
一种异种材料真空钎焊结构及方法.pdf

是你****噩呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种异种材料真空钎焊结构及方法.pdf
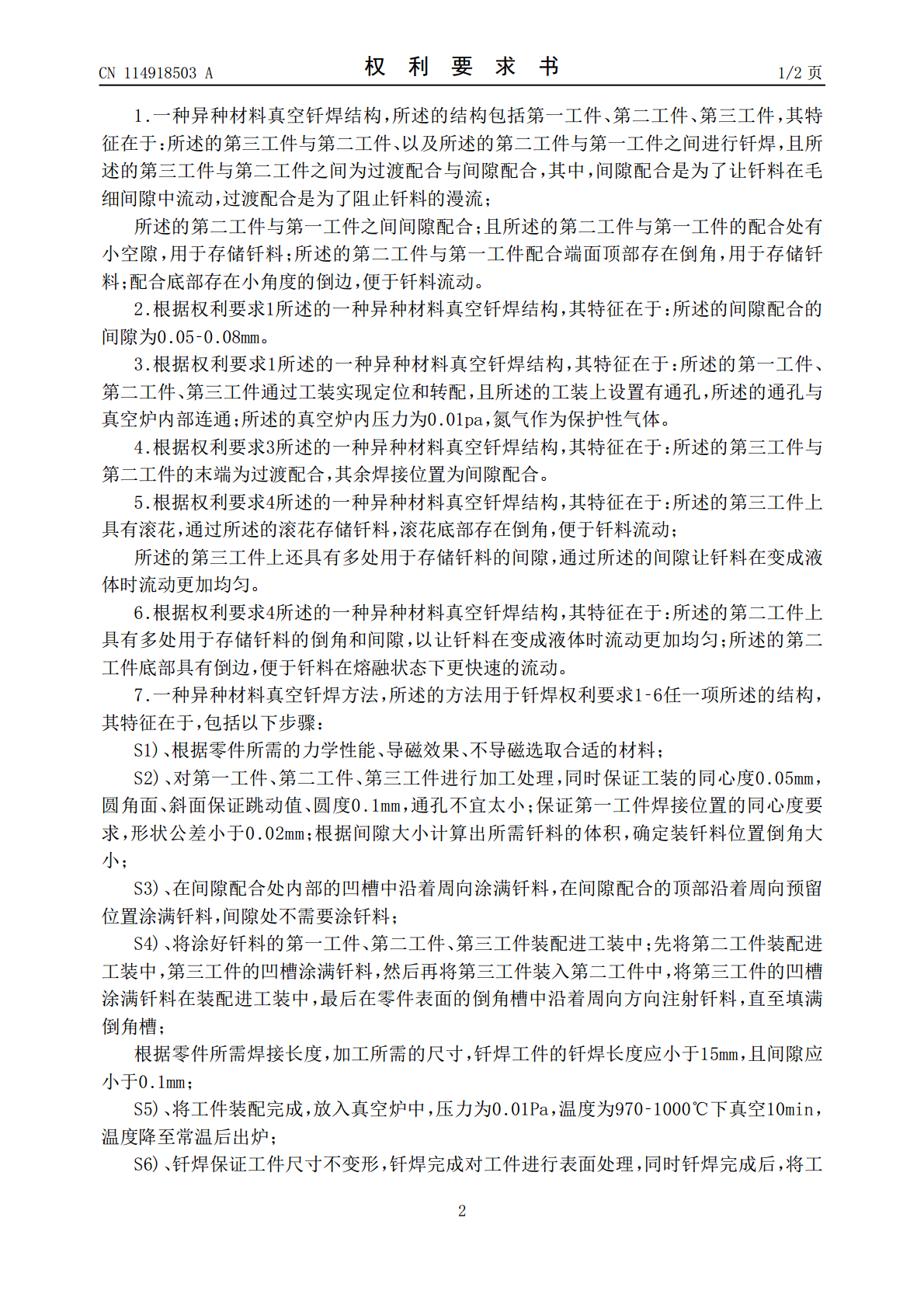
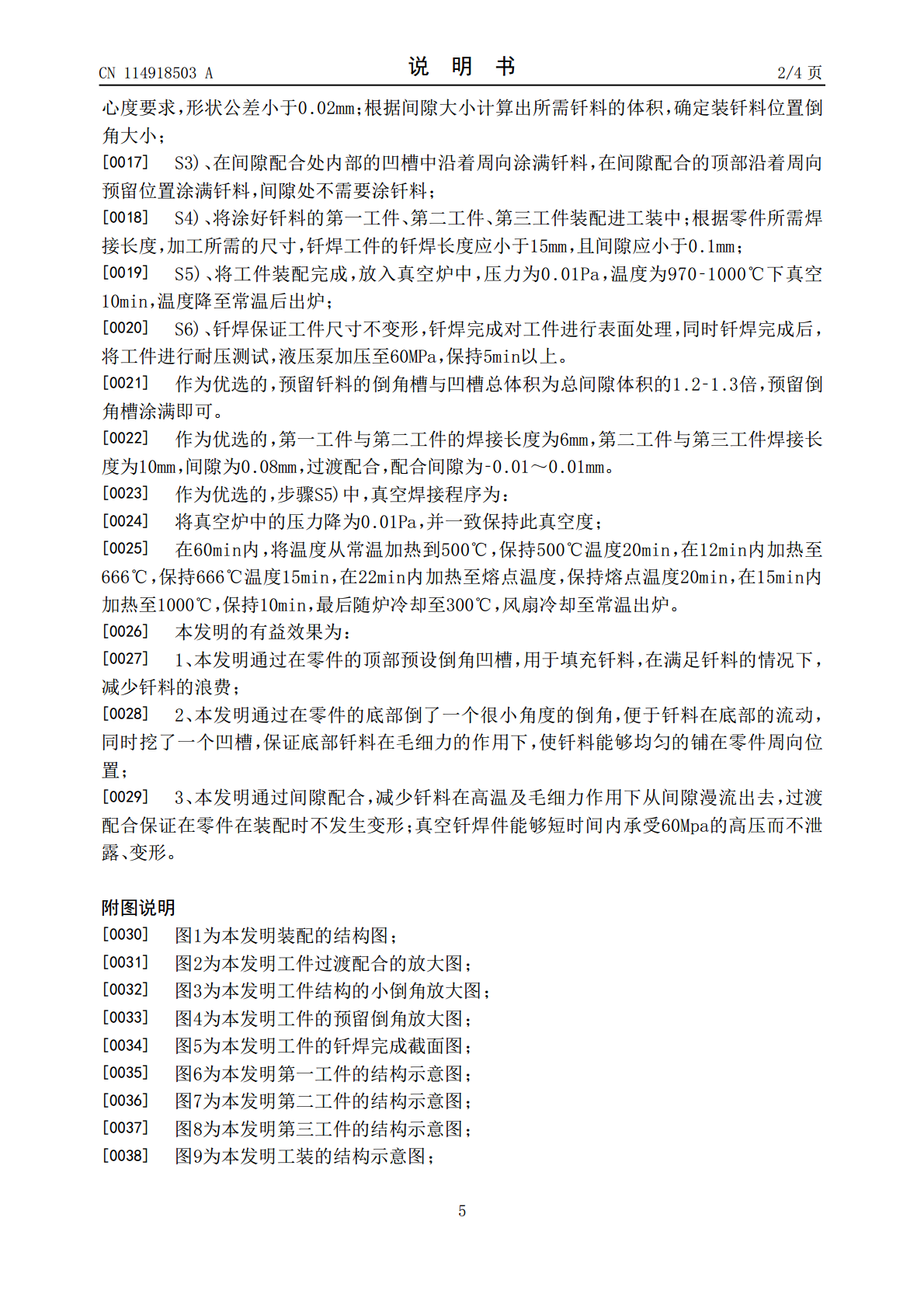
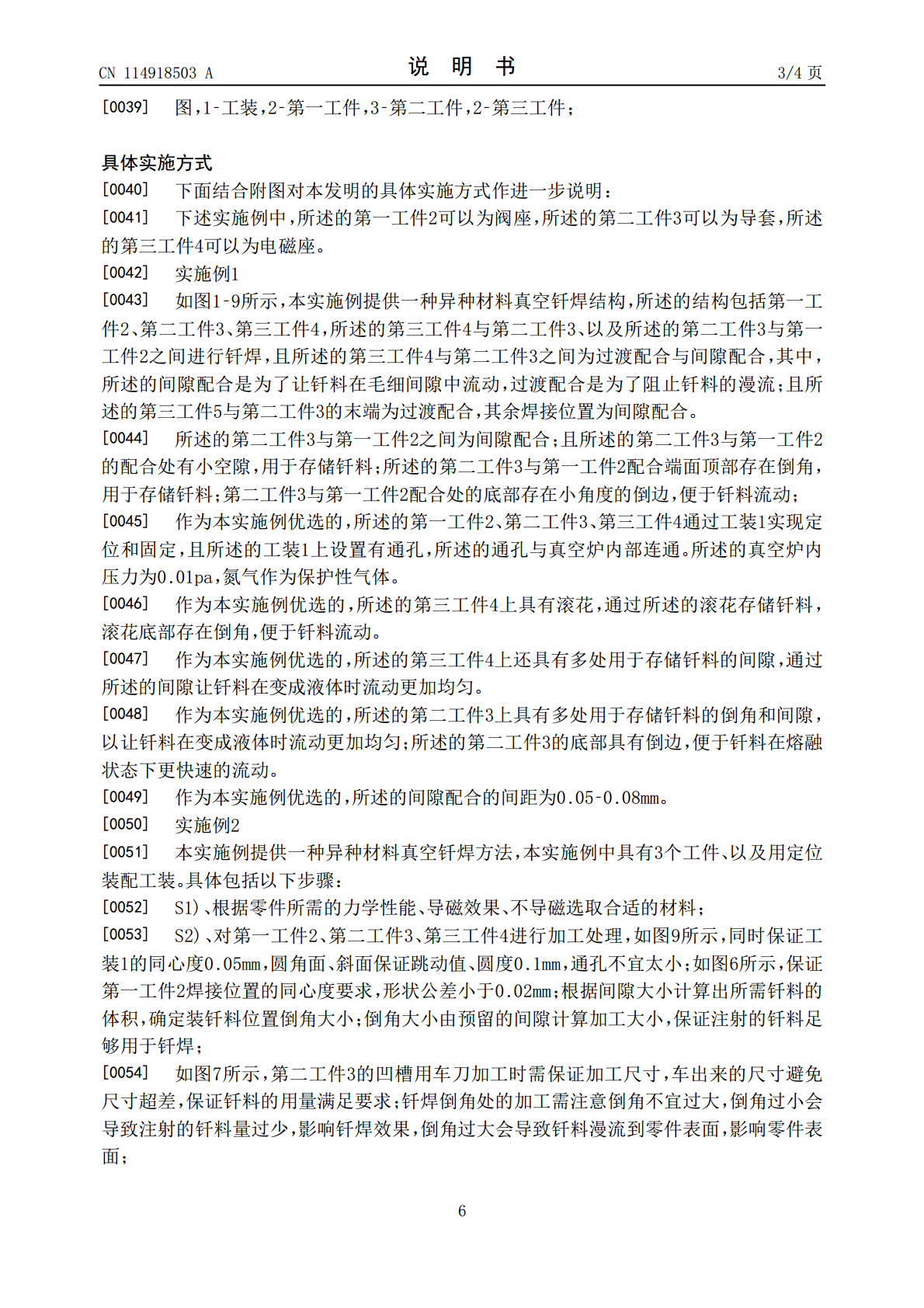
