
一种汽车铝合金轮毂再制造工艺.pdf

努力****恨风


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种汽车铝合金轮毂再制造工艺.pdf
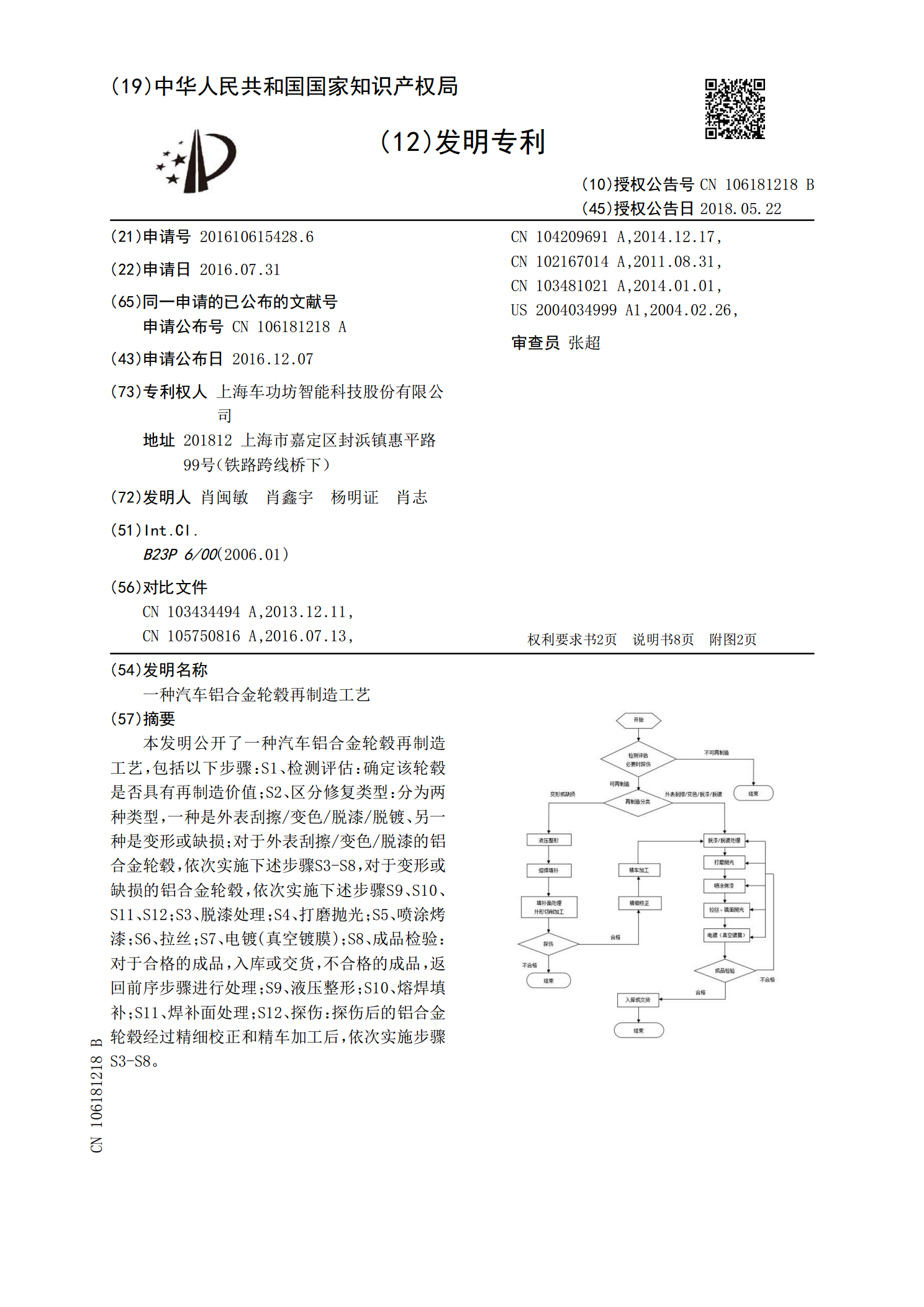
本发明公开了一种汽车铝合金轮毂再制造工艺,包括以下步骤:S1、检测评估:确定该轮毂是否具有再制造价值;S2、区分修复类型:分为两种类型,一种是外表刮擦/变色/脱漆/脱镀、另一种是变形或缺损;对于外表刮擦/变色/脱漆的铝合金轮毂,依次实施下述步骤S3‑S8,对于变形或缺损的铝合金轮毂,依次实施下述步骤S9、S10、S11、S12;S3、脱漆处理;S4、打磨抛光;S5、喷涂烤漆;S6、拉丝;S7、电镀(真空镀膜);S8、成品检验:对于合格的成品,入库或交货,不合格的成品,返回前序步骤进行处理;S9、液压整形;
一种汽车铝合金轮毂再制造工艺.pdf
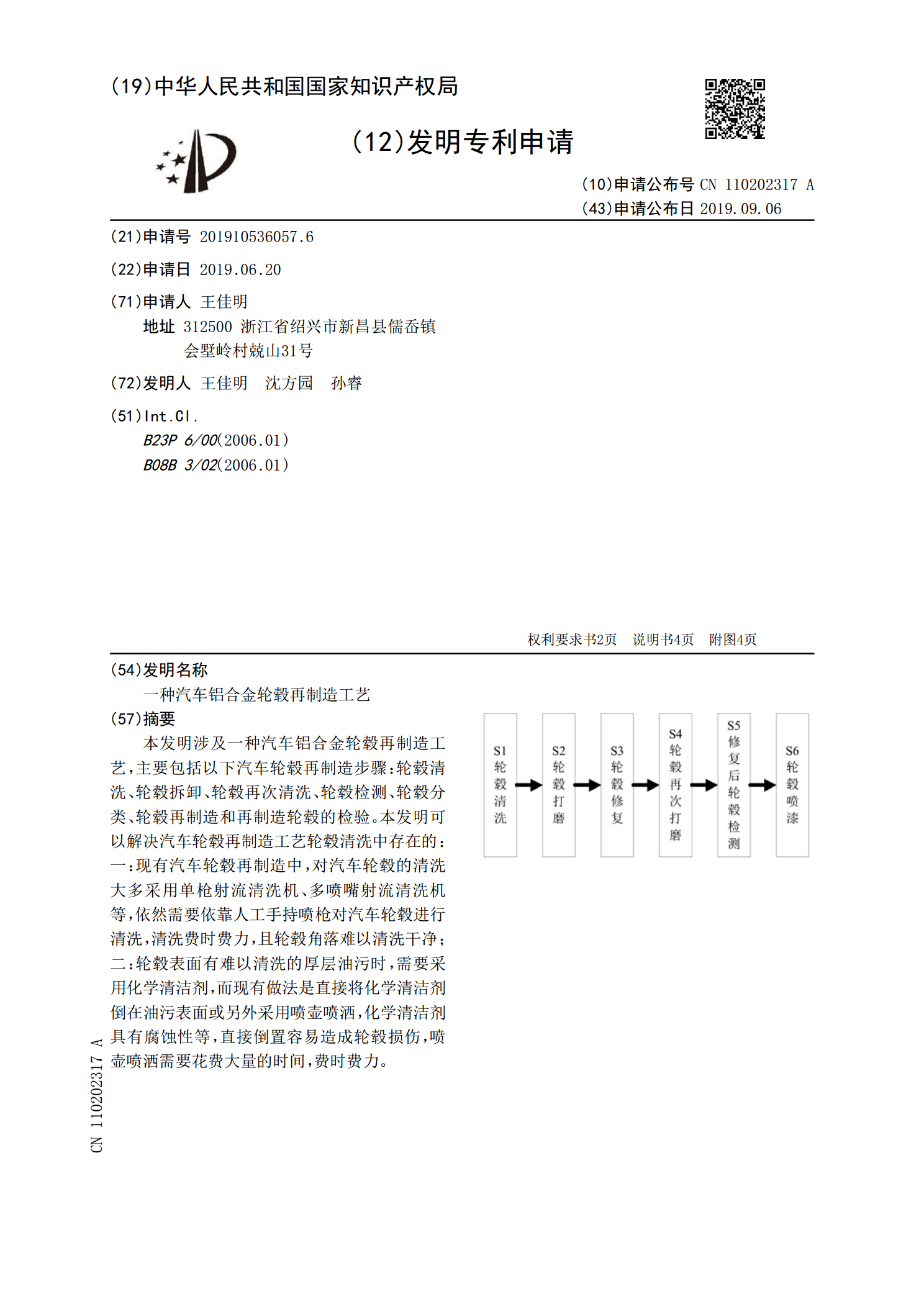
本发明涉及一种汽车铝合金轮毂再制造工艺,主要包括以下汽车轮毂再制造步骤:轮毂清洗、轮毂拆卸、轮毂再次清洗、轮毂检测、轮毂分类、轮毂再制造和再制造轮毂的检验。本发明可以解决汽车轮毂再制造工艺轮毂清洗中存在的:一:现有汽车轮毂再制造中,对汽车轮毂的清洗大多采用单枪射流清洗机、多喷嘴射流清洗机等,依然需要依靠人工手持喷枪对汽车轮毂进行清洗,清洗费时费力,且轮毂角落难以清洗干净;二:轮毂表面有难以清洗的厚层油污时,需要采用化学清洁剂,而现有做法是直接将化学清洁剂倒在油污表面或另外采用喷壶喷洒,化学清洁剂具有腐蚀性
