
冷轧带钢卷取张力控制方法.pdf

戊午****jj

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

冷轧带钢卷取张力控制方法.pdf
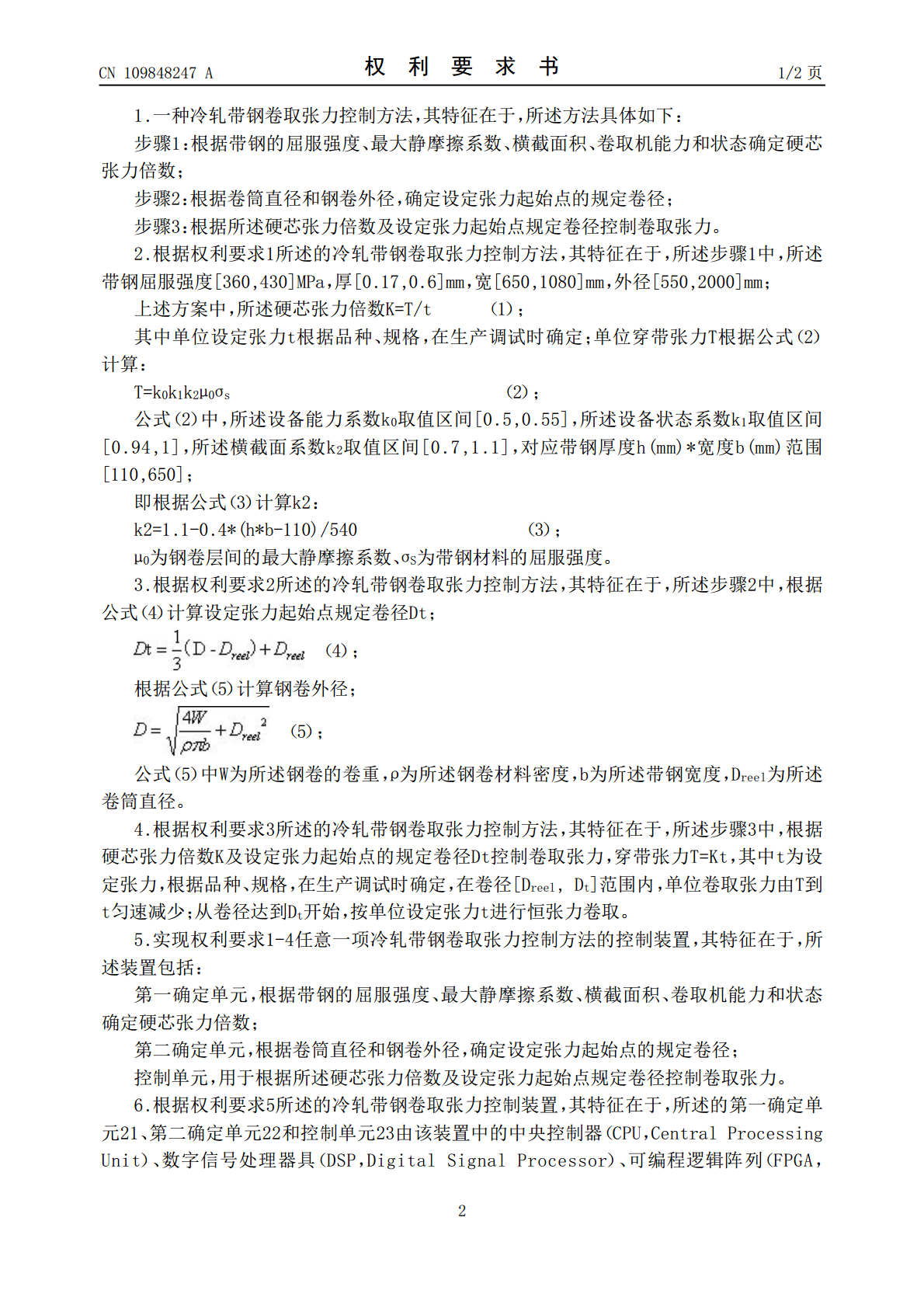
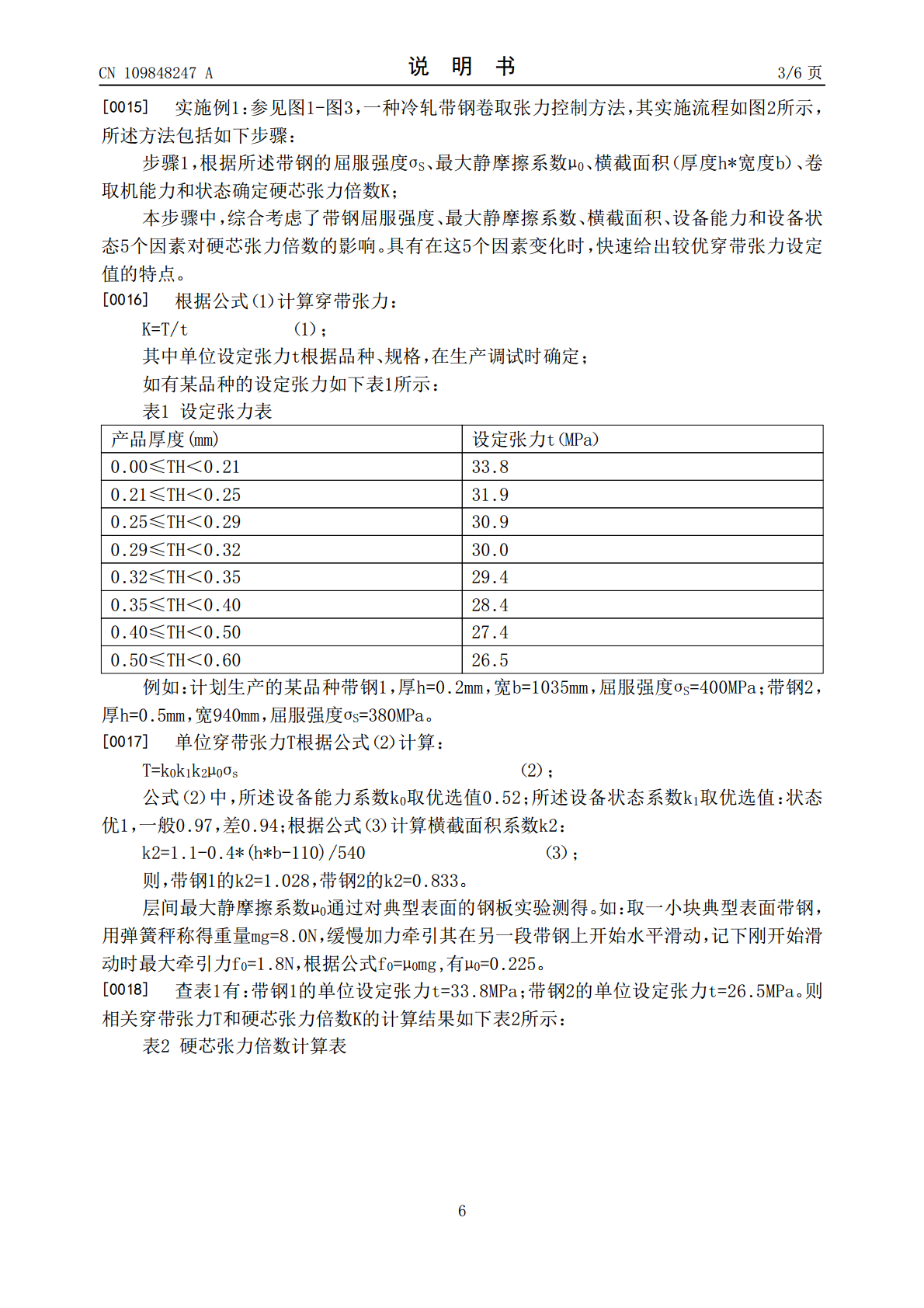
本发明涉及一种冷轧带钢卷取张力控制方法,所述方法具体如下:步骤1:根据带钢的屈服强度、最大静摩擦系数、横截面积、卷取机能力和状态确定硬芯张力倍数;步骤2:根据卷筒直径和钢卷外径,确定设定张力起始点的规定卷径;步骤3:根据所述硬芯张力倍数及设定张力起始点规定卷径控制卷取张力。该方案在针对产品品种规格和表面变化大、或者卷取机设备劣化时,快速给出较佳的单位穿带张力值方法,避免了发生心形卷、塌卷、或松卷的问题。
