
一种套类锻件用空收成型方法.pdf

Ro****44


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种套类锻件用空收成型方法.pdf
一种套类锻件用空收成型方法,包括钢锭下料、镦粗、冲孔、加热、扩孔、加热、第一次预拔长、加热、第二次预拔长、空收出成品,在扩孔完成后需要将芯轴穿入毛坯孔内进行第一次预拔长;取出芯轴并将第一次预拔长后的锻件返炉进行加热,加热完毕后重新将芯轴穿入毛坯孔内进行第二次预拔长,第二次预拔长后锻件内径等于所用芯轴的外径,本发明中的加工方法拓宽了芯轴使用范围,解决了工装辅具不足问题,降低了制造成本,同时能够提前计算目标长度及取料长度这样就避免了坯料的浪费,从而进一步节省成本。
一种用大规格棒料成型小尺寸方形类锻件的方法.pdf
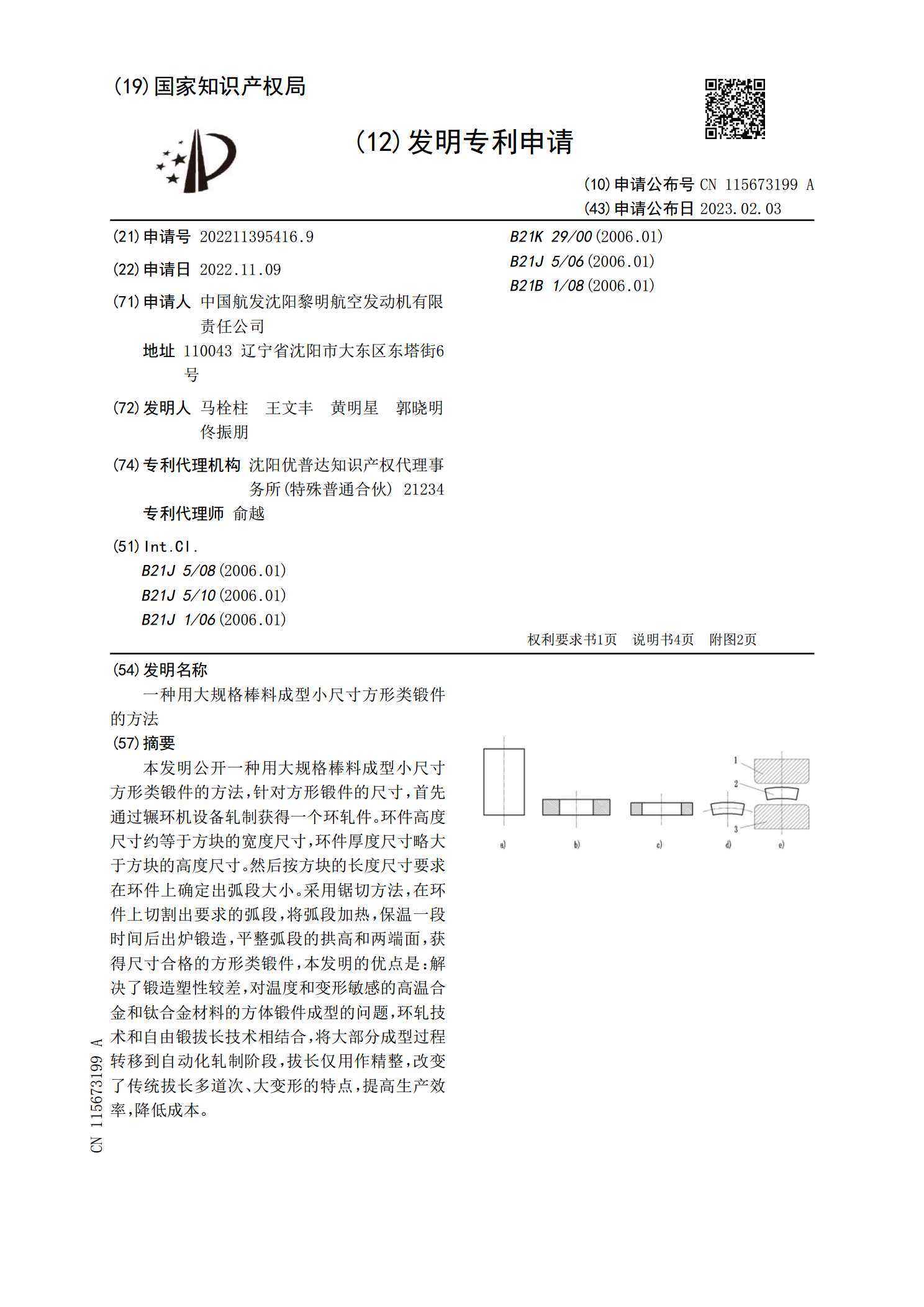
本发明公开一种用大规格棒料成型小尺寸方形类锻件的方法,针对方形锻件的尺寸,首先通过辗环机设备轧制获得一个环轧件。环件高度尺寸约等于方块的宽度尺寸,环件厚度尺寸略大于方块的高度尺寸。然后按方块的长度尺寸要求在环件上确定出弧段大小。采用锯切方法,在环件上切割出要求的弧段,将弧段加热,保温一段时间后出炉锻造,平整弧段的拱高和两端面,获得尺寸合格的方形类锻件,本发明的优点是:解决了锻造塑性较差,对温度和变形敏感的高温合金和钛合金材料的方体锻件成型的问题,环轧技术和自由锻拔长技术相结合,将大部分成型过程转移到自动化