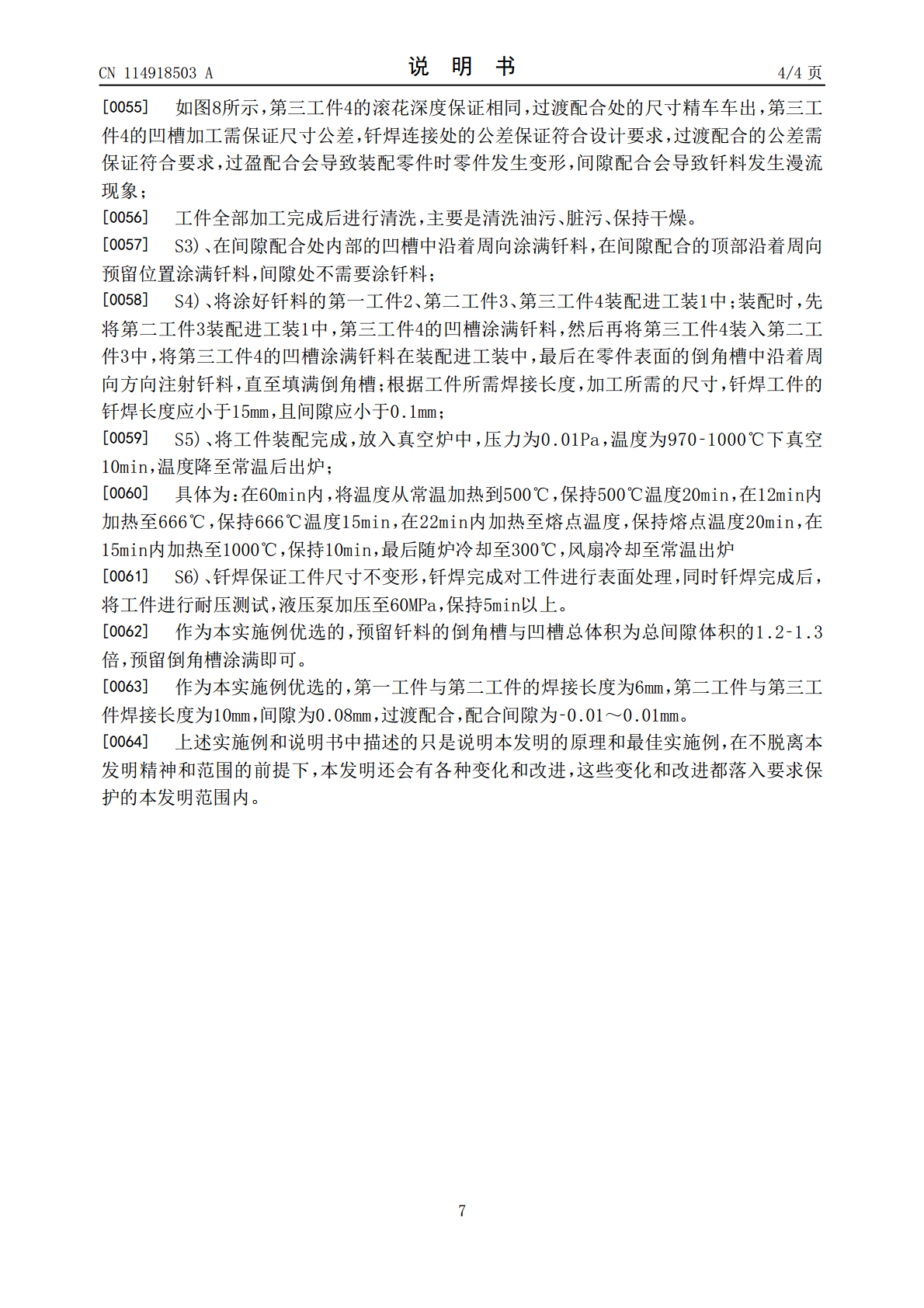
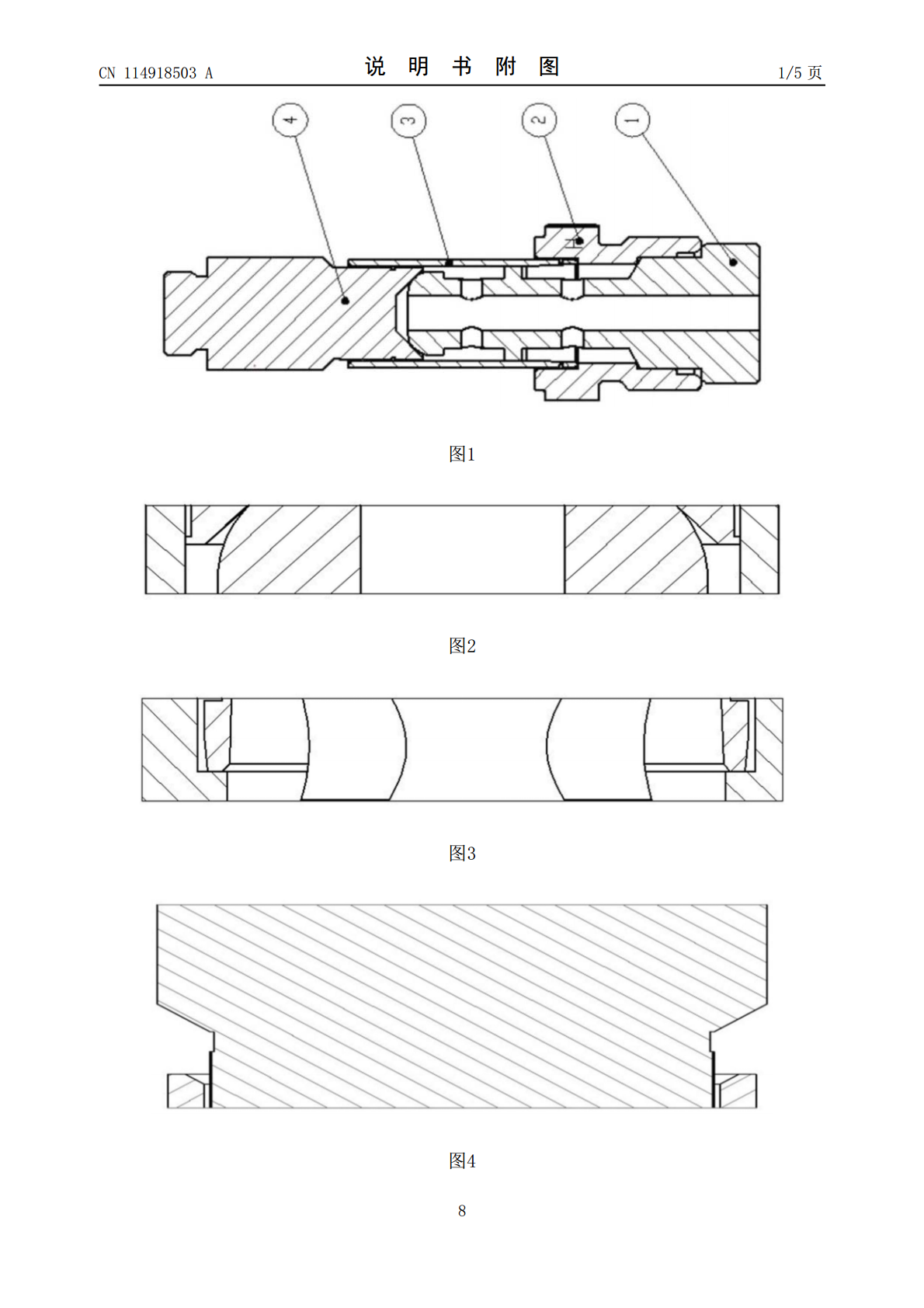
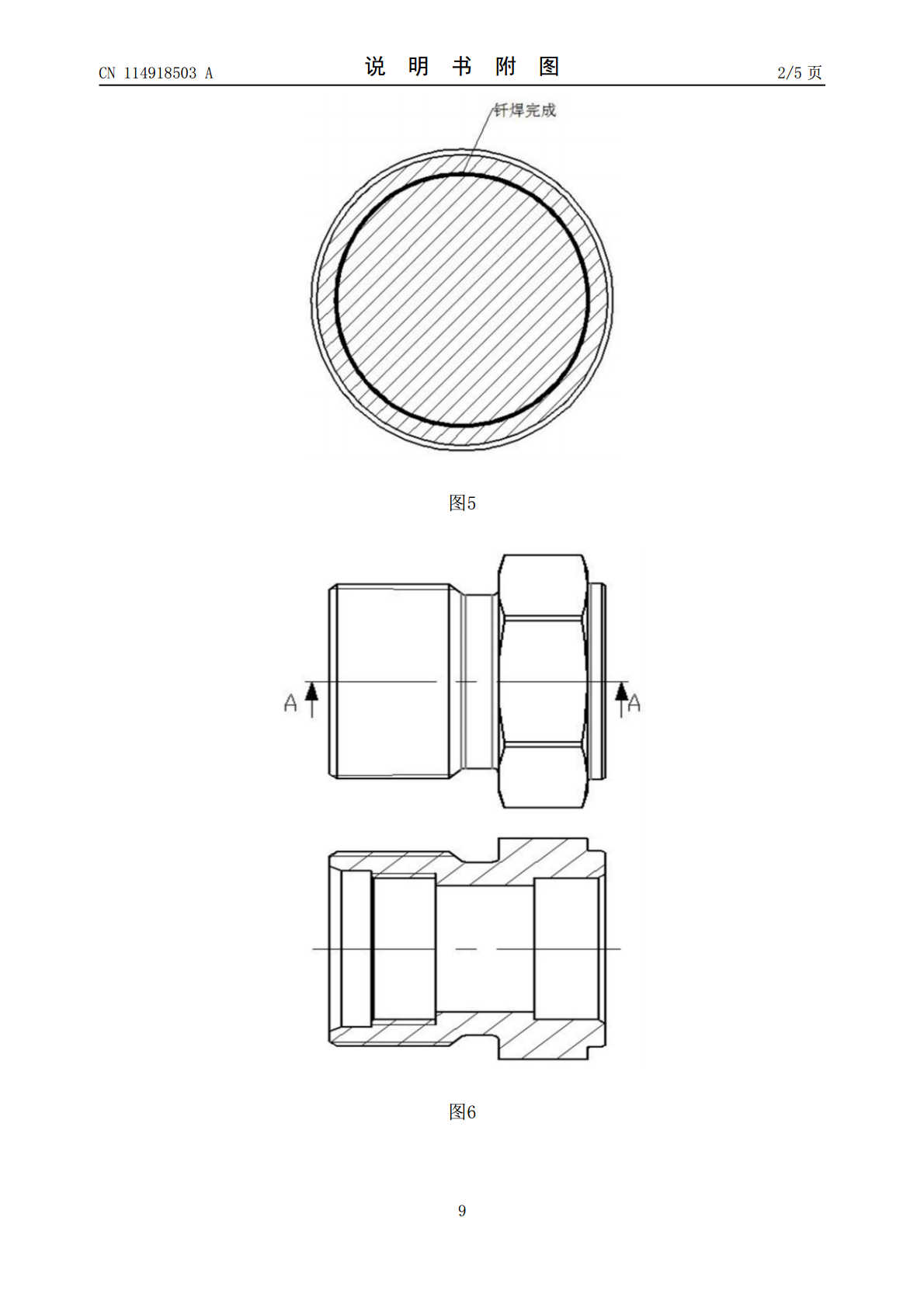
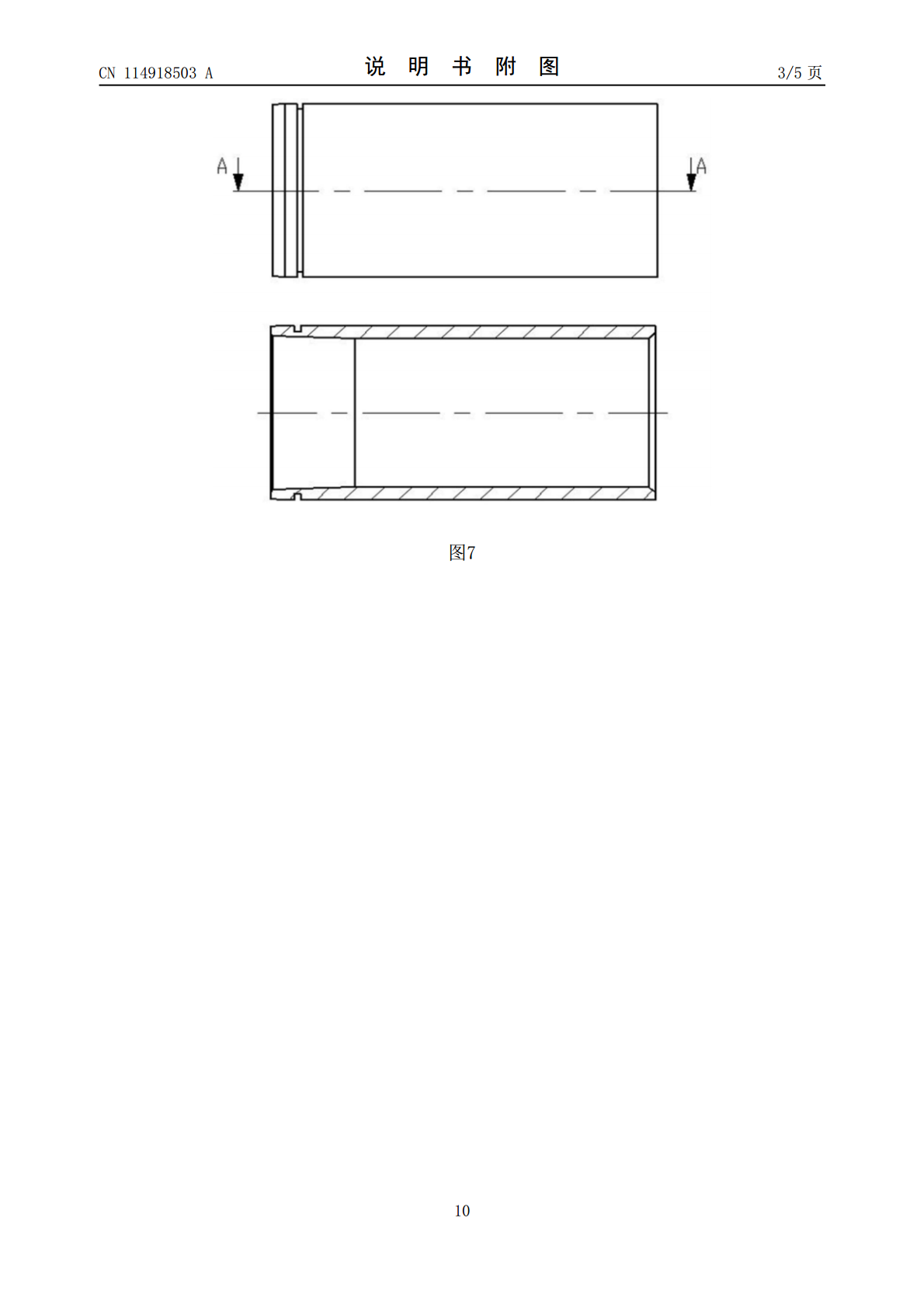
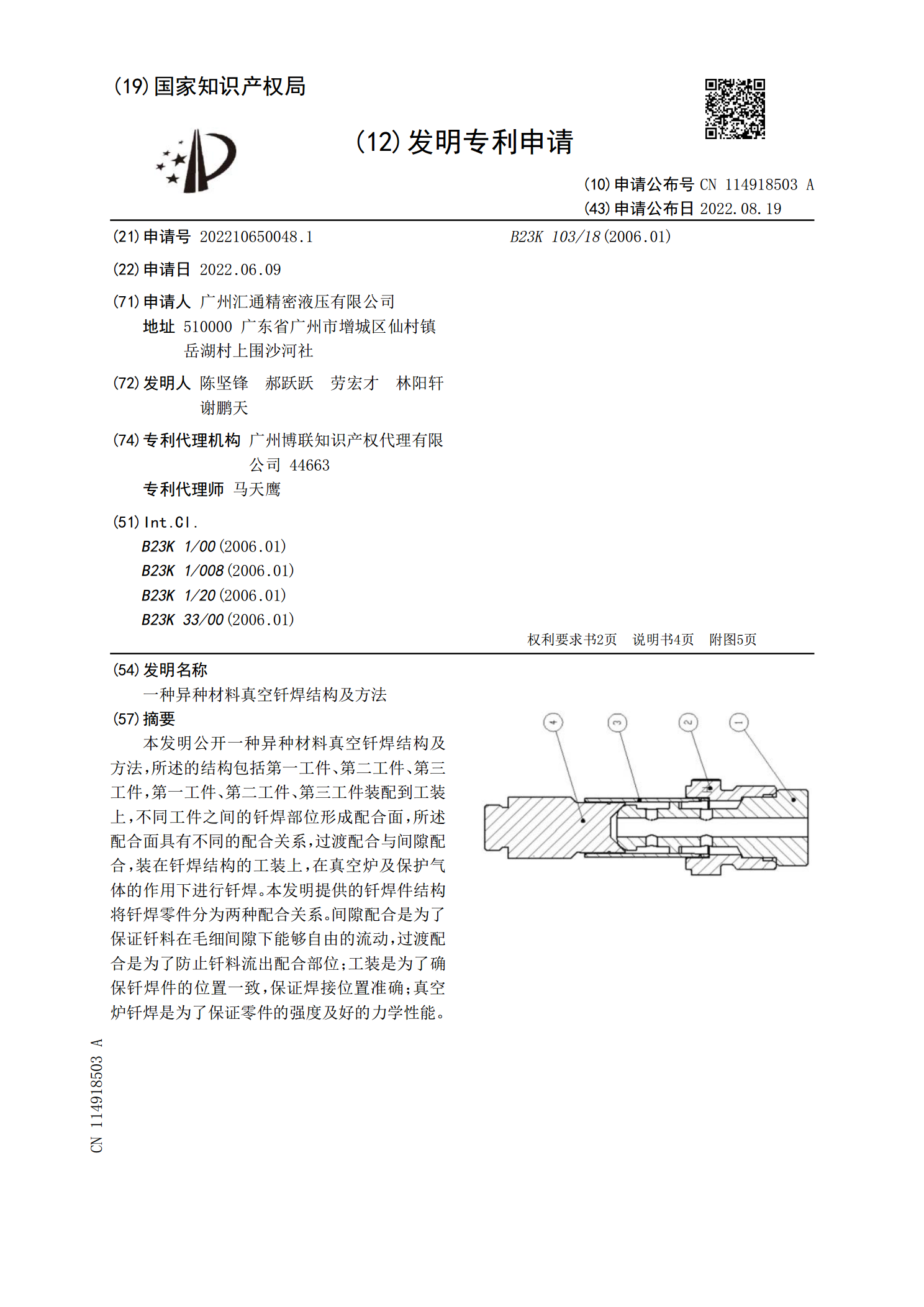
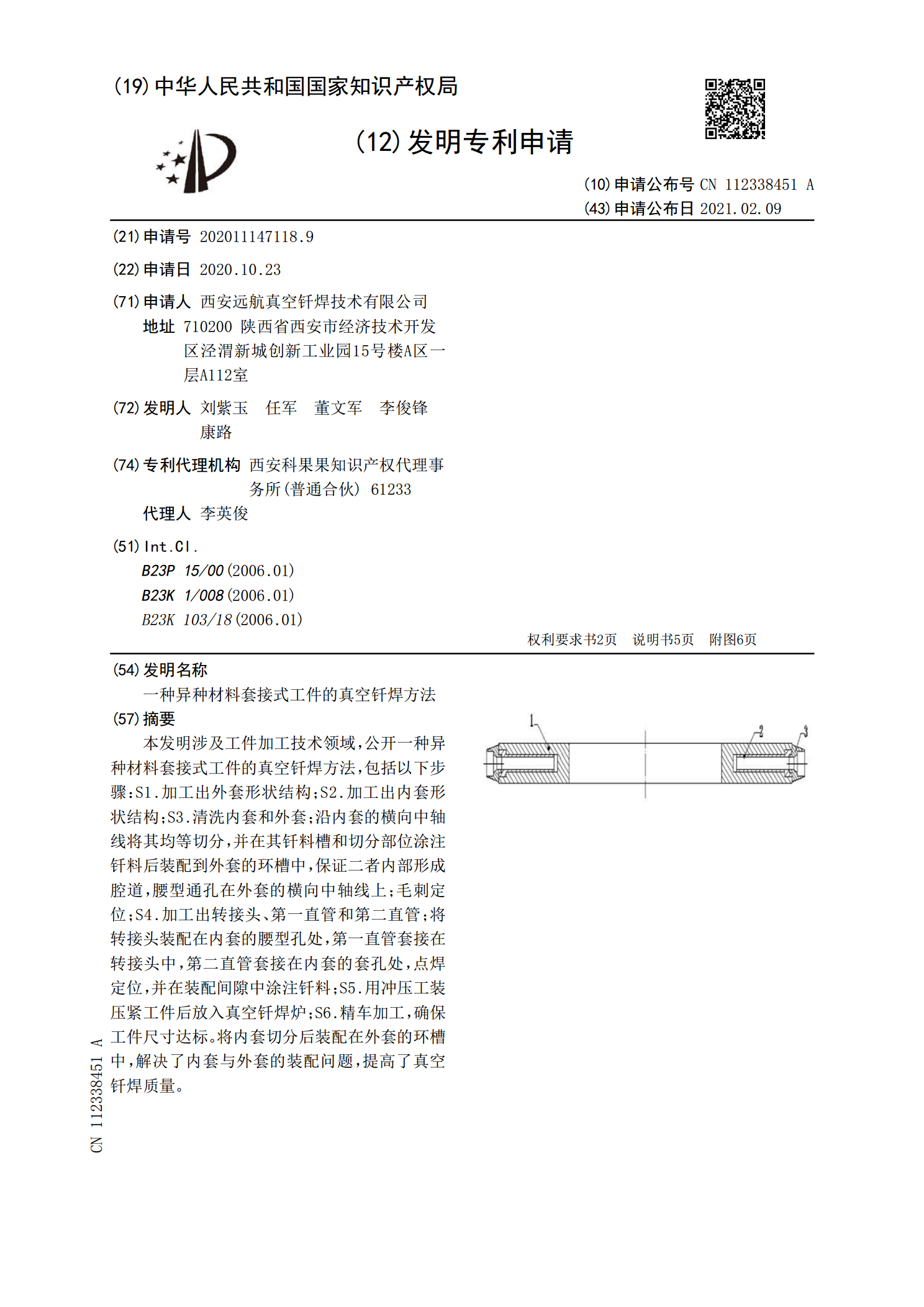
