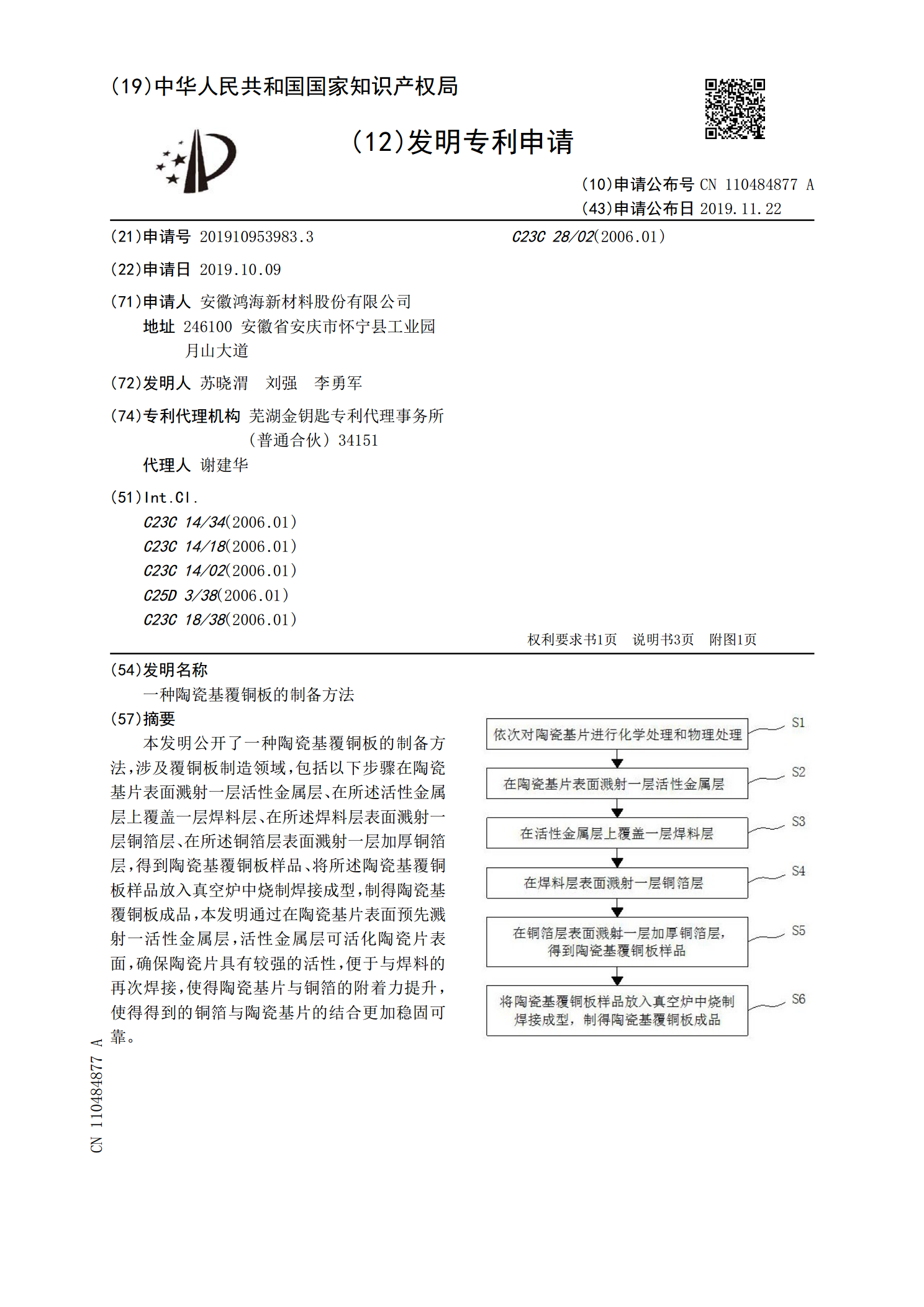
本发明公开了一种陶瓷基覆铜板的制备方法,涉及覆铜板制造领域,包括以下步骤在陶瓷基片表面溅射一层活性金属层、在所述活性金属层上覆盖一层焊料层、在所述焊料层表面溅射一层铜箔层、在所述铜箔层表面溅射一层加厚铜箔层,得到陶瓷基覆铜板样品、将所述陶瓷基覆铜板样品放入真空炉中烧制焊接成型,制得陶瓷基覆铜板成品,本发明通过在陶瓷基片表面预先溅射一活性金属层,活性金属层可活化陶瓷片表面,确保陶瓷片具有较强的活性,便于与焊料的再次焊接,使得陶瓷基片与铜箔的附着力提升,使得得到的铜箔与陶瓷基片的结合更加稳固可靠。