大型端面法兰类锻件成型方法.pdf
本发明公开了一种大型端面法兰类锻件成型方法,该方法包括:将钢锭送至加热炉加热至1220±20℃,并保温第一预设时间后出炉;将钢锭进行镦粗,得到柱形坯料;对柱形坯料进行滚圆、分料;将分料后的坯料送至加热炉加热至1220±20℃,并保温第二预设时间后出炉;使坯料的法兰外端面朝上,在法兰外端面的距离法兰外侧面90‑110mm的位置处,利用压机锤头沿法兰外端面的周向进行多次锤击;对锤击后的坯料进行碾压法兰;将坯料放置在锻造平台上,进行轴身和台阶成型;对成型后的坯料进行法兰滚圆和平整,得到锻件。本发明的方法能够消除

类盘型截面锻件碾轧成型方法.pdf
类盘型截面锻件碾轧成型方法,步骤如下:首先将合金锭加热至1150~1180℃,然后通过镦粗拔长,改善合金锭的铸态组织;然后进行冲孔,扩孔整圆工序制造出厚度为最终高度尺寸1/2的环形板坯;将环形板坯进炉加热至1150~1180℃,取出环形板坯将其放在碾环机上;将主轧辊衬套套在主轧辊上,将芯辊衬套套在芯辊上;启动碾环机,在主轧辊和芯辊的带动下开始转动,锥辊a、b分别压在预制坯料的两个端面上,开始轧制,尺寸到位后,关闭碾环机,得到碾环后的异形环件。采用本发明使材料利用率得到大幅提高,热处理后进行小余量机械加工即

一种中模套锻件成型模具.pdf
本发明公开了一种中模套锻件成型模具,其包括芯辊和主模,其中,所述芯辊的两端对应设置有安装段,两个安装段之间依次设置有第一圆柱段、芯辊斜锥段、第二圆柱段和第三圆柱段,所述第一圆柱段的直径小于所述第二圆柱段的直径,所述第三圆柱段的直径小于所述第一圆柱段的直径,所述主模设置于所述芯辊的一侧,所述主模的中心处设置有中心孔,且所述主模包括位于底部的圆柱段和位于上部的主模斜锥段。上述中模套锻件成型模具能够加工出更接近产品形状的锻件,后续加工的切削余量小,节省材料,加工成本低,同时模具为锻件加工留有一定的压延空间,保证