本发明公开一种异种材料真空钎焊结构及方法,所述的结构包括第一工件、第二工件、第三工件,第一工件、第二工件、第三工件装配到工装上,不同工件之间的钎焊部位形成配合面,所述配合面具有不同的配合关系,过渡配合与间隙配合,装在钎焊结构的工装上,在真空炉及保护气体的作用下进行钎焊。本发明提供的钎焊件结构将钎焊零件分为两种配合关系。间隙配合是为了保证钎料在毛细间隙下能够自由的流动,过渡配合是为了防止钎料流出配合部位;工装是为了确保钎焊件的位置一致,保证焊接位置准确;真空炉钎焊是为了保证零件的强度及好的力学性能。
一种异种材料套接式工件的真空钎焊方法.pdf
本发明涉及工件加工技术领域,公开一种异种材料套接式工件的真空钎焊方法,包括以下步骤:S1.加工出外套形状结构;S2.加工出内套形状结构;S3.清洗内套和外套;沿内套的横向中轴线将其均等切分,并在其钎料槽和切分部位涂注钎料后装配到外套的环槽中,保证二者内部形成腔道,腰型通孔在外套的横向中轴线上;毛刺定位;S4.加工出转接头、第一直管和第二直管;将转接头装配在内套的腰型孔处,第一直管套接在转接头中,第二直管套接在内套的套孔处,点焊定位,并在装配间隙中涂注钎料;S5.用冲压工装压紧工件后放入真空钎焊炉;S6.精
