
车厢板用热连轧双相耐磨钢及生产方法.pdf

是你****平呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
车厢板用热连轧双相耐磨钢及生产方法.pdf
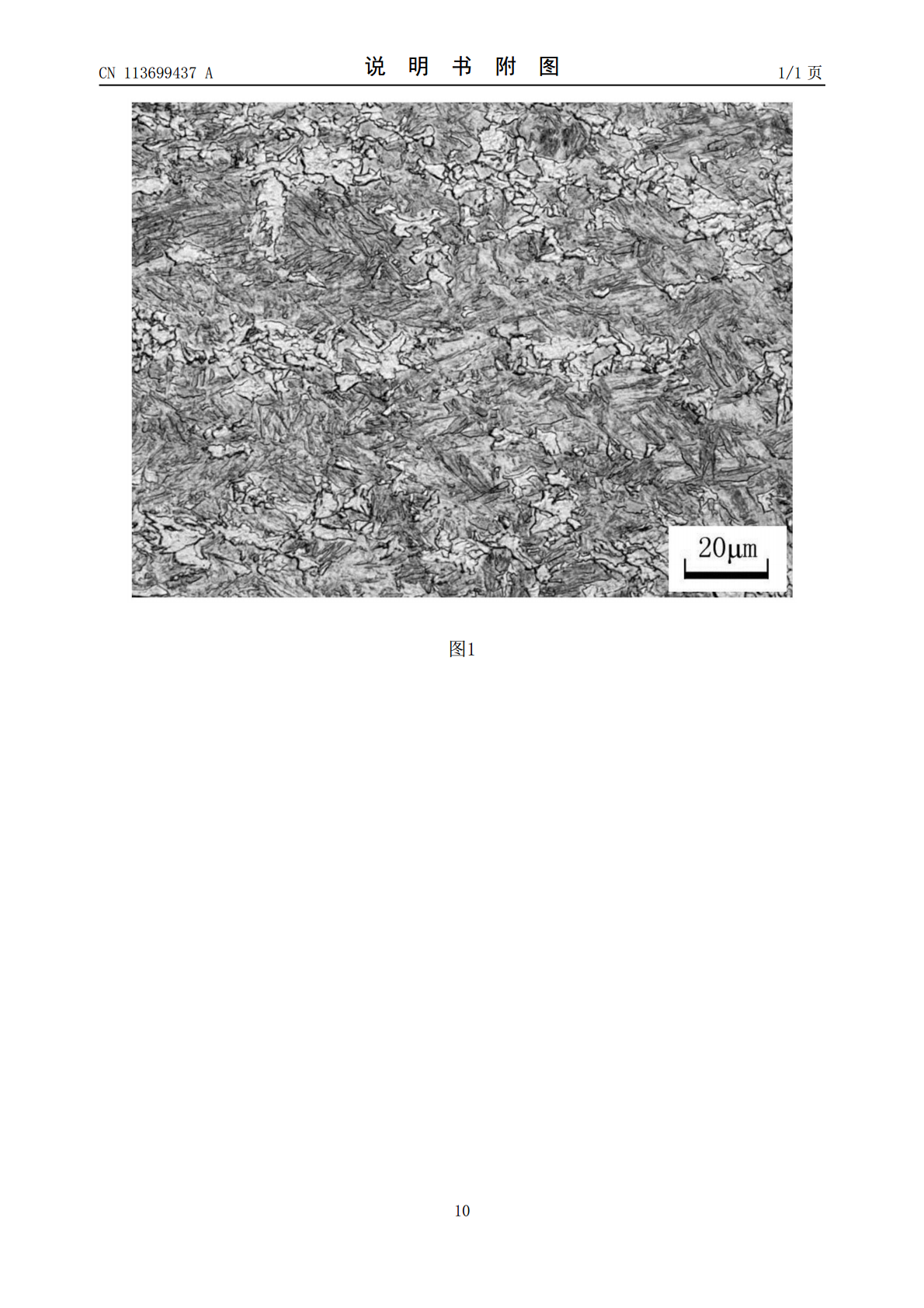
本发明公开了一种车厢板用热连轧双相耐磨钢及生产方法,属于冶金技术领域。其中,该热连轧耐磨钢包括如下质量百分比的各化学组分:C:0.10~0.20%,Si:0.08~0.40%,Mn:0.5~2.0%,P≤0.015%,S≤0.005%,Als:0.01~0.06%,Nb≤0.02%,Ti≤0.02%,B≤0.005%,其余为Fe及杂质;其工艺过程包括采用高炉铁水、铁水脱硫、转炉冶炼、LF+RH精炼、连铸、加热、轧制、冷却、卷取、开平横切工艺路线。本发明制得的耐磨钢性能稳定且优异,更重要的是生产效率高。
常规热连轧线生产NM600低合金耐磨钢的方法.pdf
本发明公开了一种常规热连轧线生产NM600低合金耐磨钢的方法,控制好钢中各元素的质量百分含量,将冶炼的合格钢水经LF精炼站吹氩、RH真空脱气和钙处理后连铸成230mm厚度的连铸坯,在加热炉加热至1180~1230℃,保温时间≥25min。先用粗轧机轧制,粗轧机单道次压下率≥15%,粗轧后入精连轧机组轧制,精轧机组的单机架压下率≥10%,精轧入口温度1000~1100℃,精轧终轧温度为820~900℃。把精轧成的4.0~25.0mm耐磨钢板冷却至600~700℃后卷取成钢卷,钢卷空冷至室温再开平离线热处理:
热连轧钛合金板的生产方法.pdf