一种汽车铝合金轮毂制造加工工艺.pdf
本发明涉及一种汽车铝合金轮毂制造加工工艺,属于汽车零部件加工制造领域,用于汽车零部件加工领域,用于汽车轮毂制造,包括原材料的选择与融化,融化后的精炼、材料检验、低压铸造、X射线探伤、热处理、机械加工、动平衡检验、涂装,及涉及的机械加工中的粗车、半精车、钻孔、热处理、磨外表面、粗磨孔、检查、热处理(发蓝)、喷漆(烘漆)、磨平面、粗研、磨孔、精研、检验,鉴于上述加工工序,本发明能够提供一种制造与加工时间短、效率高、及安全可靠的轮毂加工工艺。
一种铝合金轮毂的制造工艺.pdf
本发明公开了一种铝合金轮毂的制造工艺,包括以下步骤:铝锭检验;溶解:将成份合格的铝锭通熔化为铝液;除气:将溶解后的高温铝液放流至盛汤保温炉中,通入氮气搅拌,除气后铝液温度为700℃±30℃;转汤:将除好气的铝液移转加入低压设备保温密闭溶炉中;氮气加压准备:氮气供气压力调试在4.0kg/cm

汽车轮毂用铝合金及其制造工艺.pdf
本发明涉及汽车轮毂用铝合金,它包括以下组分:Si:0.4%~0.8%,Mg:0.8%~1.2%,Cu:0.15%~0.4%,Fe:0.7%,Mn:0.15%,Zn:0.25%,Ti:0.15%,其余为Al;其制造工艺,它包括以下步骤:S1、备制坯料;S2、坯料锻压预处理;S3、模具预处理;S4、锻压,用55MN~65MN的锻压机进行锻压,保压20min~30min,制得锻压毛坯;S5、滚压成型,在冷却前,将轮毂转入时效处理设备中,温度为170℃~190℃,保温6h~8h。本发明的优点在于:质量轻且散热快、