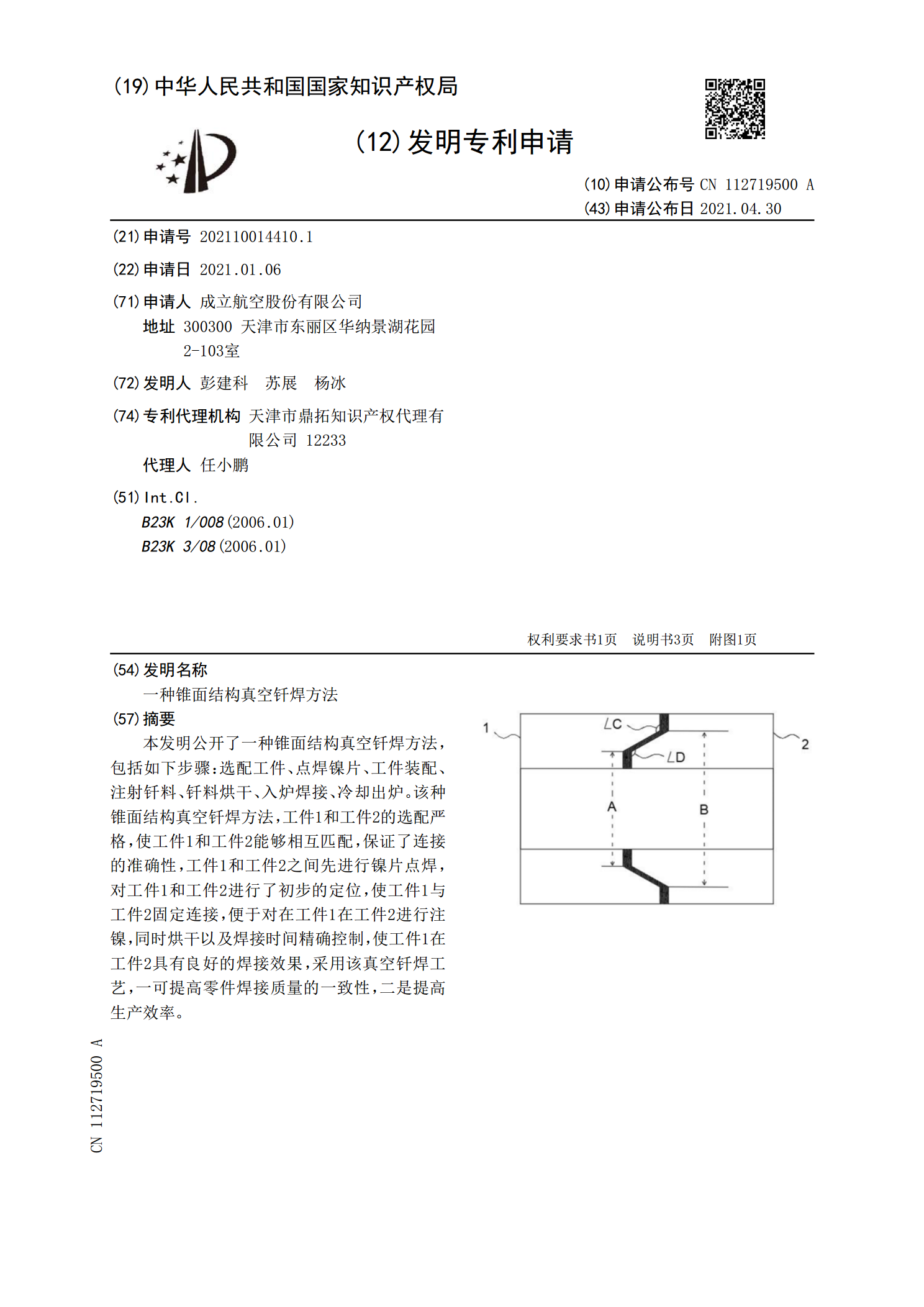
一种锥面结构真空钎焊方法.pdf
本发明公开了一种锥面结构真空钎焊方法,包括如下步骤:选配工件、点焊镍片、工件装配、注射钎料、钎料烘干、入炉焊接、冷却出炉。该种锥面结构真空钎焊方法,工件1和工件2的选配严格,使工件1和工件2能够相互匹配,保证了连接的准确性,工件1和工件2之间先进行镍片点焊,对工件1和工件2进行了初步的定位,使工件1与工件