
一种汽车铝合金轮毂制造成型后热处理工艺.pdf

霞英****娘子

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种汽车铝合金轮毂制造成型后热处理工艺.pdf
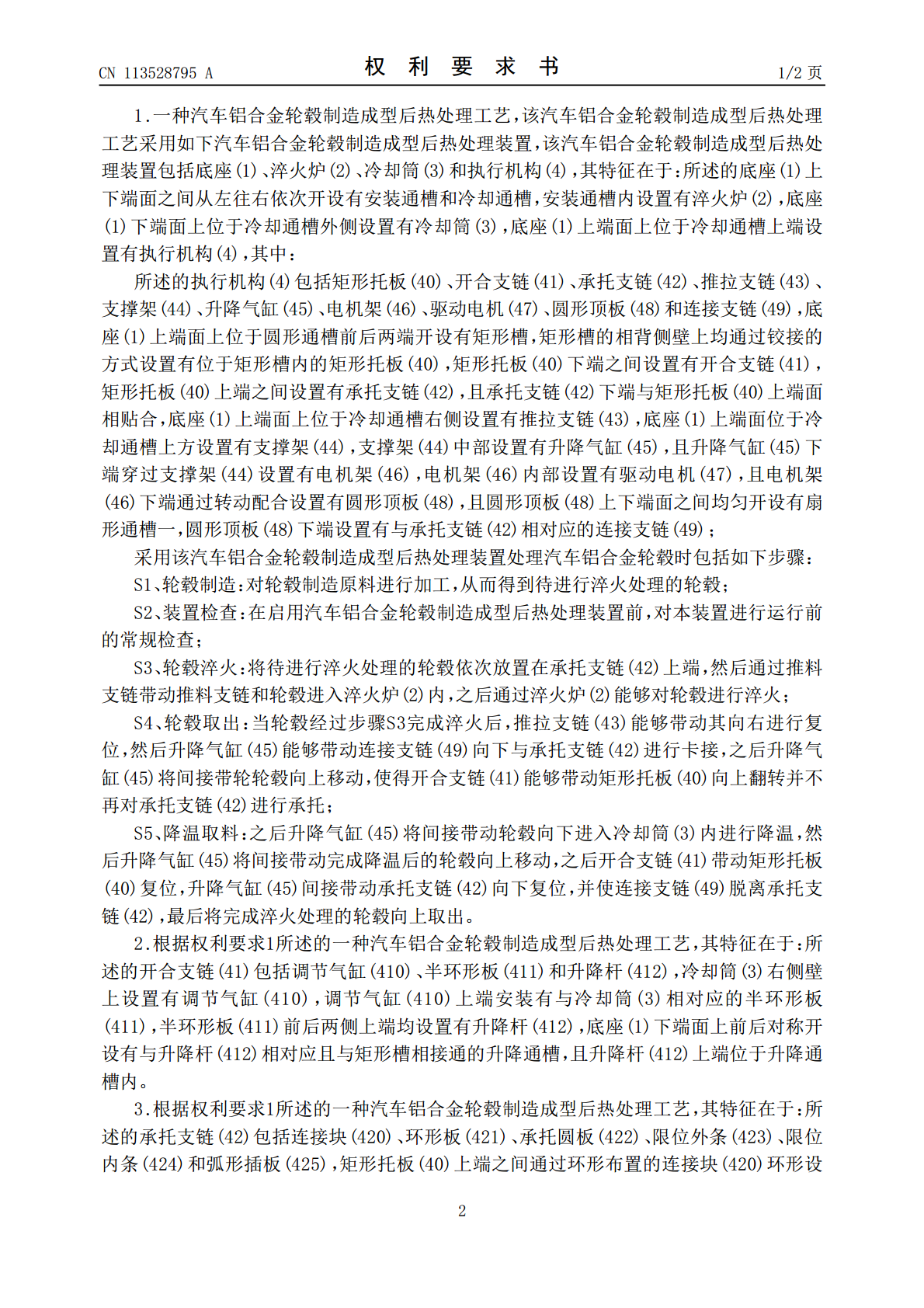
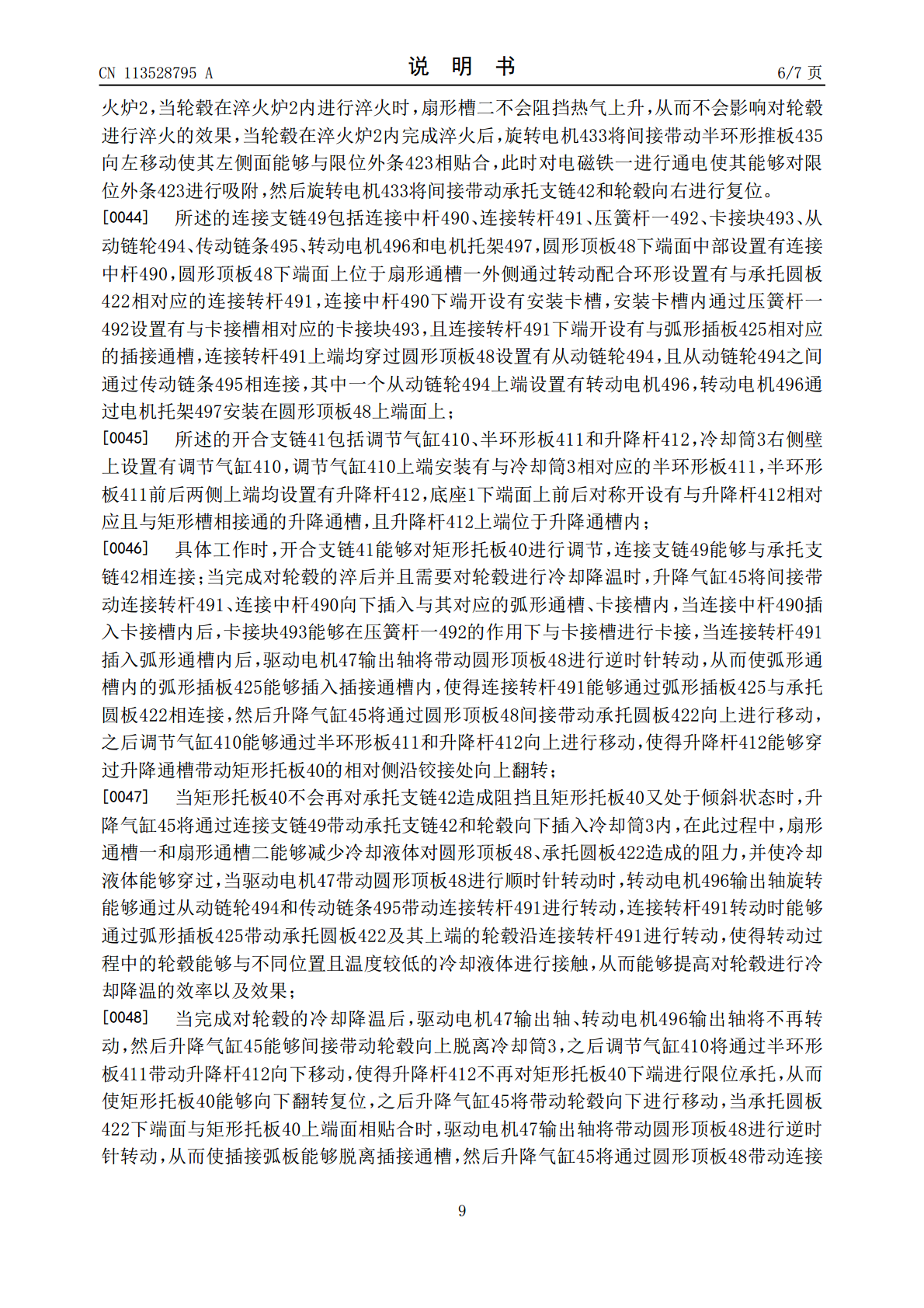
本发明涉及一种汽车铝合金轮毂制造成型后热处理工艺,该汽车铝合金轮毂制造成型后热处理工艺采用如下汽车铝合金轮毂制造成型后热处理装置,该汽车铝合金轮毂制造成型后热处理装置包括底座、淬火炉、冷却筒和执行机构,所述的底座上下端面之间从左往右依次开设有安装通槽和