一种陶瓷覆铜板及其制备方法.pdf
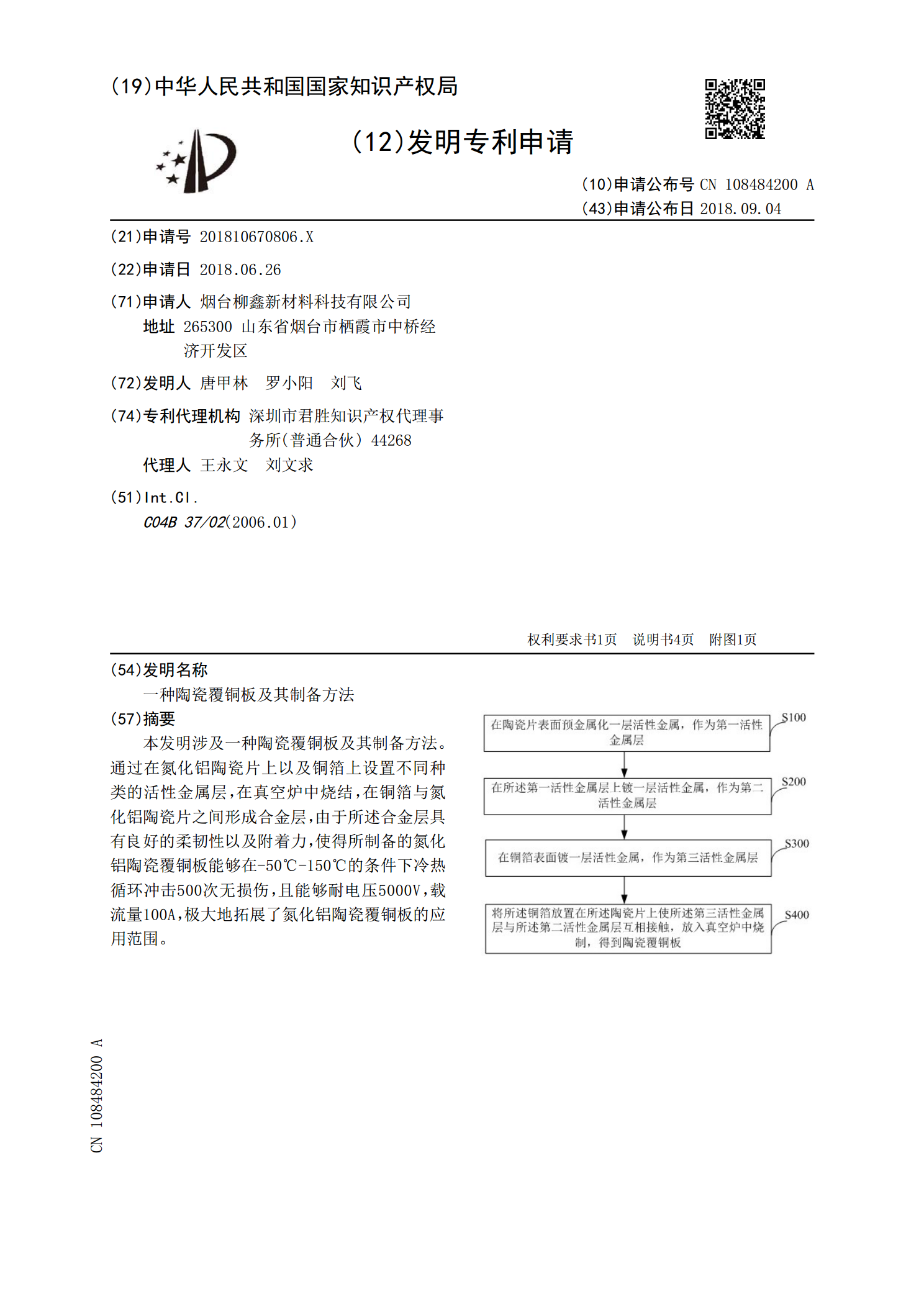
本发明涉及一种陶瓷覆铜板及其制备方法。通过在氮化铝陶瓷片上以及铜箔上设置不同种类的活性金属层,在真空炉中烧结,在铜箔与氮化铝陶瓷片之间形成合金层,由于所述合金层具有良好的柔韧性以及附着力,使得所制备的氮化铝陶瓷覆铜板能够在‑50℃‑150℃的条件下冷热循环冲击500次无损伤,且能够耐电压5000V,载流量100A,极大地拓展了氮化铝陶瓷覆铜板的应用范围。