2固定连接,便于对在工件1在工件2进行注镍,同时烘干以及焊接时间精确控制,使工件1在工件2具有良好的焊接效果,采用该真空钎焊工艺,一可提高零件焊接质量的一致性,二是提高生产效率。
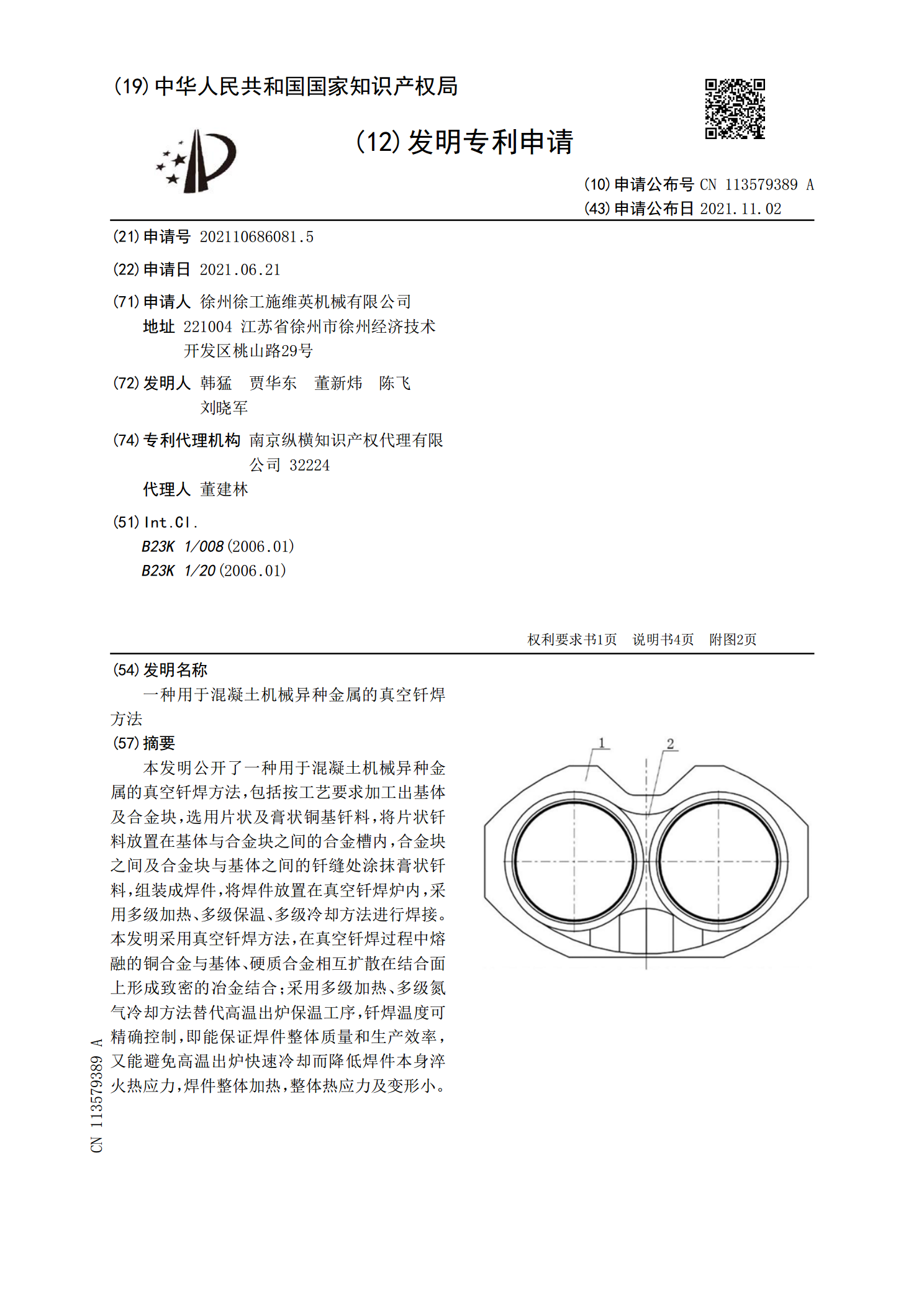
一种用于混凝土机械异种金属的真空钎焊方法.pdf
本发明公开了一种用于混凝土机械异种金属的真空钎焊方法,包括按工艺要求加工出基体及合金块,选用片状及膏状铜基钎料,将片状钎料放置在基体与合金块之间的合金槽内,合金块之间及合金块