
变截面空心轴锻件挤压成型方法.pdf

努力****亚捷

1/6

2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

变截面空心轴锻件挤压成型方法.pdf
本发明涉变截面空心轴锻件挤压成型方法及一种超高强度钢空心轴成型领域,具体涉及变截面空心轴锻件挤压成型方法,将坯料锻压机上鐓粗;然后加工中心孔;将坯料放入预热炉内加热到预热温度,然后喷涂防氧化剂;将坯料放入锻造加热炉内加热到始锻温度;为坯料、上锻模和下锻模涂覆表面润滑剂;上锻模和下锻模安装在上、下砧上,将坯料转运到下锻模型腔内,合模;去除表面余量,并进行热处理。本发明一步成形制中心带有通孔的轴件,流线完整且分布合理,结构强度高,应变分布均匀,残余应力低,不仅提高了锻件质量、材料利用率、锻件尺寸精度,而且降低
一种变截面环形辗扩锻件的预成型反挤压凹模.pdf
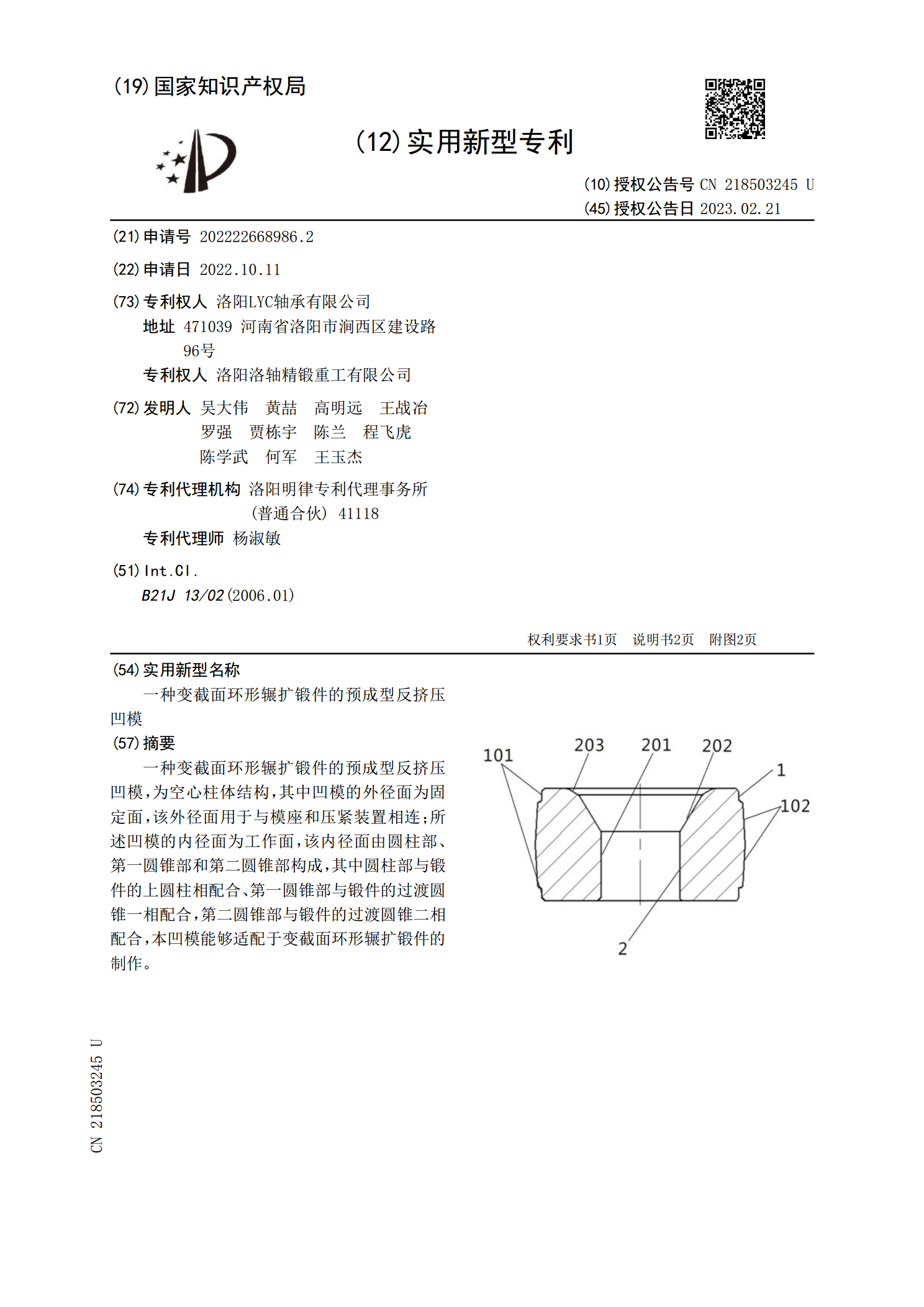
一种变截面环形辗扩锻件的预成型反挤压凹模,为空心柱体结构,其中凹模的外径面为固定面,该外径面用于与模座和压紧装置相连;所述凹模的内径面为工作面,该内径面由圆柱部、第一圆锥部和第二圆锥部构成,其中圆柱部与锻件的上圆柱相配合、第一圆锥部与锻件的过渡圆锥一相配合,第二圆锥部与锻件的过渡圆锥二相配合,本凹模能够适配于变截面环形辗扩锻件的制作。