本发明涉及一种热连轧钛合金板的生产方法,属于钛合金板的轧制工艺技术领域。本发明打破了固有钛‑钢交叉轧制的特点,采用两座加热炉装钛模式,实现了热连轧钢生产线批量轧制钛合金,缩短了轧制时间,由原来的20小时缩短到10小时。最关键性的效果是,创造性地解决精轧机工作辊更换后钛合金头部跑偏扣翘头的技术难题,实现了生产的顺行和技术的突破。本发明只改变了轧制工艺,操作方便、快捷,基本不需投入成本。不需要来回的切换轧制模式,这样提高钛板的轧制节奏,缩短了钛板生产前的准备时间和轧制时间,提高了作业率,起到了小改动解决大问题
热连轧超快冷工艺生产薄规格耐磨钢NM450的方法.pdf
本发明公开了一种热连轧超快冷工艺生产薄规格耐磨钢NM450的方法,包括步骤:高炉铁水、KR脱S、转炉冶炼、RH炉精炼、LF炉精炼、常规板坯连铸、冷却到室温、板坯检查、铸坯表面扒皮、加热炉、高压水除磷、粗轧、高压水除磷、精轧、超快速冷却、卷取、开平、加热、淬火、回火、精整、检验。本发明通过合理的合金化设计,选用微量的Cu、Mo、Cr、Nb、Ti、B合金进行微合金化,通过控制轧制后超快速冷却淬火控制微观组织,充分发挥合金的性能强化作用,减少合金的加入量及贵重合金的使用量,并简化了工艺,与传统工艺相比较,降低了
一种HB500级热连轧高强耐磨钢及其生产方法.pdf
一种HB500级热连轧高强耐磨钢,其组分及含量为:C:0.21~0.30%,Si:≤0.20%,Mn:0.8~1.60%,P:≤0.015%,S:≤0.005%,Mo:0.10~0.40%,Ti:0.050~0.20%,B:0.0005~0.0030%,N≤0.0050%,并满足:Ti/N≥10,Mo/Ti≥2;生产步骤:冶炼并连铸成坯;对铸坯直接加热;连续轧制;卷取;精整切分;热处理炉加热保温;用辊压式淬火机淬火;水冷至室温;低温回火并空冷至室温。本发明生产成本较低,热处理后钢板布氏硬度达到480~52