
一种铝合金轮毂的制造工艺.pdf

努力****星驰

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金轮毂的制造工艺.pdf
本发明公开了一种铝合金轮毂的制造工艺,包括以下步骤:铝锭检验;溶解:将成份合格的铝锭通熔化为铝液;除气:将溶解后的高温铝液放流至盛汤保温炉中,通入氮气搅拌,除气后铝液温度为700℃±30℃;转汤:将除好气的铝液移转加入低压设备保温密闭溶炉中;氮气加压准备:氮气供气压力调试在4.0kg/cm
一种制造铝合金轮毂工艺流程系统.pdf
本发明公开了一种制造铝合金轮毂工艺流程系统,属于铝合金轮毂制造流程领域,一种制造铝合金轮毂工艺流程系统,可以实现将固溶和时效两步在一个热处理炉中完成,不用分建固溶炉和时效炉,而是将一个热处理炉分割成固溶室和时效室,大幅减小建造成本,在固溶室和时效室之间利用多个硅胶隔热条组成的隔热帘分隔开来,在不影响铝合金轮毂零件在热处理炉内移动的前提下,最大程度限制固溶室和时效室之间的热交换,减少固溶室和时效室相互之间的热量影响,同时利用固溶过程中铝合金轮毂零件存储的热量在时效的过程中进行保温,减小时效过程中的能量消耗,
一种汽车铝合金轮毂再制造工艺.pdf
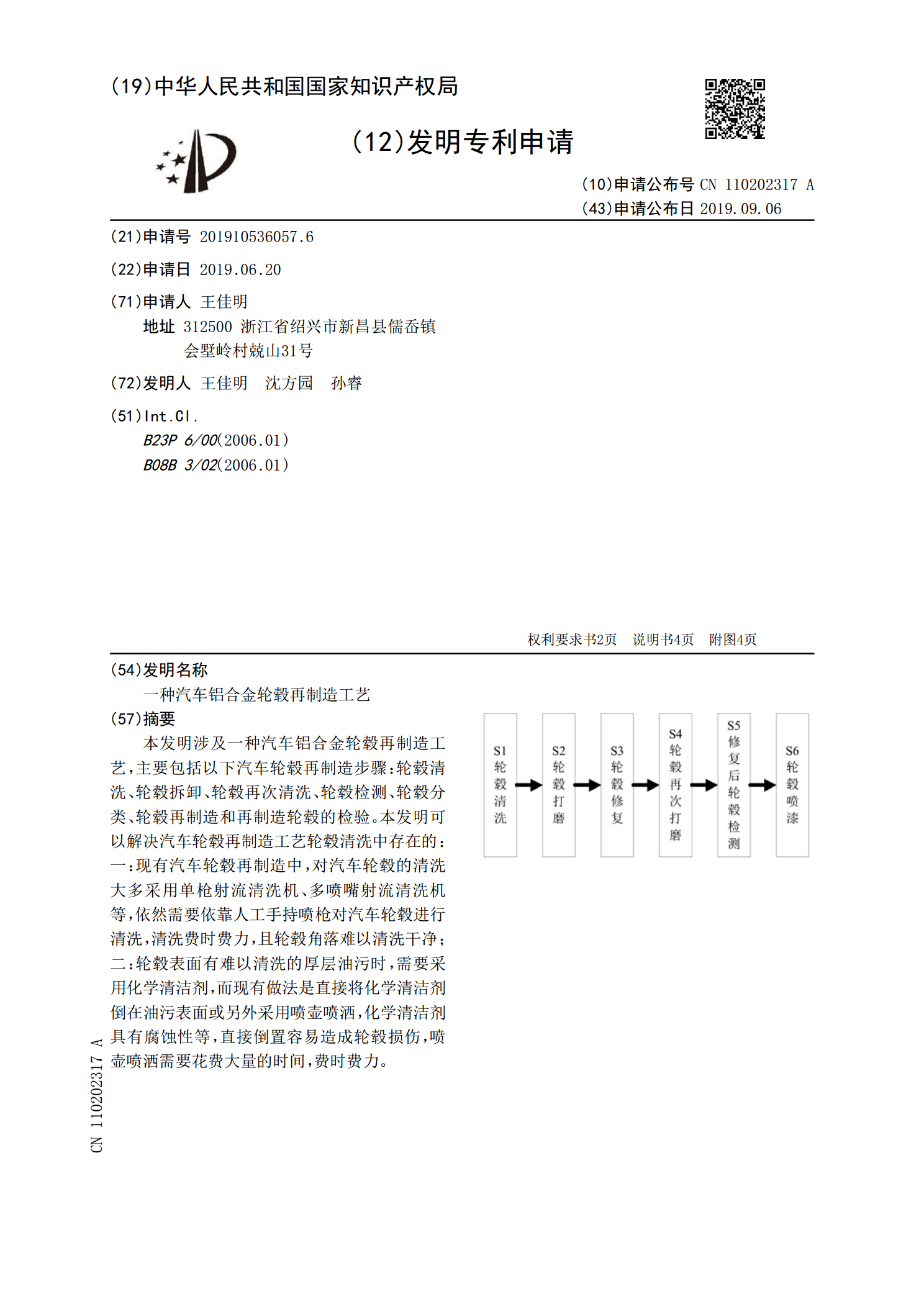
本发明涉及一种汽车铝合金轮毂再制造工艺,主要包括以下汽车轮毂再制造步骤:轮毂清洗、轮毂拆卸、轮毂再次清洗、轮毂检测、轮毂分类、轮毂再制造和再制造轮毂的检验。