冷却通槽,安装通槽内设置有淬火炉,底座下端面上位于冷却通槽外侧设置有冷却筒,底座上端面上位于冷却通槽上端设置有执行机构;本发明能够解决现有技术对汽车铝合金轮毂进行热处理的过程中存在的:对汽车铝合金轮毂进行加热的效率较低;对经过加热后的汽车铝合金轮毂进行冷却降

汽车铝合金轮毂成型工艺(材料成型).ppt
汽车铝合金轮毂成型工艺摘要:汽车铝合金轮毂结构工艺分析汽车铝合金轮毂成形工艺分析汽车轮毂的成形方法非常多样,铸造法、焊接法、锻造法均可用于汽车轮毂的制造。铸造法生产铝合金轮毂具有适应性强、花色品种多样、生产成本较低等优点,也是生产轮毂最普遍的方法,在目前全世界生产的铝轮毂中,铸造占80%以上。金属型重力铸造法:由于金属液在金属铸型中冷却速度较快,铸件比砂型铸造的组织致密。该法工序简单,设备投资少,生产成本较低,适用于中小规模生产。但此方法生产的铝轮毂加工余量大,内部质量较差,缩孔缩松严重,浇注过程中氧化膜
一种汽车铝合金轮毂再制造工艺.pdf
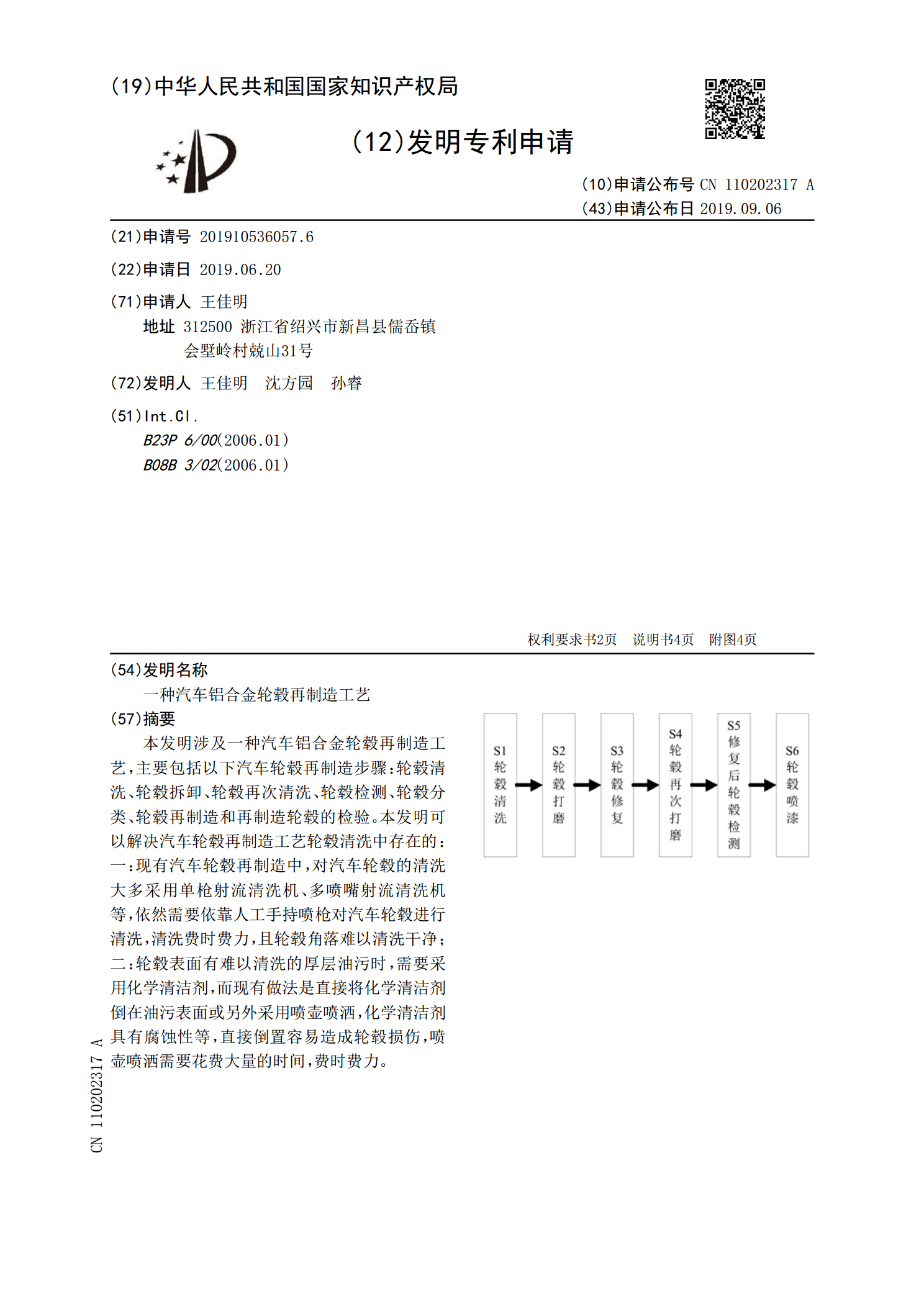
本发明涉及一种汽车铝合金轮毂再制造工艺,主要包括以下汽车轮毂再制造步骤:轮毂清洗、轮毂拆卸、轮毂再次清洗、轮毂检测、轮毂分类、轮毂再制造和再制造轮毂的检验。本发明可以解决汽车轮毂再制造工艺轮毂清洗中存在的:一:现有汽车轮毂再制造中,对汽车轮毂的清洗大多采用单枪射流清洗机、多喷嘴射流清洗机等,依然需要依靠人工手持喷枪对汽车轮毂进行清洗,清洗费时