C形截面锻件碾轧成型方法.pdf
C形截面锻件碾轧成型方法,步骤如下:首先将合金锭加热至1150~1180℃,然后通过镦粗拔长,改善合金锭的铸态组织;然后进行冲孔,扩孔整圆工序制造出预制坯料;将预制坯料进炉加热至1150~1180℃,取出预制坯料将其放在碾环机上;将主轧辊衬套套在主轧辊上,将芯辊衬套套在芯辊上;启动碾环机,在主轧辊和芯辊的带动下开始转动,锥辊a和锥辊b分别压在预制坯料的两个端面上,开始轧制,尺寸到位后,关闭碾环机,得到碾环后的C字形锻件。采用本发明使材料利用率得到大幅提高,热处理后进行小余量机械加工即可,不会切断金属纤维,

类盘型截面锻件碾轧成型方法.pdf
类盘型截面锻件碾轧成型方法,步骤如下:首先将合金锭加热至1150~1180℃,然后通过镦粗拔长,改善合金锭的铸态组织;然后进行冲孔,扩孔整圆工序制造出厚度为最终高度尺寸1/2的环形板坯;将环形板坯进炉加热至1150~1180℃,取出环形板坯将其放在碾环机上;将主轧辊衬套套在主轧辊上,将芯辊衬套套在芯辊上;启动碾环机,在主轧辊和芯辊的带动下开始转动,锥辊a、b分别压在预制坯料的两个端面上,开始轧制,尺寸到位后,关闭碾环机,得到碾环后的异形环件。采用本发明使材料利用率得到大幅提高,热处理后进行小余量机械加工即
一种镁合金连续变截面大变形挤压加工成型方法.pdf
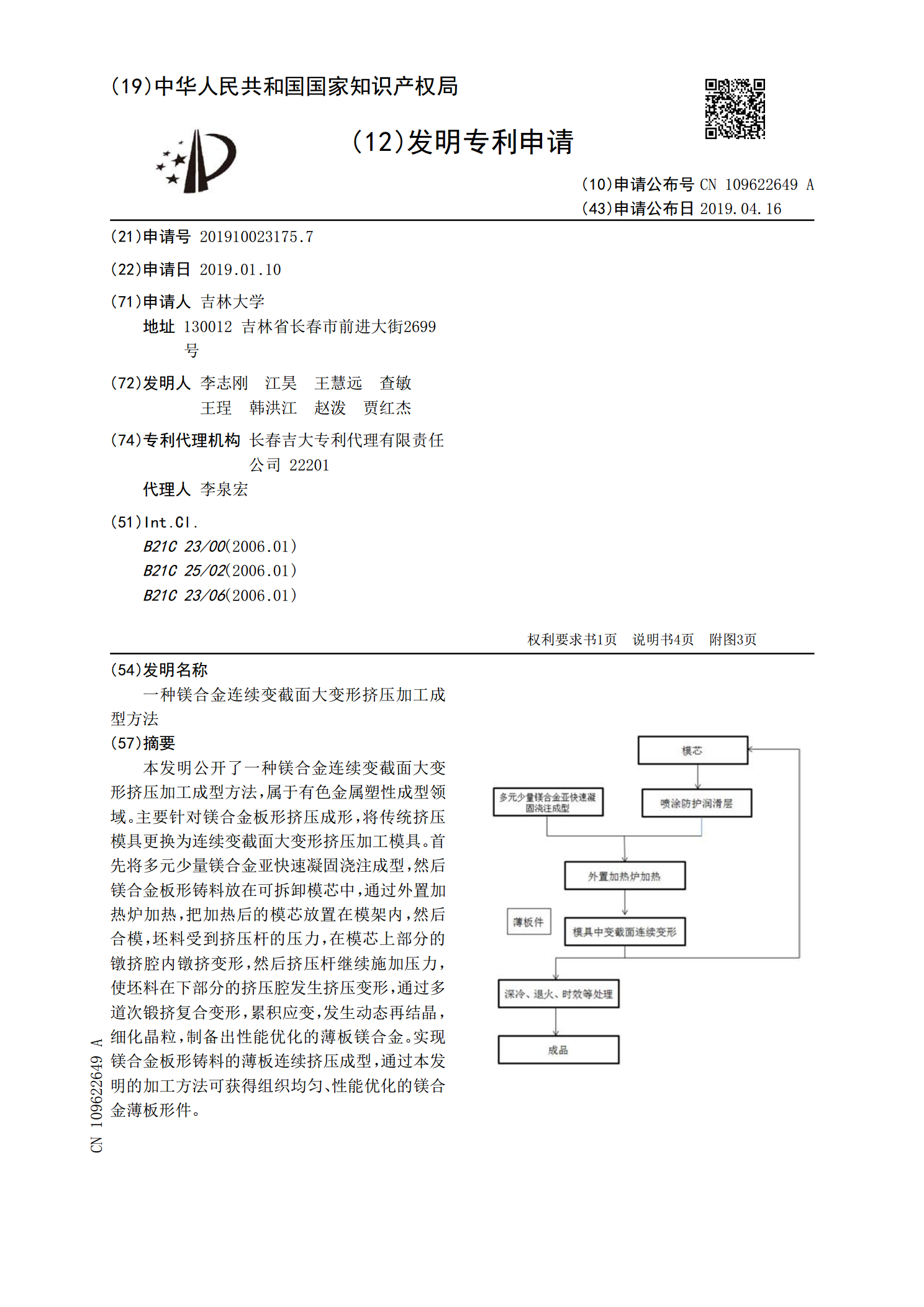
本发明公开了一种镁合金连续变截面大变形挤压加工成型方法,属于有色金属塑性成型领域。主要针对镁合金板形挤压成形,将传统挤压模具更换为连续变截面大变形挤压加工模具。首先将多元少量镁合金亚快速凝固浇注成型,然后镁合金板形铸料放在可拆卸模芯中,通过外置加热炉加热,把加热后的模芯放置在模架内,然后合模,坯料受到挤压杆的压力,在模芯上部分的镦挤腔内镦挤变形,然后挤压杆继续施加压力,使坯料在下部分的挤压腔发生挤压变形,通过多道次锻挤复合变形,累积应变,发生动态再结晶,细化晶粒,制备出性能优化的薄板镁合金。实现镁合金板形