本发明可以解决汽车轮毂再制造工艺轮毂清洗中存在的:一:现有汽车轮毂再制造中,对汽车轮毂的清洗大多采用单枪射流清洗机、多喷嘴射流清洗机等,依然需要依靠人工手持喷枪对汽车轮毂进行清洗,清洗费时费力,且轮毂角落难以清洗干净;二:轮毂表面有难以清洗的厚层油污时,需要采用化学清洁剂,而现有做法是直接将化学清洁剂倒在油污表面或另外采用喷壶喷洒,化学清洁剂具有腐蚀性
一种汽车铝合金轮毂制造加工工艺.pdf
本发明涉及一种汽车铝合金轮毂制造加工工艺,属于汽车零部件加工制造领域,用于汽车零部件加工领域,用于汽车轮毂制造,包括原材料的选择与融化,融化后的精炼、材料检验、低压铸造、X射线探伤、热处理、机械加工、动平衡检验、涂装,及涉及的机械加工中的粗车、半精车、钻孔、热处理、磨外表面、粗磨孔、检查、热处理(发蓝)、喷漆(烘漆)、磨平面、粗研、磨孔、精研、检验,鉴于上述加工工序,本发明能够提供一种制造与加工时间短、效率高、及安全可靠的轮毂加工工艺。
一种汽车铝合金轮毂再制造工艺.pdf
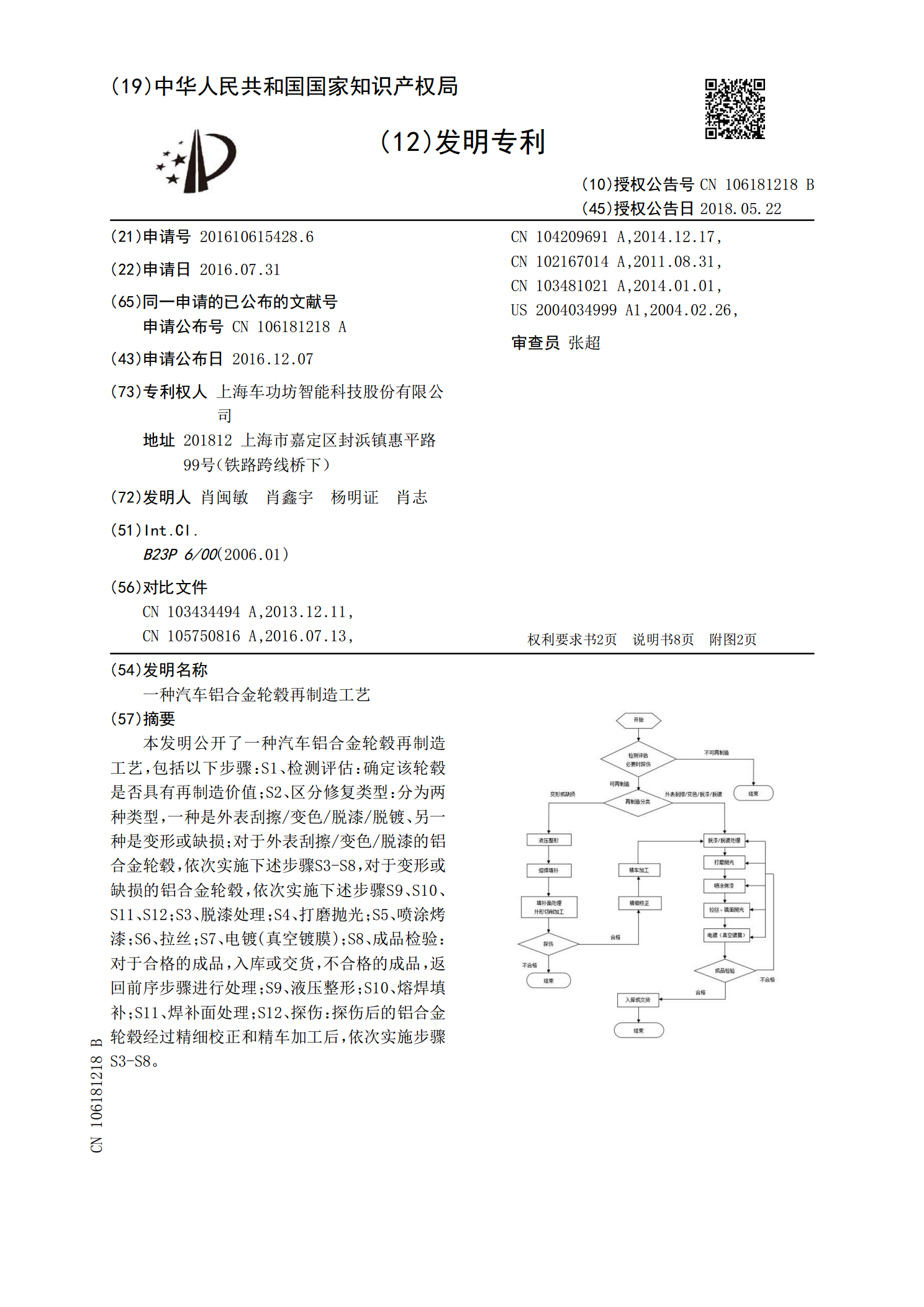
本发明公开了一种汽车铝合金轮毂再制造工艺,包括以下步骤:S1、检测评估:确定该轮毂是否具有再制造价值;S2、区分修复类型:分为两种类型,一种是外表刮擦/变色/脱漆/脱镀、另一种是变形或缺损;对于外表刮擦/变色/脱漆的铝合金轮毂,依次实施下述步骤S3‑S8,对于变形或缺损的铝合金轮毂,依次实施下述步骤S9、S10、S11、S12;S3、脱漆处理;S4、打磨抛光;S5、喷涂烤漆;S6、拉丝;S7、电镀(真空镀膜);S8、成品检验:对于合格的成品,入库或交货,不合格的成品,返回前序步骤进行处理;S9、液压整形;