费力,且轮毂角落难以清洗干净;二:轮毂表面有难以清洗的厚层油污时,需要采用化学清洁剂,而现有做法是直接将化学清洁剂倒在油污表面或另外采用喷壶喷洒,化学清洁剂具有腐蚀性
一种汽车铝合金轮毂制造加工工艺.pdf
本发明涉及一种汽车铝合金轮毂制造加工工艺,属于汽车零部件加工制造领域,用于汽车零部件加工领域,用于汽车轮毂制造,包括原材料的选择与融化,融化后的精炼、材料检验、低压铸造、X射线探伤、热处理、机械加工、动平衡检验、涂装,及涉及的机械加工中的粗车、半精车、钻孔、热处理、磨外表面、粗磨孔、检查、热处理(发蓝)、喷漆(烘漆)、磨平面、粗研、磨孔、精研、检验,鉴于上述加工工序,本发明能够提供一种制造与加工时间短、效率高、及安全可靠的轮毂加工工艺。
一种汽车铝合金轮毂再制造工艺.pdf
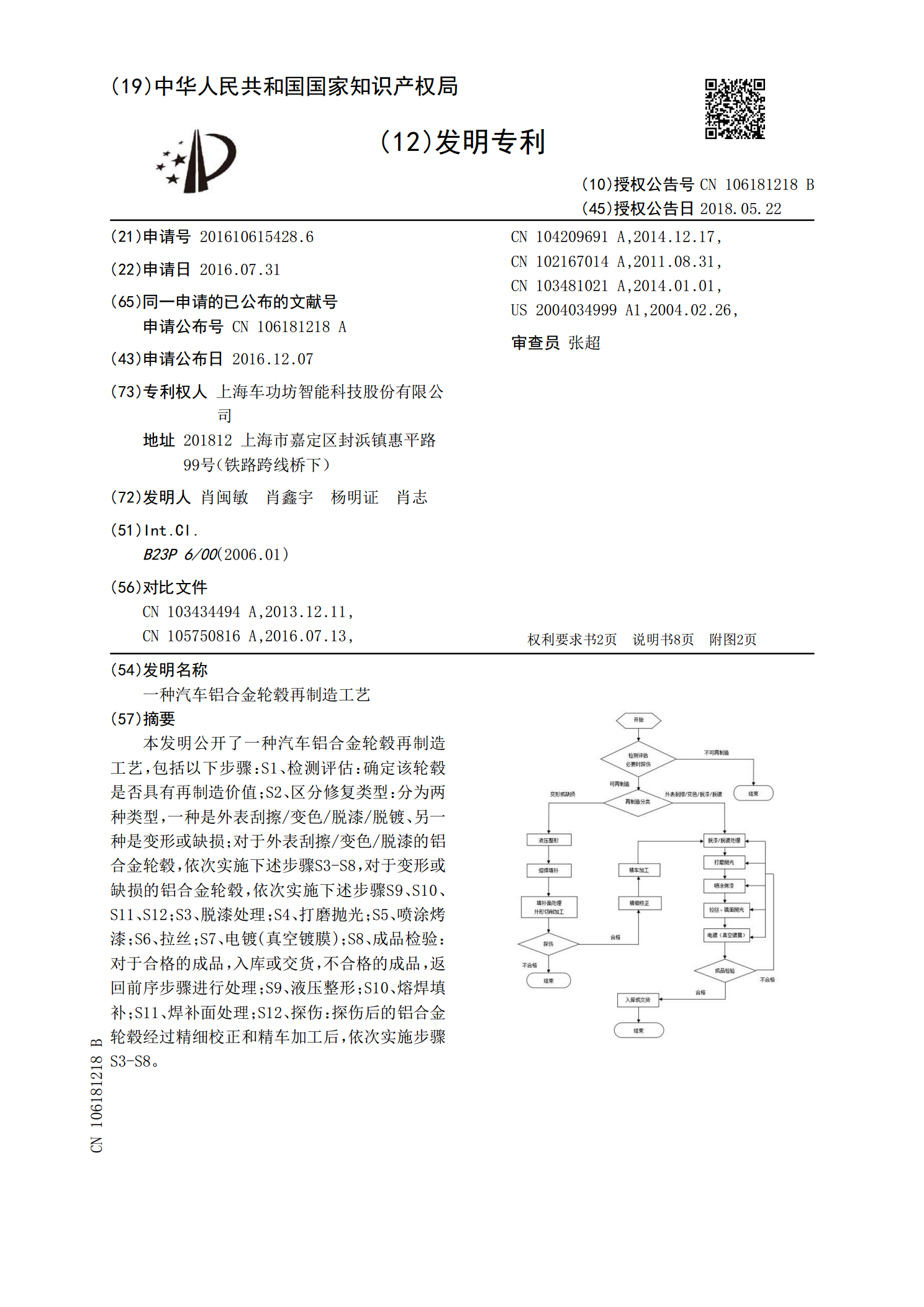
本发明公开了一种汽车铝合金轮毂再制造工艺,包括以下步骤:S1、检测评估:确定该轮毂是否具有再制造价值;S2、区分修复类型:分为两种类型,一种是外表刮擦/变色/脱漆/脱镀、另一种是变形或缺损;对于外表刮擦/变色/脱漆的铝合金轮毂,依次实施下述步骤S3‑S8,对于变形或缺损的铝合金轮毂,依次实施下述步骤S9、S10、S11、S12;S3、脱漆处理;S4、打磨抛光;S5、喷涂烤漆;S6、拉丝;S7、电镀(真空镀膜);S8、成品检验:对于合格的成品,入库或交货,不合格的成品,返回前序步骤进行处理;S9、液压整形;