一种带张力卷取的冷轧带钢废边卷取机.pdf
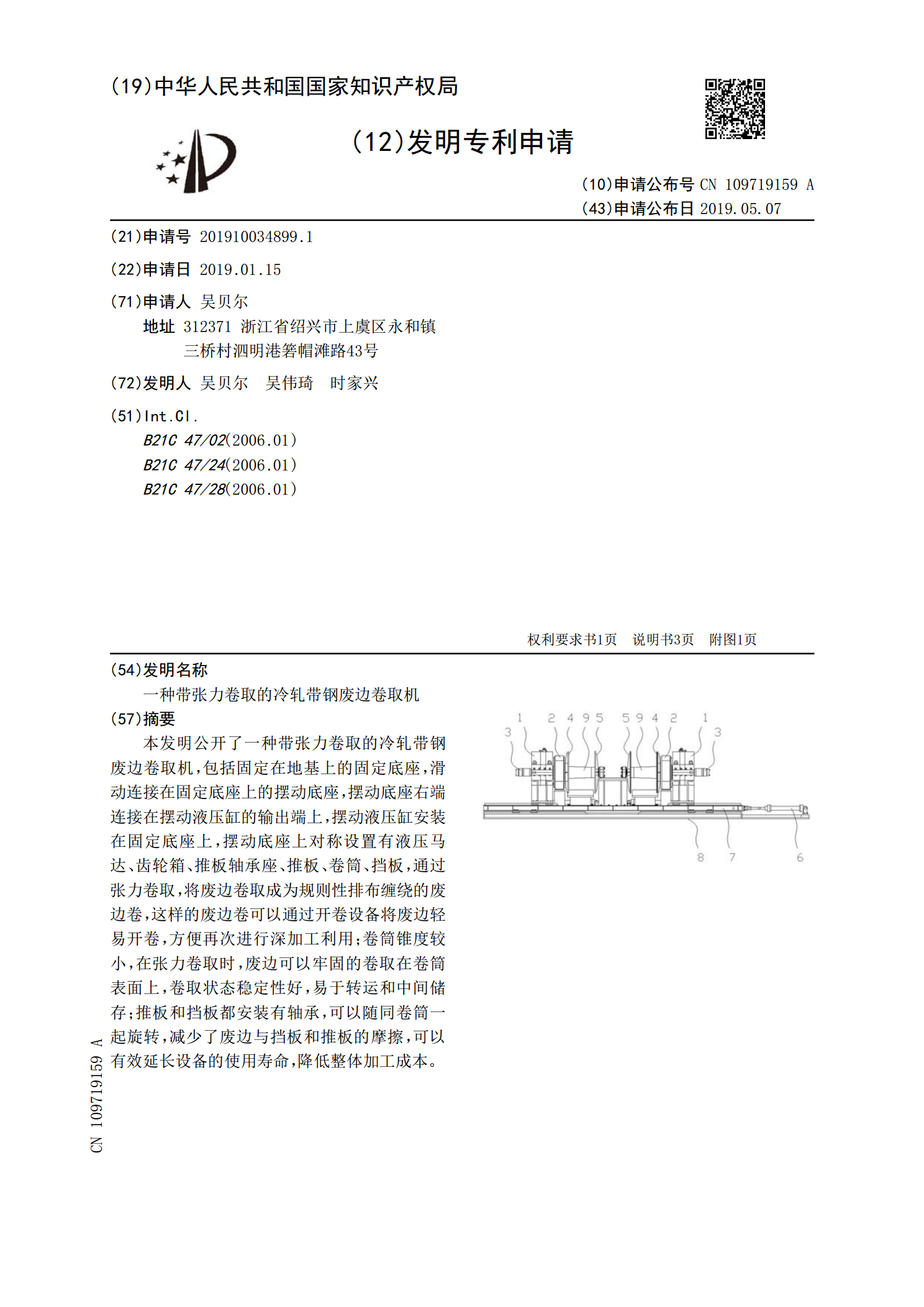
本发明公开了一种带张力卷取的冷轧带钢废边卷取机,包括固定在地基上的固定底座,滑动连接在固定底座上的摆动底座,摆动底座右端连接在摆动液压缸的输出端上,摆动液压缸安装在固定底座上,摆动底座上对称设置有液压马达、齿轮箱、推板轴承座、推板、卷筒、挡板,通过张力卷取,将废边卷取成为规则性排布缠绕的废边卷,这样的废边卷可以通过开卷设备将废边轻易开卷,方便再次进行深加工利用;卷筒锥度较小,在张力卷取时,废边可以牢固的卷取在卷筒表面上,卷取状态稳定性好,易于转运和中间储存;推板和挡板都安装有轴承,可以随同卷筒一起旋转,减

窄带钢卷取张力的探讨.docx