与基体之间的钎缝处涂抹膏状钎料,组装成焊件,将焊件放置在真空钎焊炉内,采用多级加热、多级保温、多级冷却方法进行焊接。本发明采用真空钎焊方法,在真空钎焊过程中熔融的铜合金与基体、硬质合金相互扩散在结合面上形成致密的冶金结合;采用多级加热、多级氮气冷却方法替代高温出炉保温工序,钎焊温度可精确控制,即能保证焊件整体质量和生产效率,又能避免高
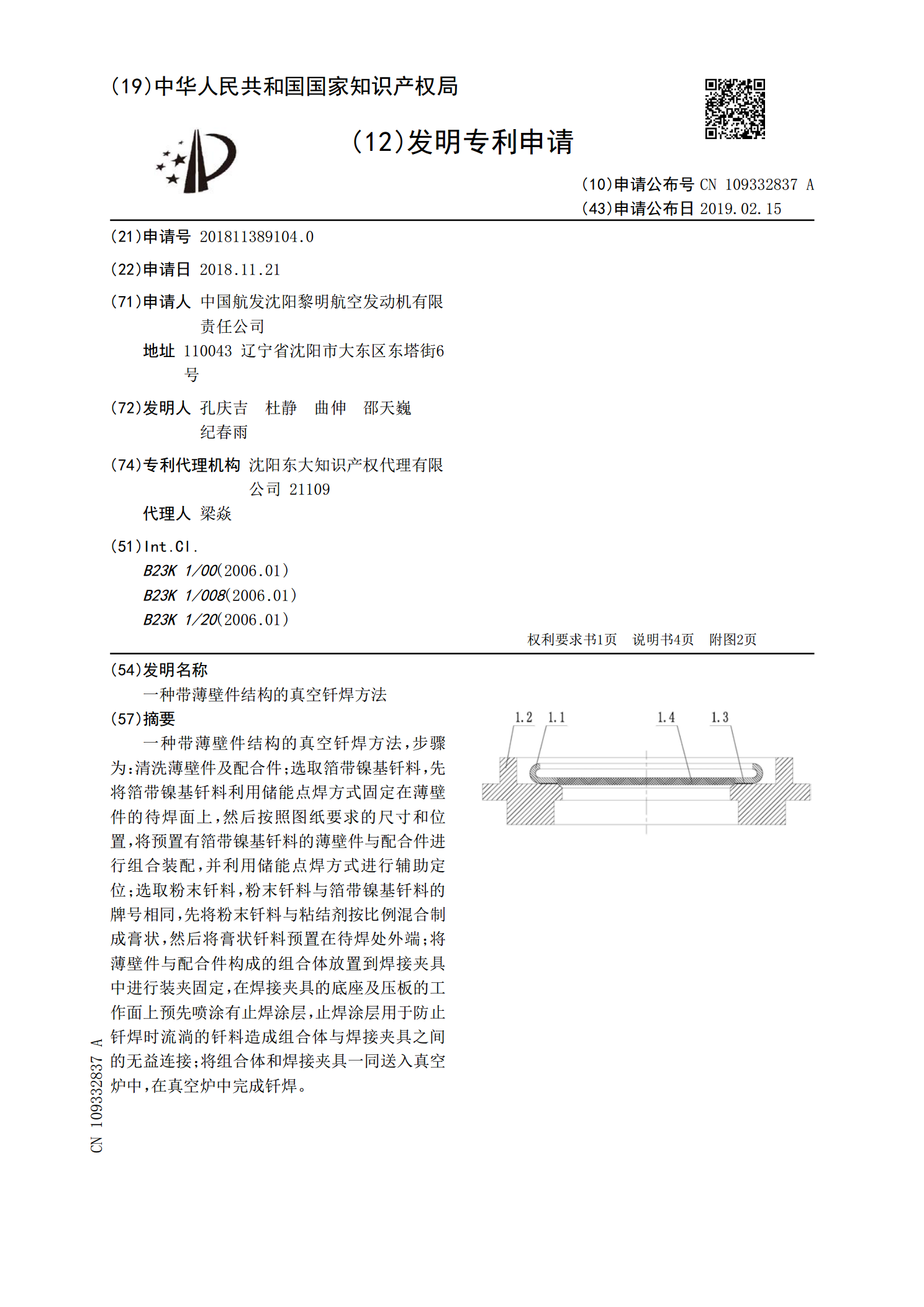
一种带薄壁件结构的真空钎焊方法.pdf
一种带薄壁件结构的真空钎焊方法,步骤为:清洗薄壁件及配合件;选取箔带镍基钎料,先将箔带镍基钎料利用储能点焊方式固定在薄壁件的待焊面上,然后按照图纸要求的尺寸和位置,将预置有箔带镍基钎料的薄壁件与配合件进行组合装配,并利用储能点焊方式进行辅助定位;选取粉末钎料,粉末钎料与箔带镍基钎料的牌号相同,先将粉末钎料与粘结剂按比例混合制成膏状,然后将膏状钎料预置在待焊处外端;将薄壁件与配合件构成的组合体放置到焊接夹具中进行装夹固定,在焊接夹具的底座及压板的工作面上预先喷涂有止焊涂层,止焊涂层用于防止钎焊时流淌的钎料造