窄带钢卷取张力的探讨标题:窄带钢卷取张力的探讨摘要:钢卷是工业生产中常用的材料,其加工和运输环节中的张力控制对于保证产品质量和生产效率都起着重要作用。本论文通过对窄带钢卷取张力的探讨,总结了影响钢卷张力的因素,并分析了不同控制策略对钢卷加工过程的影响。最后,提出了一些改善控制策略的建议,以期能提高窄带钢卷加工的质量和效率。一、引言近年来,随着工业技术的发展和需求的增加,窄带钢卷的应用越来越广泛。窄带钢卷在制造汽车零部件、建筑材料、电子产品、厨具等方面都有重要的用途。而在窄带钢卷的生产过程中,取张力的控制是

冷轧板带卷取间接张力控制的研究.docx
冷轧板带卷取间接张力控制的研究冷轧板带卷取间接张力控制的研究摘要:冷轧板带的卷取过程中,张力的控制是至关重要的。本论文通过对冷轧板带卷取过程中张力控制相关研究的回顾和总结,研究了冷轧板带卷取间接张力控制的方法和技术,以及其对产品质量的影响。通过实验以及数学建模,得出了一些结论,以指导实际生产中的冷轧板带卷取操作。关键词:冷轧板带,卷取,间接张力控制,方法,技术,产品质量引言随着现代工业的发展,冷轧板带在建筑、汽车、航空等领域得到了广泛的应用。冷轧板带的卷取是其生产过程中的重要环节。张力的控制对冷轧板带的形

冷轧卷取机张力控制系统研究.docx
冷轧卷取机张力控制系统研究冷轧卷取机张力控制系统研究摘要:冷轧卷取机是金属加工过程中的重要设备,其张力控制系统对于保证产品质量和生产效率具有至关重要的作用。本论文通过对冷轧卷取机张力控制系统的研究,分析了张力控制系统的工作原理、关键技术以及存在的问题,并提出了改进方案。研究结果表明,通过改进张力控制系统的参数调整方法,可以提高冷轧卷取机的工作效率和产品质量。【关键词】冷轧卷取机、张力控制系统、工作原理、关键技术、改进方案1.引言冷轧卷取机是制造业中常见的一种设备,广泛应用于金属加工领域。在冷轧卷取机的工作